


Operaterji strojev poznajo težavo: Ko med obdelavo z rezalnim strojem preidejo z kratkega orodja na dolgega, morajo prilagoditi dovod hladilne tekočine. Še posebej, če notranji dovod hladilne tekočine ni na voljo, to vodi do velikega napora pri nastavljanju, da se zagotovi varnost procesa obdelave. Podjetje Asch & Sebert se je lotilo tega problema in razvilo hladilni obroč, pri katerem se hladilne šobe samodejno prilagajajo dolžini orodja. Za proizvodnjo patentiranega sistema lastnik Gerald Sebert uporablja natančna orodja podjetja Paul Horn GmbH. "Pri frezanju zobnikov za nas ni poti mimo Hornovih orodij," pravi Sebert.
Začetek razvoja hladilnih obročev je bil v težkem gospodarskem letu 2009. Zaradi slabe naročilne situacije po svetu se je pri Asch & Sebert porodila ideja o uvedbi lastnega izdelka na trg. Kot v mnogih proizvodnjah se je tudi v lastni proizvodnji pojavila težava s dovodom hladilne tekočine za različno dolga orodja. „Tukaj smo želeli ukrepati in začeli smo z razvojem samodejno nastavljivega hladilnega obroča,“ pravi Sebert. Po nekaj prototipih je bil sistem na lastnih strojih v uporabi za dolgotestiranje. „Razvoj je eno, prodaja pa drugo. Veliko časa smo posvetili raziskavam patentov. Tukaj smo raziskovali vse do 30-ih let prejšnjega stoletja, ali s svojo idejo kršimo kakšne patente,“ pripoveduje Sebert. Leta 2015 je prišel trenutek: Sebert je prijavil sistem za patent.
Uspehi in neuspehi
„Prepričani smo v sistem, vendar je bilo težko tržiti hladilni obroč brez ustreznega marketinškega proračuna,“ pravi Sebert. Direktor je stopil v stik z različnimi proizvajalci strojev. „Eden od velikih proizvajalcev strojev nam je obljubil obsežno sodelovanje, a je po večletnem razvoju čez noč prekinil sodelovanje. To je bil hud udarec po visokih stroških razvoja,“ pripoveduje Sebert.
Toda izumitelj ni obupal in je poglobil pogovore z drugimi podjetji v strojništvu. Z uspehom: Sebert je prepričal več znanih podjetij o svoji razvoju, tako da se ta zdaj uporablja na številnih obdelovalnih centrih. Fanuc je za sistem hlajenja že razvila aplikacijo, ki samodejno nadzira položaj šob za hladilno sredstvo na podlagi vnesenih podatkov o orodju.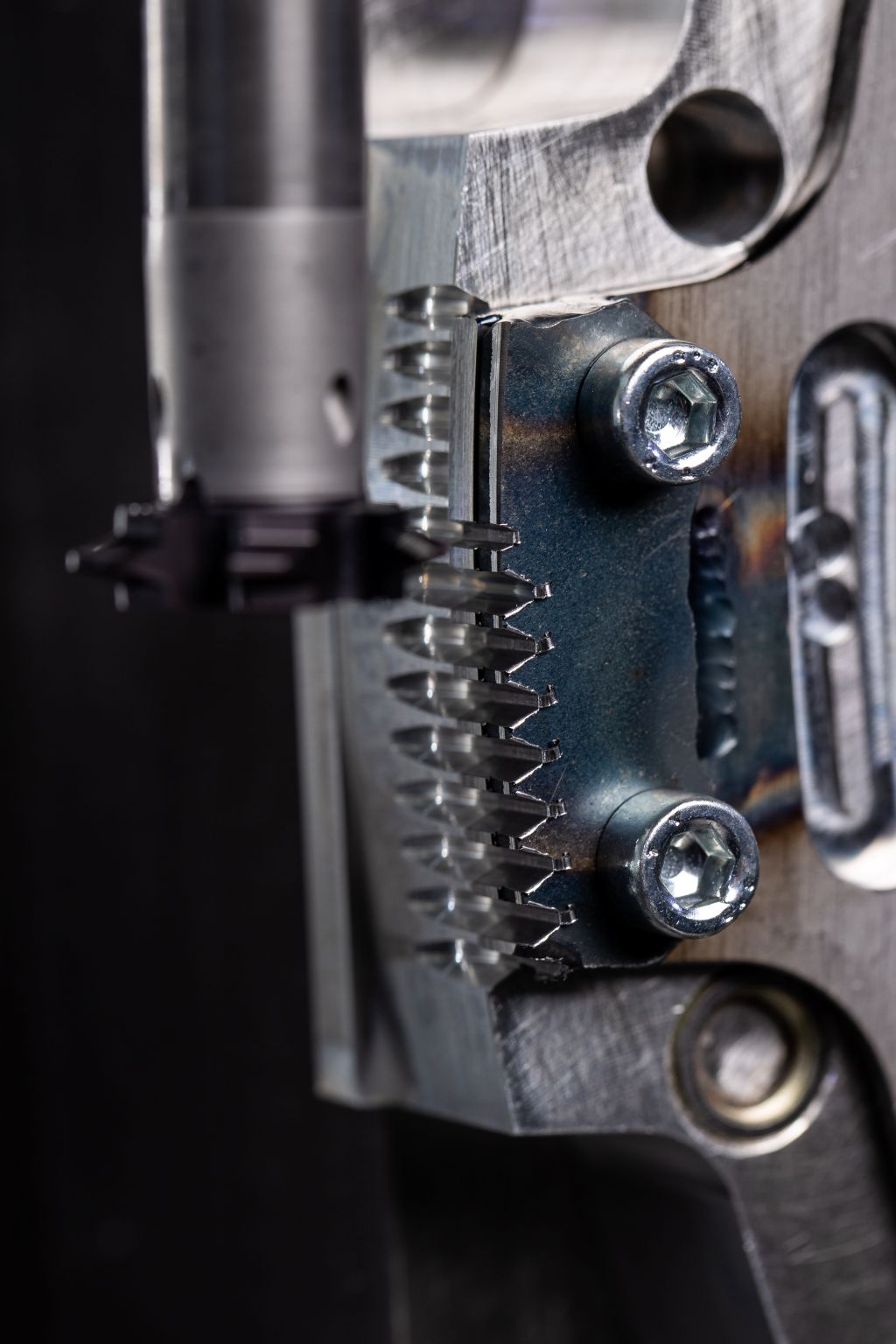
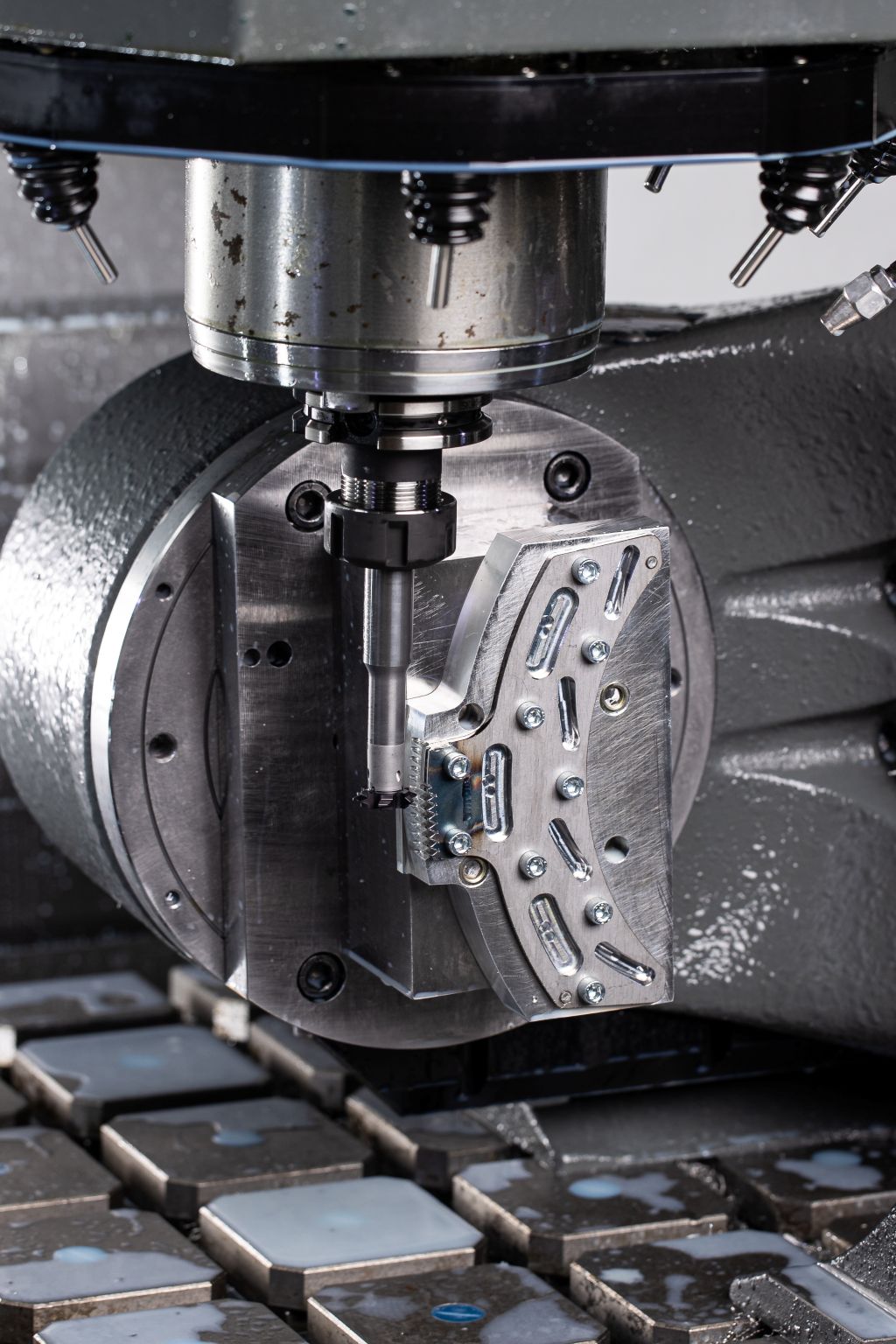
Proizvodnja mehanskih komponent je hladilnih obročev poteka v lastni proizvodnji. Gibanje hladilnih šob se izvaja preko mehanizma, ki ga nadzira nastavitvena zobnica. Za frezanje zobnikov z modulom 1 se Sebert s svojim timom izkušenih obdelovalcev zanaša na krožno frezalno sistem Horn. „Od samega začetka smo se zanašali na Hornove sisteme. Ogledevali smo si tudi številna orodja različnih proizvajalcev orodij, vendar noben frezalni sistem ni nudil takšne fleksibilnosti kot frezala Horn. Delamo z delno zelo dolgimi izrastki orodij in tu se loči pšenica od plevela,“ pripoveduje Sebert.
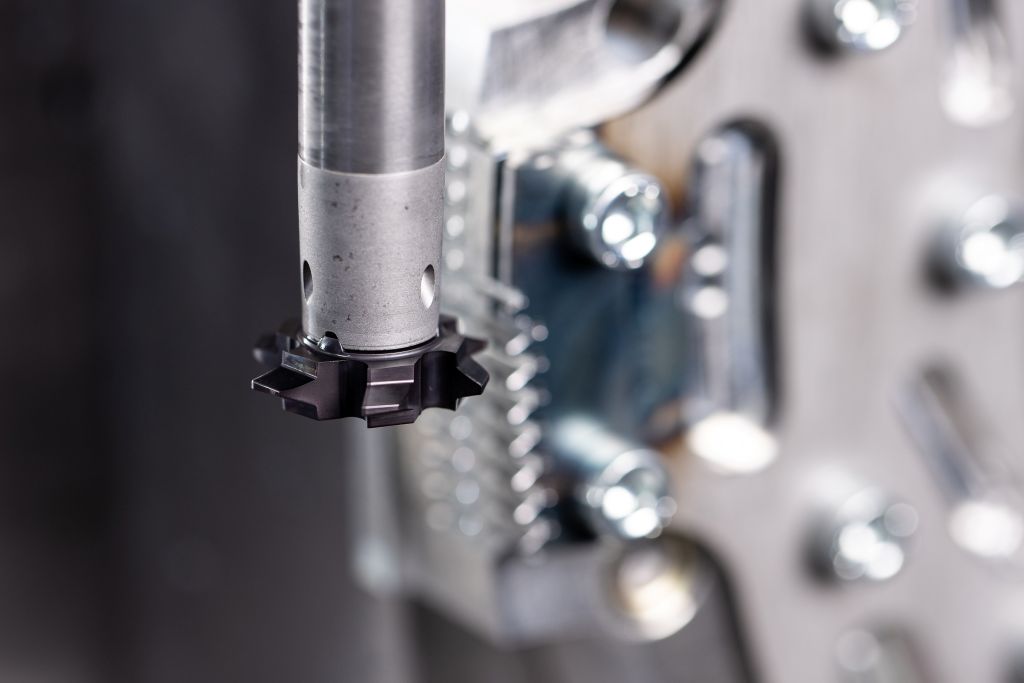
Cirkularni zobati rezkar v uporabi
V uporabi je Hornov sistem za krožno frezanje 613. Posebni profil šestih zob orodja ustreza želenemu profilu zobnih površin obdelovanca. Izstopanje orodja je zaradi danih pogojev dolgo. Zaradi vibracijsko dušečega trdnega karbida ni težav z vibracijami orodja. Natančna povezava med nosilcem in rezalno ploščo omogoča µ-natančen krožni in ravni tek rezalne plošče pri menjavi. Grobo in fino obdelavo izvajamo z istim orodjem.
Z več dostavami orodje freza posamezne zobe v obdelovancu. Škripni rezi imajo globino ap = 0,2 mm in se frezajo s hitrostjo rezanja vc = 100 m/min. Obdelovalna toleranca znaša 0,1 mm. Orodje freza zadnje desetine do končne mere s hitrostjo rezanja vc = 100 m/min. Frezna smer poteka v nasprotni smeri. Orodja Horn kljub visokemu rezalnemu tlaku zaradi šestih zob zagotavljajo visoko stabilnost. Šest zob ponuja visoko frezno zmogljivost in možnost doseganja višjih hitrosti rezanja. "Kljub dolgemu izteku orodja nimamo težav z vibracijskimi oznakami na površini. Seveda pazimo tudi na zelo trdno napetost komponent. Orodja bi brez težav frezala zobe tudi pri polnem rezu. Vendar smo se zavedno odločili za več dostav, da bi dosegli optimalno kakovost zobčenja za to osrednjo komponento," pravi Sebert.
Multitalenti za procesne frezanje

Rezkanje matice, rezkanje ločil ali rezkanje zobnikov: to so le trije omenjeni rezkalni postopki, ki jih sistem Horn-Circular uspešno obvladuje. Kot pravo večnamensko orodje obvladuje širok spekter orodij tega orodja še nekatere druge rezkalne postopke. Uporabno od notranjega premera 8 mm za natančno obdelavo lukenj, rezkanje ozkih utorov s širino 0,2 mm ali rezkanje zobnikov za prenos:
Frézni orodja se izkažejo kot reševalci problemov v številnih standardnih različicah, pa tudi v posebnih oblikah za nekatere druge frezarske procese.
Zirkularno frezarsko sistem podjetja Horn uporabniku ponuja vrsto prednosti pri postopku: je hiter, procesno varen in dosega dobre površinske rezultate. Pri tem orodje, ki se vodi po heliksni poti, v material vstopa pod kotom ali zelo plitvo. Tako je mogoče na primer izdelovati navoje v ponovljivo visoki kakovosti. V primerjavi z obdelavo z zamenljivimi rezalnimi ploščicami pri večjih premerih ali VHM frezami pri manjših premerih je zirkularno frezanje običajno bolj ekonomično. Zirkularne freze imajo široko področje uporabe. Obdelujejo jeklo, posebna jekla, titan ali aluminij ter posebne zlitine. Natančna orodja so še posebej primerna za procese frezanja utorov, krožnega vrtanja, frezanja navojev, frezanja T-utora, profilnega frezanja ter frezanja zobnikov. Prepričajo pa tudi pri posebnih aplikacijah, kot je frezanje tesnilnih utorov ali pri obdelavi ročičnih gredi.
Nadgradnja in OEM

Poleg OEM prvotne opreme za več proizvajalcev strojev, Asch & Sebert ponuja tudi hladilne obroče za nadgradnjo obstoječih in starejših strojev. Sistem sestavljajo dejanski hladilni obroč in pripadajoča krmilna enota. Enota je neposredno povezana s krmiljenjem stroja, da zajame podatke o orodju. Namestitev zahteva komunikacijo z ustreznim proizvajalcem strojev.
Druga različica je hladilni obroč z ročnim krmiljenjem. Vgradnja ne zahteva neposredne komunikacije s programsko opremo stroja. Položaj hladilnih šob se lahko nadzoruje preko upravljalne plošče poleg krmiljenja stroja. Sistem zagotavlja največji hladilni tlak 15 barov. To je v večini primerov dovolj za zunanji dotok hladilne tekočine. Ko tlak naraste, se hladilno mazivo preveč razprši in izgubi svoje lastnosti.
Sebert poudarja pomen sodelovanja s Hornom: „Od samega začetka stavimo na Hornove sisteme. Noben drug rezalni sistem nam ne ponuja fleksibilnosti, ki jo potrebujemo.“ Za direktorja je sodelovanje s Hornom pomemben dejavnik za uspešen razvoj hladilnega obroča.
Asch & Sebert:
Asch & Sebert je inovativno podjetje, ki se specializira za razvoj in proizvodnjo visokokakovostnih natančnih delov. S dolgoletnimi izkušnjami podjetje ponuja prilagojene rešitve za različne panoge, vključno z inženirstvom, avtomobilsko industrijo in medicinsko tehnologijo. Spekter storitev vključuje CNC struženje, frezanje, brušenje in obdelavo površin, vedno s poudarkom na najvišji kakovosti in natančnosti. Na najsodobnejših strojih in z angažirano ekipo zagotavljajo učinkovito proizvodnjo in fleksibilno obravnavo naročil. Asch & Sebert daje velik poudarek trajnosti in okoljski skladnosti, da ustvarja trajne vrednote. Podjetje se odlikuje po zanesljivosti, inovativnosti in zadovoljstvu strank ter je zanesljiv partner za zahtevne proizvodne naloge. S svojo strokovnostjo podpirajo stranke pri uresničevanju kompleksnih projektov in pri tem postavljajo najvišje standarde v kakovosti in storitvah.
Kontakt:


