


Operatorii de mașini cunosc problema: atunci când trec de la un instrument scurt la unul lung în timpul prelucrării prin frezare, trebuie să ajusteze alimentarea cu lichid de răcire. În special atunci când nu există o alimentare internă cu lichid de răcire disponibilă, acest lucru duce la un efort mare de ajustare pentru a asigura siguranța procesului de prelucrare. Compania Asch & Sebert s-a ocupat de această problemă și a dezvoltat un inel de răcire, în care duzele de răcire se ajustează automat la lungimea instrumentului. Pentru fabricarea sistemului brevetat, proprietarul Gerald Sebert se bazează pe unelte de precizie de la Paul Horn GmbH. „Pentru frezarea dinților, nu avem altă opțiune decât uneltele Horn”, spune Sebert.
Startul dezvoltării inelelor de răcire a avut loc în anul economic dificil 2009. Din cauza situației slabe a comenzilor la nivel mondial, la Asch & Sebert a apărut ideea de a lansa un produs propriu pe piață. Așa cum s-a întâmplat în multe producții, și în propria producție s-a pus problema alimentării cu lichid de răcire pentru unelte de lungimi diferite. „Aici am vrut să intervenim și am început dezvoltarea inelului de răcire cu ajustare automată”, spune Sebert. După câteva prototipuri, sistemul a fost testat pe mașinile proprii pentru un test pe termen lung. „Dezvoltarea este una, vânzarea este alta. Am investit foarte mult timp în cercetarea brevetelor. Am cercetat până în anii '30 pentru a verifica dacă ideea noastră încalcă vreun brevet”, povestește Sebert. În anul 2015, a venit momentul: Sebert a solicitat brevetarea sistemului.
Succesuri și eșecuri
„Suntem absolut convinși de sistem, dar a fost o luptă să promovăm inelul de răcire fără un buget de marketing corespunzător“, spune Sebert. Directorul general a luat legătura cu diferiți producători de mașini. „Un mare constructor de mașini ne-a promis o cooperare extinsă, dar după ani de muncă de dezvoltare, dintr-o dată a tras țeava. A fost o lovitură dură după costurile mari de dezvoltare“, povestește Sebert.
Însă inventatorul nu s-a lăsat și a aprofundat discuțiile cu alte companii de inginerie mecanică. Cu succes: Sebert a convins mai multe companii cunoscute de dezvoltarea sa, astfel încât aceasta este acum utilizată pe numeroase centre de prelucrare. Fanuc a dezvoltat deja o aplicație pentru sistemul de răcire, care controlează automat poziția duzelor de răcire pe baza datelor introduse despre unelte.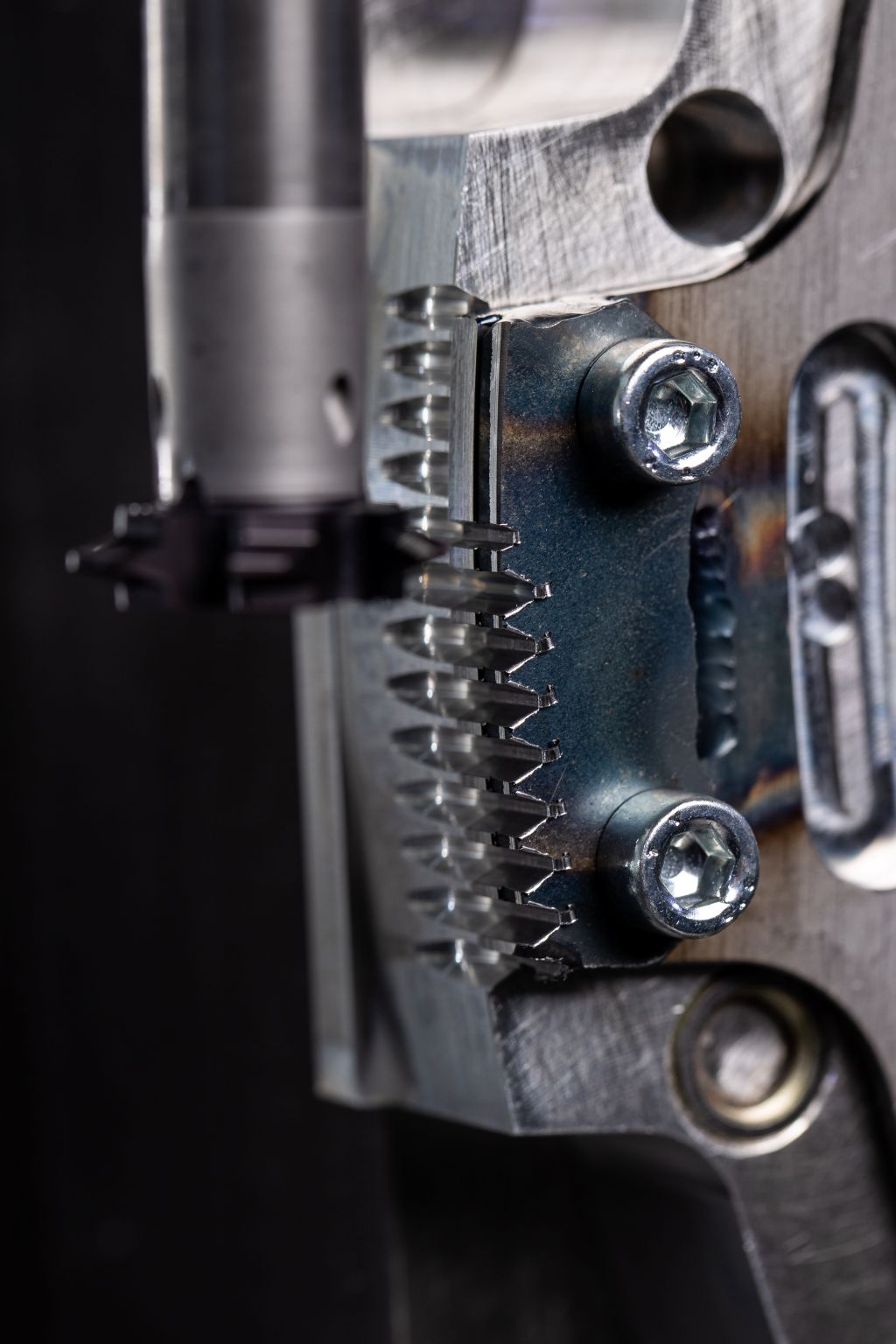
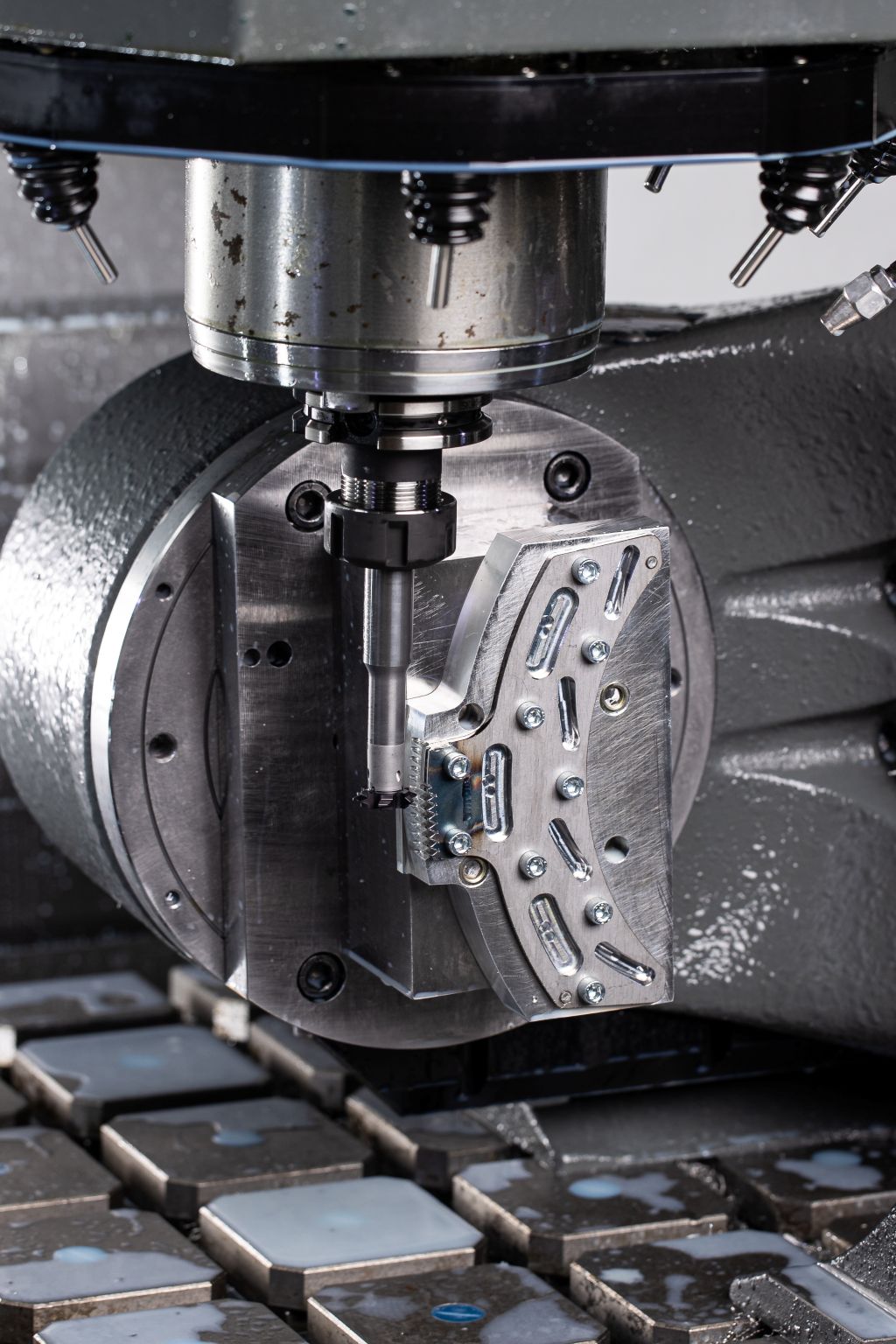
Producția componentelor mecanice ale inelelor de răcire se realizează în propria fabrică. Mișcarea duzelor de răcire se face printr-o mecanică, care este controlată printr-un sistem de angrenaj. Pentru frezarea angrenajului cu modul 1, Sebert și echipa sa de frezori experimentați se bazează pe sistemul de frezare circulară de la Horn. „De la început, ne-am bazat pe sistemele Horn. Am analizat și numeroase unelte de la diferiți producători de unelte, dar niciun sistem de frezare nu ne-a oferit flexibilitatea pe care o au frezele de la Horn. Lucrăm cu unele unelte cu proeminențe foarte lungi și aici se face diferența”, povestește Sebert.
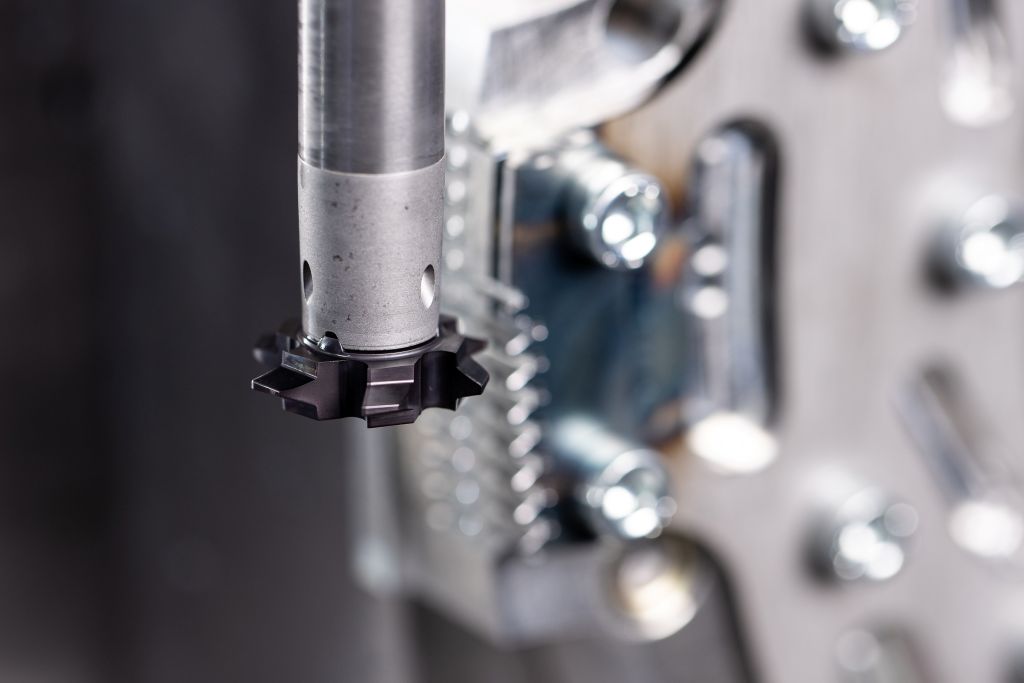
Freză cu dinți circulare în utilizare
Se folosește sistemul de frezare circulară Horn 613. Profilul special al celor șase dinți ai uneltei corespunde profilului dorit al flancurilor dinților piesei de prelucrat. Proiecția uneltei este lungă din cauza condițiilor existente. Datorită tijei din metal dur, care absoarbe vibrațiile, nu apar probleme cu vibrațiile uneltei. Interfața precisă între suport și placa de tăiere permite o rotație și o planitate de 𝜇-precizie a plăcii de tăiere la schimbare. Operarea de debavurare și finisare se face cu aceeași unealtă.
Cu mai multe livrări, uneltele frezează dinții individuali în piesa de prelucrat. Tăierile brute au o adâncime de ap = 0,2 mm și sunt frezate cu o viteză de tăiere de vc = 100 m/min. Grosimea de finisare este de 0,1 mm. Freza realizează livrarea de finisare pentru ultimul zecime până la dimensiunea finală cu o viteză de tăiere de vc = 100 m/min. Direcția de frezare se face în sens opus. Uneltele de la Horn prezintă, în ciuda presiunii de tăiere ridicate datorate celor șase dinți, o stabilitate mare. Cei șase dinți oferă o capacitate mare de frezare și posibilitatea de a utiliza viteze de tăiere mai mari. „În ciuda lungimii mari a uneltei, nu avem probleme cu urmele de vibrație pe suprafață. Aici, desigur, avem grijă și de o tensiune foarte rigidă a componentelor. Uneltele ar freza dinții și în tăiere completă fără probleme. Cu toate acestea, am optat conștient pentru mai multe livrări pentru a obține calitatea optimă a dințării pentru această componentă centrală“, spune Sebert.
Multitalente pentru procesele de frezare

Frezarea piulițelor, frezarea de separare sau frezarea dinților: acestea sunt doar trei dintre procesele de frezare pe care sistemul de frezare circular Horn le stăpânește productiv. Ca un adevărat multi-talent, portofoliul extins de unelte al acestui sistem de unelte stăpânește și câteva alte procese de frezare. Este utilizabil de la un diametru interior de 8 mm pentru prelucrarea precisă a găurilor, frezarea canelurilor înguste cu o lățime de 0,2 mm sau frezarea dinților de ajustare:
Uneltele de frezare se prezintă ca soluționatori de probleme în numeroase variante standard, precum și în forme speciale pentru unele alte procese de frezare.
Sistemul de frezare circulară de la Horn oferă utilizatorului o serie de avantaje de proces: este rapid, sigur din punct de vedere al procesului și obține rezultate bune ale suprafeței. Instrumentul, condus pe o traiectorie helicoidală, pătrunde în material în unghiuri înclinate sau foarte plate. Astfel, se pot fabrica, de exemplu, filete de o calitate reproducibilă ridicată. Comparativ cu prelucrarea cu plăci de tăiere reversibile la diametre mai mari sau cu freze din VHM la diametre mai mici, frezarea circulară este, în general, mai economică. Frezele circulare au un domeniu de aplicare larg. Ele prelucrează oțel, oțeluri speciale, titan sau aluminiu și aliaje speciale. Uneltele de precizie sunt deosebit de potrivite pentru procesele de frezare a canelurilor, frezare circulară a găurilor, frezare a filetelor, frezare a canelurilor T, frezare a profilurilor, precum și frezare a dinților. Ele impresionează, de asemenea, în aplicații speciale, cum ar fi frezarea canelurilor de etanșare sau în prelucrarea bielelor.
Upgradare și OEM

Pe lângă echipamentele originale OEM de la mai mulți producători de mașini, Asch & Sebert oferă inele de răcire și pentru modernizarea mașinilor existente și mai vechi. Sistemul constă din inelul de răcire propriu-zis și cutia de control corespunzătoare. Cutia este conectată direct la controlul mașinii pentru a prelua datele uneltelor. Instalarea necesită comunicarea cu producătorul de mașini respectiv.
O altă variantă este inelul de răcire cu un control manual. Instalarea nu necesită comunicare directă cu software-ul mașinii. Poziția duzelor de răcire poate fi controlată printr-un panou de operare lângă controlul mașinii. Sistemul oferă o presiune maximă a răcitorului de 15 bari. Aceasta este suficientă în cele mai multe cazuri pentru alimentarea exterioară cu răcitor. Dacă presiunea crește, lubrifiantul de răcire se pulverizează prea mult și își pierde proprietățile.
Sebert subliniază importanța colaborării cu Horn: „De la început ne bazăm pe sistemele Horn. Niciun alt sistem de frezare nu ne oferă flexibilitatea de care avem nevoie.” Pentru directorul general, colaborarea cu Horn este un factor important pentru dezvoltarea de succes a inelului de răcire.
Asch & Sebert:
Asch & Sebert este o companie inovatoare specializată în dezvoltarea și fabricarea de piese de precizie de înaltă calitate. Cu o experiență de lungă durată, compania oferă soluții personalizate pentru diverse industrii, inclusiv inginerie mecanică, industrie auto și tehnologie medicală. Gama de servicii include strunjire CNC, frezare, șlefuire și prelucrarea suprafețelor, întotdeauna cu un accent pe cea mai înaltă calitate și precizie. Mașini de ultimă generație și o echipă dedicată asigură o producție eficientă și o gestionare flexibilă a comenzilor. Asch & Sebert pune un accent deosebit pe sustenabilitate și compatibilitate ecologică pentru a crea valori durabile. Compania se distinge prin fiabilitate, inovație și satisfacția clienților și este un partener de încredere pentru sarcini de fabricație exigente. Cu expertiza lor, ei sprijină clienții în realizarea proiectelor complexe și se bazează pe cele mai înalte standarde de calitate și servicii.
Contact:


