


Obsluha strojů zná problém: Kdo během frézování přechází z krátkého nástroje na dlouhý, musí přizpůsobit přívod chladicího média. Zejména pokud není k dispozici vnitřní přívod chladicího média, vede to k vysoké náročnosti nastavení, aby byla zajištěna procesní bezpečnost obrábění. Společnost Asch & Sebert se tohoto problému ujala a vyvinula chladicí kroužek, jehož chladicí trysky se automaticky přizpůsobují délce nástroje. Pro výrobu patentovaného systému spoléhá majitel Gerald Sebert na přesné nástroje společnosti Paul Horn GmbH. „Pro frézování ozubení pro nás neexistuje jiná cesta než nástroje Horn,“ říká Sebert.
Start vývoje chladicích kroužků byl v obtížném hospodářském roce 2009. Vzhledem k celosvětově špatné poptávce vznikla u společnosti Asch & Sebert myšlenka uvést na trh vlastní produkt. Jak v mnoha výrobách, i v jejich vlastní produkci se objevoval problém s dodávkou chladicího média pro různě dlouhé nástroje. „Tady jsme chtěli zasáhnout a začali jsme s vývojem automaticky nastavitelného chladicího kroužku,“ říká Sebert. Po několika prototypech byl systém nasazen na vlastních strojích pro dlouhodobé testování. „Vývoj je jedna věc, prodej druhá. Věnovali jsme hodně času patentovým rešerším. Zde jsme zkoumali až do 30. let, zda naše myšlenka porušuje nějaké patenty,“ vypráví Sebert. V roce 2015 to konečně přišlo: Sebert přihlásil systém k patentování.
Úspěchy a neúspěchy
„Jsme o systému naprosto přesvědčeni, ale bylo obtížné velkým způsobem propagovat chladicí kroužek bez odpovídajícího marketingového rozpočtu,“ říká Sebert. Ředitel navázal kontakt s různými výrobci strojů. „Jeden velký výrobce strojů nám slíbil rozsáhlou spolupráci, ale po několika letech vývoje nám ze dne na den odpojil. To byl tvrdý úder po vysokých nákladech na vývoj,“ vypráví Sebert.
Ale vynálezce se nevzdává a prohlubuje rozhovory s dalšími strojírenskými firmami. S úspěchem: Sebert přesvědčil několik známých společností o svém vývoji, takže nyní je používán na mnoha obráběcích centrech. Fanuc již vyvinul aplikaci pro chladicí systém, která automaticky řídí polohu chladicího trysky na základě zadaných údajů o nástroji.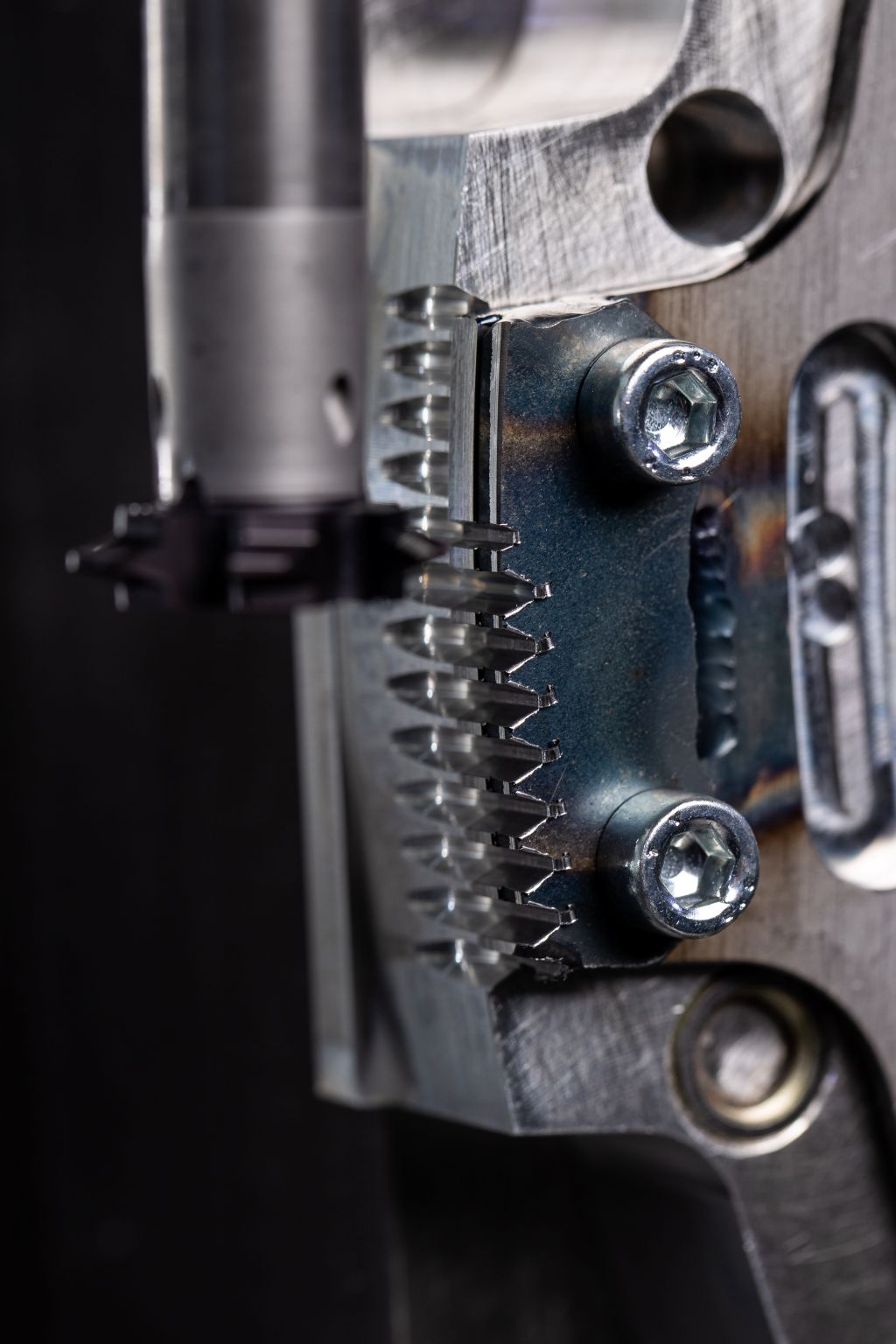
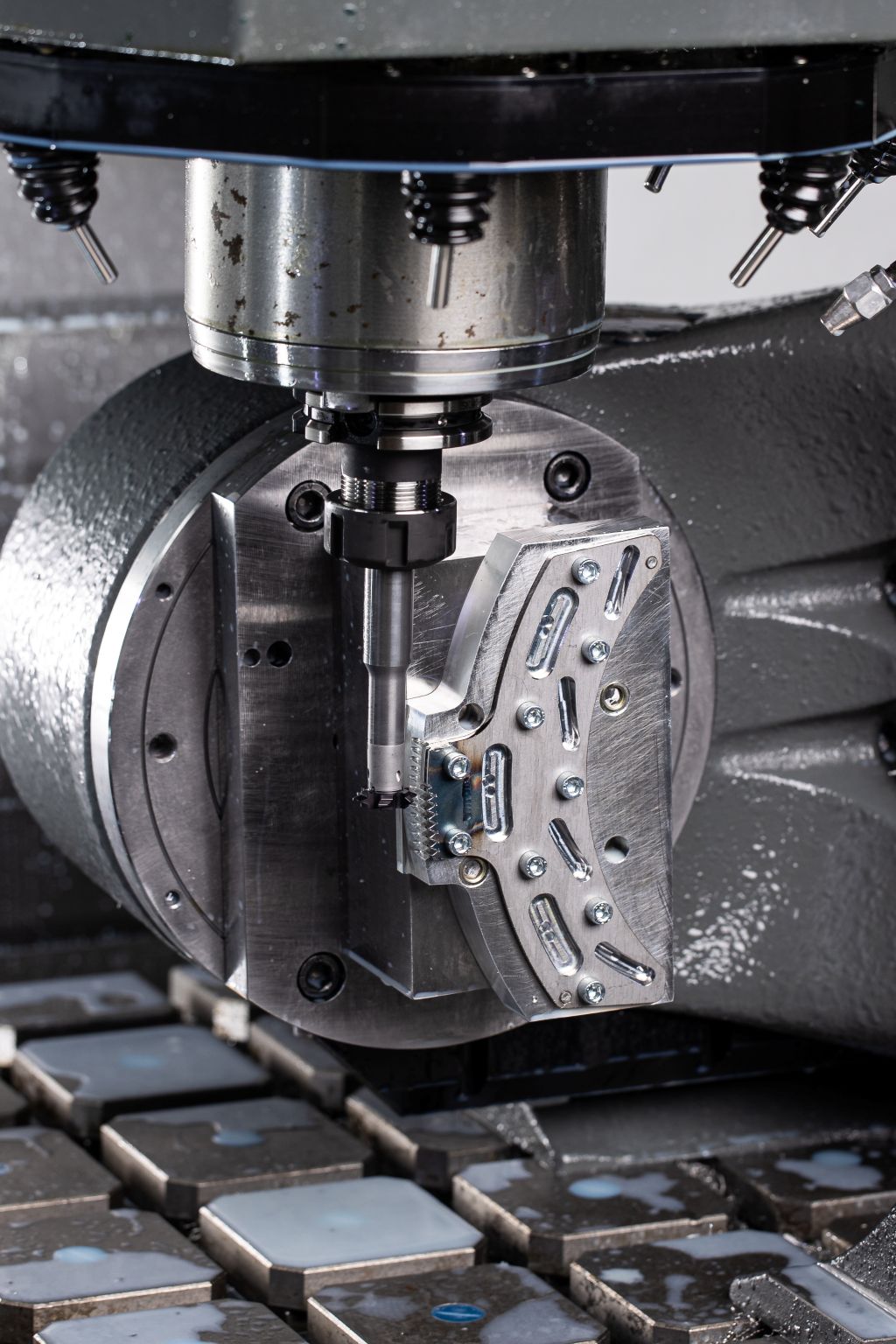
Výroba mechanických komponentů chladicích kroužků probíhá ve vlastní výrobě. Pohyb chladicích trysek je řízen mechanikou, která je ovládána pomocí pohonné převodovky. Pro frézování ozubení s modulem 1 se Sebert se svým týmem zkušených obráběčů spoléhá na cirkulární frézovací systém od Horn. „Od začátku jsme se spoléhali na systémy Horn. Podívali jsme se také na řadu nástrojů od různých výrobců nástrojů, ale žádný frézovací systém nám nenabídl flexibilitu jako frézy od Horn. Pracujeme s částečně velmi dlouhými výložníky nástrojů a tam se odděluje pšenice od plev,“ říká Sebert.
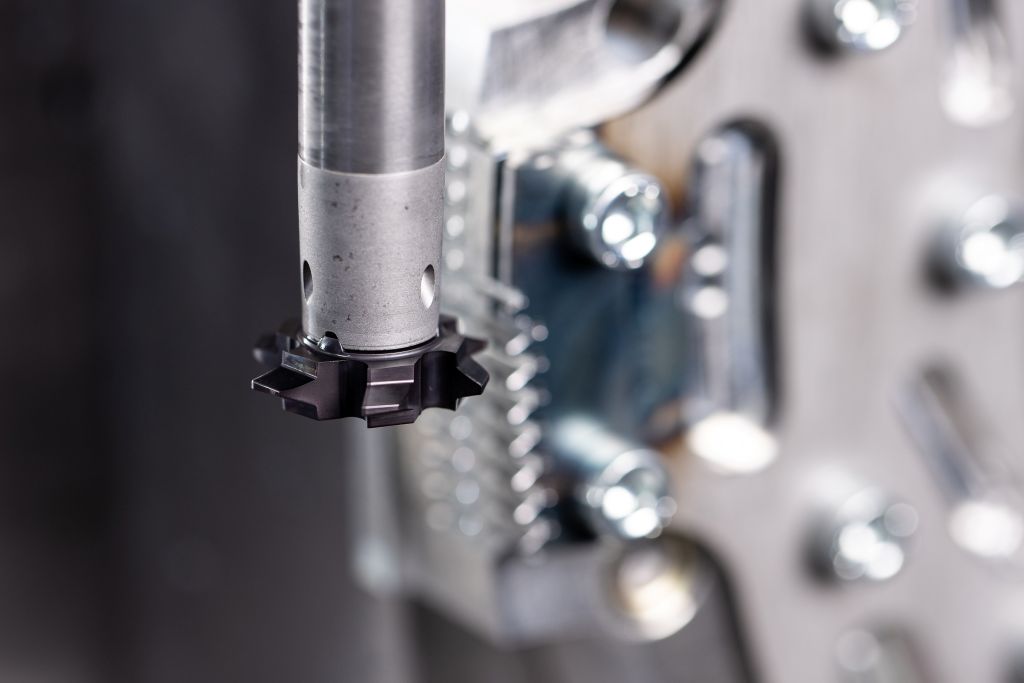
Použití cirkulárního frézovacího nástroje
Používá se systém Horn-Zirkularfräse 613. Speciální profil šesti zubů nástroje odpovídá požadovanému profilu zubních ploch obrobku. Vzhledem k podmínkám je přesah nástroje dlouhý. Díky tlumícímu plnému karbidovému hřídeli nevznikají žádné problémy s vibracemi nástroje. Přesné rozhraní mezi nosičem a řeznou destičkou umožňuje mikro-precizní kulový a rovinný běh řezné destičky při výměně. Hrubování a dokončování probíhá se stejným nástrojem.
S několika průchody nástroj frézuje jednotlivé zuby do obrobku. Hrubovací řezy mají hloubku ap = 0,2 mm a jsou frézovány rychlostí řezání vc = 100 m/min. Konečná úprava má přídavek 0,1 mm. Nástroj frézuje konečnou hloubku pro poslední desetinu do požadovaného rozměru rychlostí řezání vc = 100 m/min. Směr frézování je proti směru. Nástroje od Hornu vykazují, navzdory vysokému řeznému tlaku šesti zubů, vysokou stabilitu. Šest zubů poskytuje vysoký frézovací výkon a možnost dosahovat vyšších řezných rychlostí. „I přes dlouhé vyložení nástroje nemáme žádné problémy s rýhami na povrchu. Samozřejmě dbáme také na velmi tuhé upnutí součástí. Nástroje by zuby bez problémů frézovaly i v plném řezu. Rozhodli jsme se však pro několik průchodů, abychom dosáhli optimální kvality zubování pro tuto centrální součást,“ říká Sebert.
Multitalenty pro frézovací procesy

Frézování závitů, dělení nebo frézování ozubení: To jsou pouze tři uvedené frézovací procesy, které produktivně ovládá systém frézování s kruhovým nožem Horn. Jako skutečný multitalent je tento nástrojový systém schopen zvládnout ještě několik dalších frézovacích procesů. Použitelné od vnitřního průměru 8 mm pro přesné zpracování otvorů, frézování úzkých drážek o šířce 0,2 mm nebo frézování přesných ozubení:
Frézovací nástroje se ukazují jako řešitelé problémů v mnoha standardních variantách, stejně jako ve speciálních atypických formách pro některé další frézovací procesy.
Zirkulární frézovací systém od Horn nabízí uživateli řadu výhod: je rychlý, procesně bezpečný a dosahuje dobrých povrchových výsledků. Nástroj vedený na helixové dráze se šikmo nebo velmi plochě ponořuje do materiálu. Tímto způsobem lze například vyrábět závity v reprodukovatelně vysoké kvalitě. Ve srovnání s obráběním s vyměnitelnými břitovými destičkami při větších průměrech nebo s VHM frézami při menších průměrech je zirkulární frézování obvykle ekonomičtější. Zirkulární frézy mají široké využití. Obrábějí ocel, speciální oceli, titan nebo hliník a speciální slitiny. Tyto přesné nástroje jsou zvláště vhodné pro procesy drážkování, vrtání zirkulární frézou, frézování závitů, frézování T-drážek, frézování profilů a frézování ozubení. Přesvědčují však také v speciálních aplikacích, jako je frézování těsnicích drážek nebo při obrábění ojnic.
Dodatečná výbava a OEM

Kromě OEM prvovýroby pro několik výrobců strojů nabízí Asch & Sebert chladicí kroužky také pro dodatečnou instalaci na stávající a také starší stroje. Systém se skládá z vlastního chladicího kroužku a odpovídající řídicí skříně. Skříň je přímo spojena s řídicím systémem stroje, aby bylo možné získat údaje o nástroji. Instalace vyžaduje komunikaci s příslušným výrobcem stroje.
Jinou variantou je chladicí kroužek s ručním ovládáním. Instalace nevyžaduje přímou komunikaci se softwarem stroje. Umístění chladicího trysky může být řízeno prostřednictvím ovládacího panelu vedle řízení stroje. Systém poskytuje maximální tlak chladicí kapaliny 15 barů. To je v mnoha případech dostatečné pro vnější přívod chladicí kapaliny. Když tlak vzroste, chladicí olej se příliš rozpráší a ztrácí své vlastnosti.
Sebert zdůrazňuje význam spolupráce s Hornem: „Od začátku se spoléháme na systémy Horn. Žádný jiný frézovací systém nám nenabízí flexibilitu, kterou potřebujeme.“ Pro ředitele je spolupráce s Hornem důležitým faktorem pro úspěšný vývoj chladicího kroužku.
Asch & Sebert:
Asch & Sebert je inovativní společnost, která se specializuje na vývoj a výrobu vysoce kvalitních přesných dílů. S dlouholetými zkušenostmi nabízí společnost na míru šitá řešení pro různé obory, včetně strojírenství, automobilového průmyslu a medicínské techniky. Nabídka služeb zahrnuje CNC soustružení, frézování, broušení a povrchovou úpravu, vždy se zaměřením na nejvyšší kvalitu a přesnost. Nejmodernější stroje a angažovaný tým zajišťují efektivní výrobu a flexibilní zpracování zakázek. Asch & Sebert klade velký důraz na udržitelnost a ekologickou šetrnost, aby vytvářel udržitelné hodnoty. Společnost se vyznačuje spolehlivostí, inovacemi a spokojeností zákazníků a je spolehlivým partnerem pro náročné výrobní úkoly. Se svou odborností podporují zákazníky při realizaci složitých projektů a spoléhají se na nejvyšší standardy v kvalitě a službách.
Kontakt:


