


Operatorzy maszyn znają problem: Kiedy podczas obróbki frezarskiej przechodzi się z krótkiego narzędzia na długie, konieczne jest dostosowanie dopływu chłodziwa. Szczególnie gdy brak jest wewnętrznego dopływu chłodziwa, prowadzi to do dużego wysiłku w ustawieniach, aby zapewnić bezpieczeństwo procesu obróbczy. Firma Asch & Sebert podjęła się tego problemu i opracowała pierścień chłodzący, w którym dysze chłodziwa automatycznie dostosowują się do długości narzędzia. Do produkcji opatentowanego systemu właściciel Gerald Sebert polega na narzędziach precyzyjnych firmy Paul Horn GmbH. „Dla nas, przy frezowaniu zębów, nie ma innej drogi niż narzędzia Horn,” mówi Sebert.
Start rozwoju pierścieni chłodzących miał miejsce w trudnym roku gospodarczym 2009. Z powodu złej sytuacji zamówień na całym świecie w firmie Asch & Sebert zrodził się pomysł wprowadzenia własnego produktu na rynek. Jak w wielu zakładach produkcyjnych, również w ich własnej produkcji pojawił się problem z dostarczaniem chłodziwa do narzędzi o różnej długości. „Tutaj chcieliśmy działać i zaczęliśmy rozwijać automatycznie regulowany pierścień chłodzący”, mówi Sebert. Po kilku prototypach system był testowany na własnych maszynach w długoterminowym teście. „Rozwój to jedno, sprzedaż to drugie. Poświęciliśmy bardzo dużo czasu na badania patentowe. Sprawdzaliśmy aż do lat 30-tych, czy nasz pomysł narusza jakieś patenty”, opowiada Sebert. W 2015 roku nadszedł czas: Sebert zgłosił system do opatentowania.
Sukcesy i porażki
„Jesteśmy absolutnie przekonani o systemie, ale było to wyzwanie, aby bez odpowiedniego budżetu marketingowego skutecznie promować pierścień chłodzący“, mówi Sebert. Dyrektor generalny nawiązał kontakt z różnymi producentami maszyn. „Jeden z dużych producentów maszyn obiecał nam szeroką współpracę, ale po kilku latach pracy rozwojowej z dnia na dzień wycofał się. To był ciężki cios po wysokich kosztach rozwoju“, opowiada Sebert.
Jednak wynalazca nie odpuszczał i pogłębiał rozmowy z innymi firmami inżynieryjnymi. Z sukcesem: Sebert przekonał kilka znanych firm do swojego rozwiązania, dzięki czemu teraz jest ono wykorzystywane w licznych centrach obróbczych. Fanuc opracował już aplikację dla systemu chłodzenia, która automatycznie steruje pozycją dysz chłodzących na podstawie wprowadzonych danych narzędziowych.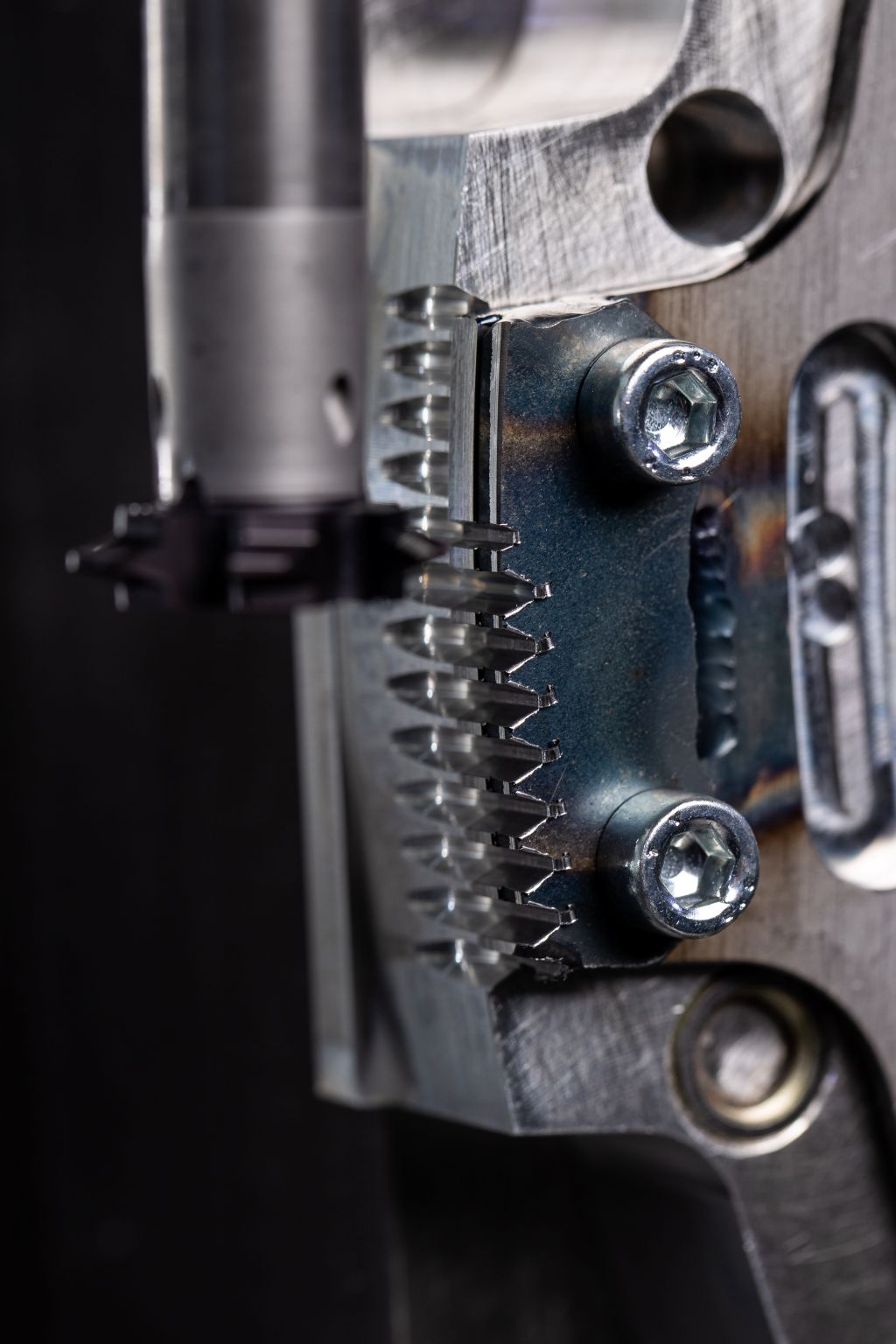
Produkcja mechanicznych komponentów pierścieni chłodzących odbywa się w naszej własnej wytwórni. Ruch dysz chłodzących odbywa się za pomocą mechanizmu sterowanego przez przekładnię regulacyjną. Do frezowania zębatki o module 1 Sebert wraz ze swoim zespołem doświadczonych specjalistów w dziedzinie obróbki skrawaniem korzysta z systemu frezarskiego Horn. „Od samego początku stawialiśmy na systemy Horn. Przyjrzeliśmy się także wielu narzędziom różnych producentów narzędzi, ale żaden system frezarski nie oferował nam takiej elastyczności jak frezy Horn. Pracujemy z częściowo bardzo długimi wysunięciami narzędzi, a tutaj różnica jest znacząca”, opowiada Sebert.
Frezarka zębatkowa w użyciu
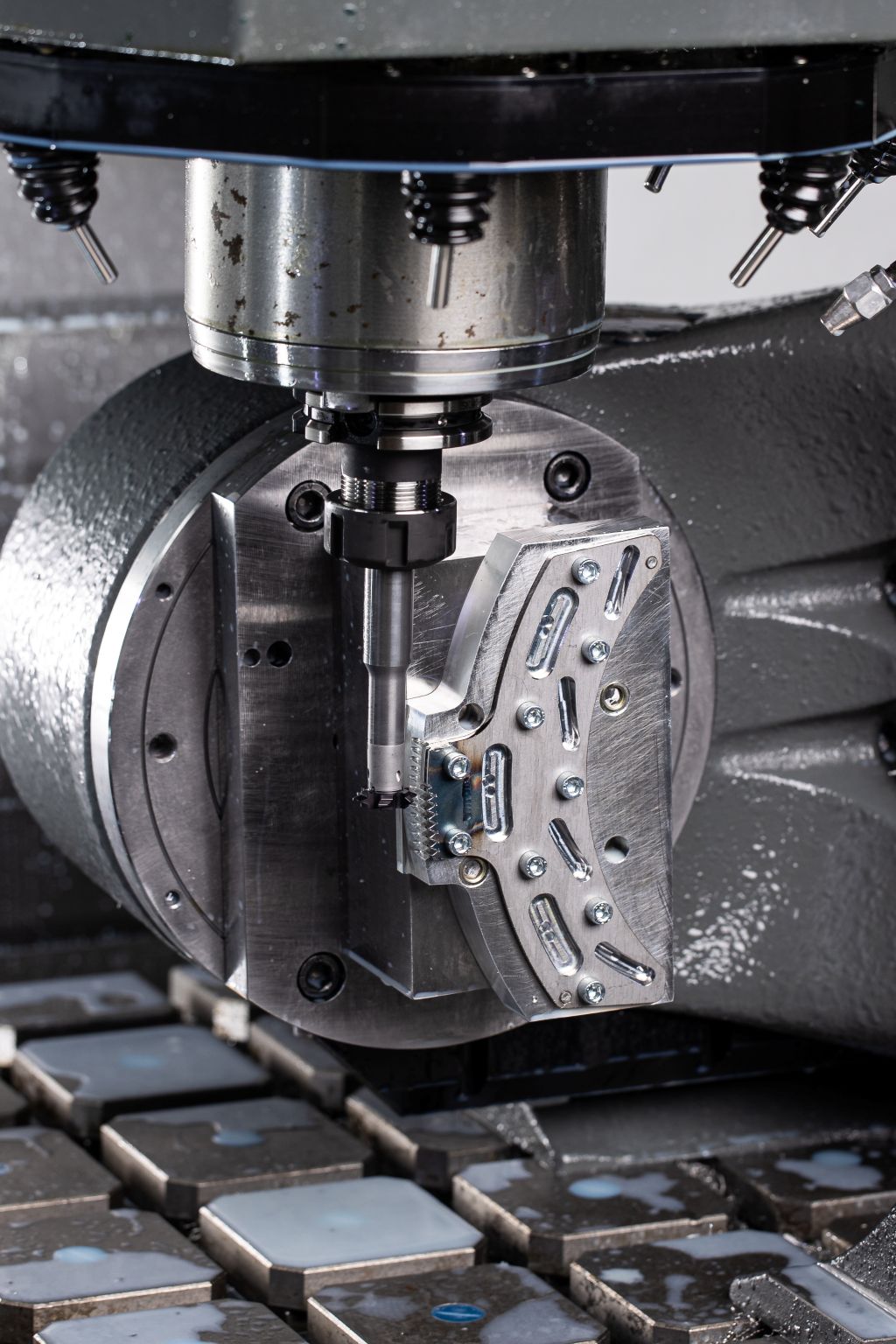
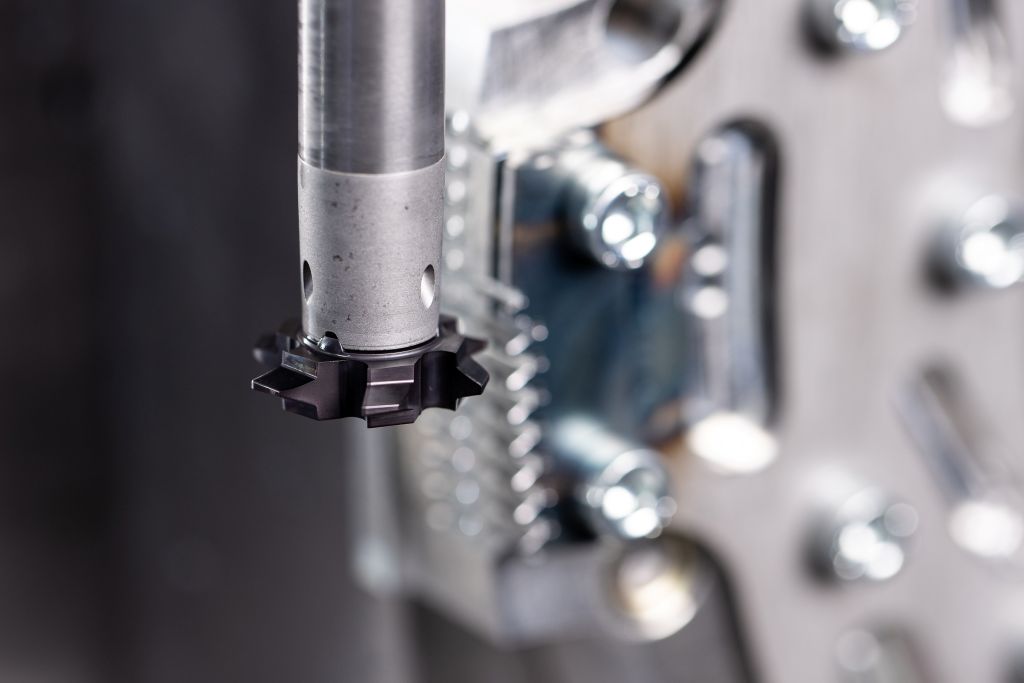
Do zastosowania jest system frezarski Horn-Zirkularfräse 613. Specjalny profil sześciu zębów narzędzia odpowiada profilowi zębatym elementu obrabianego. Występ narzędzia jest długi ze względu na warunki. Dzięki tłumiącemu drgania pełnohardemu trzonowi nie występują problemy z wibracjami narzędzia. Precyzyjne połączenie między nośnikiem a płytką skrawającą umożliwia mikrometrową dokładność obrotu i płaskości płytki skrawającej podczas wymiany. Wstępne i wykończeniowe skrawanie odbywa się tym samym narzędziem.
Za pomocą kilku przejść narzędzie frezuje poszczególne zęby w obrabianym elemencie. Głębokość cięcia wstępnego wynosi ap = 0,2 mm i jest frezowana z prędkością skrawania vc = 100 m/min. Wartość naddatku do obróbki wykończeniowej wynosi 0,1 mm. Narzędzie frezuje ostatnie dziesiąte do wymiaru końcowego z prędkością skrawania vc = 100 m/min. Kierunek frezowania odbywa się w przeciwnym kierunku. Narzędzia firmy Horn, pomimo wysokiego ciśnienia skrawania z powodu sześciu zębów, charakteryzują się wysoką stabilnością. Sześć zębów zapewnia wysoką wydajność frezowania oraz możliwość osiągania wyższych prędkości skrawania. „Pomimo długiego wysunięcia narzędzia nie mamy problemów z rysami na powierzchni. Oczywiście zwracamy uwagę na bardzo sztywną stabilizację elementów. Narzędzia bez problemu frezowałyby zęby również w pełnym skrawaniu. Świadomie jednak zdecydowaliśmy się na kilka przejść, aby osiągnąć optymalną jakość zazębienia dla tego kluczowego elementu” – mówi Sebert.
Multitalenty do procesów frezarskich

Frezowanie gwintów, frezowanie rowków czy frezowanie zębów: to tylko trzy wymienione procesy frezarskie, które system frezarski Horn-Zirkular skutecznie opanowuje. Jako prawdziwy multitalent, szerokie portfolio narzędzi tego systemu narzędziowego obejmuje jeszcze kilka innych procesów frezarskich. Może być stosowany od wewnętrznej średnicy 8 mm do precyzyjnej obróbki otworów, frezowania wąskich rowków o szerokości 0,2 mm lub frezowania zębów pasowych:
Narzędzia frezarskie ukazują się jako rozwiązania problemów w licznych standardowych wariantach, a także w specjalnych formach dla niektórych innych procesów frezarskich.
System frezarskie Zirkular firmy Horn oferuje użytkownikowi szereg zalet procesowych: jest szybkie, bezpieczne w procesie i osiąga dobre wyniki powierzchniowe. Narzędzie prowadzone na ścieżce helikalnej wchodzi w materiał pod kątem lub bardzo płasko. Dzięki temu można na przykład wytwarzać gwinty w powtarzalnie wysokiej jakości. W porównaniu z obróbką za pomocą wkładek skrawających przy większych średnicach lub frezów WHM przy mniejszych średnicach, frezowanie Zirkular jest zazwyczaj bardziej opłacalne. Frezy Zirkular mają szeroki zakres zastosowań. Obrabiają stal, stale specjalne, tytan lub aluminium oraz stopy specjalne. Narzędzia precyzyjne nadają się szczególnie do procesów frezowania rowków, frezowania otworów okrągłych, frezowania gwintów, frezowania rowków T, frezowania profili oraz frezowania zębów. Sprawdzają się również w zastosowaniach specjalnych, takich jak frezowanie rowków uszczelniających czy obróbka korbowodów.
Doposażenie i OEM

Oprócz oryginalnego wyposażenia OEM dla kilku producentów maszyn, Asch & Sebert oferuje również pierścienie chłodzące do modernizacji istniejących i starszych maszyn. System składa się z samego pierścienia chłodzącego oraz odpowiedniej skrzynki sterującej. Skrzynka jest bezpośrednio połączona z systemem sterowania maszyny, aby pobierać dane narzędziowe. Instalacja wymaga współpracy z odpowiednim producentem maszyny.
Inną wersją jest pierścień chłodzący z ręcznym sterowaniem. Montaż nie wymaga bezpośredniej komunikacji z oprogramowaniem maszyny. Położenie dysz chłodzących można kontrolować za pomocą panelu sterującego obok systemu sterowania maszyny. System zapewnia maksymalne ciśnienie chłodziwa wynoszące 15 bar. W większości przypadków jest to wystarczające do zewnętrznego doprowadzenia chłodziwa. Gdy ciśnienie wzrasta, środek chłodzący zbyt mocno się rozpylają i traci swoje właściwości.
Sebert podkreśla znaczenie współpracy z firmą Horn: „Od samego początku stawiamy na systemy Horn. Żaden inny system frezarski nie oferuje nam takiej elastyczności, jakiej potrzebujemy.” Dla dyrektora zarządzającego współpraca z Horn jest ważnym czynnikiem w pomyślnym rozwoju pierścienia chłodzącego.
Asch & Sebert:
Asch & Sebert to innowacyjna firma, która specjalizuje się w rozwoju i produkcji wysokiej jakości części precyzyjnych. Dzięki wieloletniemu doświadczeniu firma oferuje dostosowane rozwiązania dla różnych branż, w tym inżynierii mechanicznej, przemysłu motoryzacyjnego i technologii medycznej. Zakres usług obejmuje toczenie CNC, frezowanie, szlifowanie oraz obróbkę powierzchni, zawsze z naciskiem na najwyższą jakość i precyzję. Nowoczesne maszyny i zaangażowany zespół zapewniają efektywną produkcję i elastyczne realizowanie zamówień. Asch & Sebert kładzie duży nacisk na zrównoważony rozwój i przyjazność dla środowiska, aby tworzyć trwałe wartości. Firma wyróżnia się niezawodnością, innowacyjnością i zadowoleniem klientów i jest wiarygodnym partnerem w wymagających zadaniach produkcyjnych. Dzięki swojej wiedzy wspierają klientów w realizacji złożonych projektów, stawiając na najwyższe standardy jakości i obsługi.
Kontakt:


