


Hava kaydırma olarak adlandırılan durum, özellikle büyük, eğilmiş veya düzensiz parçalar söz konusu olduğunda, düz taşlamada her zaman en büyük verimlilik engellerinden biri olmuştur. MAP Grinding (Hava kesintisiz verimlilik için en yüksek noktanın ölçülmesi) ile taşlama makinesi üreticisi Okamoto, bu verimsiz boş hareketi sürekli olarak ortadan kaldıran yenilikçi bir çözüm sunmaktadır. Otomatik parça ölçümü, akıllı malzeme yönetimi ve sezgisel iQ kontrolüne sorunsuz entegrasyon sayesinde MAP, daha yüksek süreç güvenliği ile birlikte önemli zaman ve maliyet tasarrufları sağlamaktadır - ayrıca az iş gücü ile çalışan işletmelerde de.
Düz taşlama sırasında, hava kaydırma, taşlama tekerleğinin parça üzerinde hareket etmesi, ancak gerçekten malzeme çıkarılmaması anlamına gelir. Makine çalışır, enerji ve zaman harcar, ancak verimli bir etki sağlamaz. Özellikle büyük veya eğilmiş levhalarda, önce parçanın en yüksek noktasından gerçek işleme alanına 'aşağıya taşınması' gerektiğinden uzun boş yollar oluşur.
Sonuçlar biliniyor: uzayan işleme süreleri, gereksiz tekerlek aşınması, artan parça maliyetleri ve tahmin edilmesi zor döngü süreleri. Okamoto, şimdi hava kaydırmayı tamamen ortadan kaldıran bir çözüm geliştirmiştir.
MAP Grinding: Hava kaydırma sorununa gerçek bir yanıt
MAP Grinding, ölçüm teknolojisi, NC mantığı ve yüksek hassasiyetli eksen mekaniği arasındaki akıllı bir etkileşime dayanmaktadır. Süreç tamamen otomatik olarak gerçekleşir: Öncelikle, bir dokunsal ölçüm probu parça üzerinde bağımsız olarak ölçüm yapar. Makine, gerçek yüzey geometrisini belirler, otomatik olarak sıfır noktasını sabitler ve parçanın en yüksek noktasını tanımlar. Bu temel üzerinde yazılım, optimize edilmiş bir taşlama programı oluşturur.
Malzeme tam olarak bu en yüksek noktadan başlar. Oradan, makine kademeli olarak bir sonraki yüksek alanlara doğru ilerler, en sonunda en düşük noktaya ulaşır. Taşlama yalnızca gerçekten malzeme çıkarılması gereken yerlerde yapılır. Tüm yükseklik farkları dengelendiğinde, sistem otomatik olarak klasik salınım taşlamaya geçer.
Sonuç: boş yollar yok, hava kaydırma yok, gereksiz zaman kaybı yok. Okamoto'ya göre, büyük veya eğilmiş parçalar söz konusu olduğunda, mevcut işleme süresinin %40 ila %60'ı tasarruf edilebilir.
Teknik gereklilik: Dönme vida ile kontrol edilen X ekseni
MAP Grinding için merkezi bir gereklilik, makine masasının hassas bir şekilde konumlandırılabilmesidir. Bu, bir servo elektrikle kontrol edilen X ekseni ile bilyalı vidanın kullanılmasıyla gerçekleştirilir. Dönme vidası, servo motorun döner hareketini yüksek hassasiyetli, boşluksuz bir lineer harekete dönüştürür. Böylece masa mikrometre hassasiyetinde konumlandırılabilir ve her ölçüm noktasında tam olarak durdurulabilir.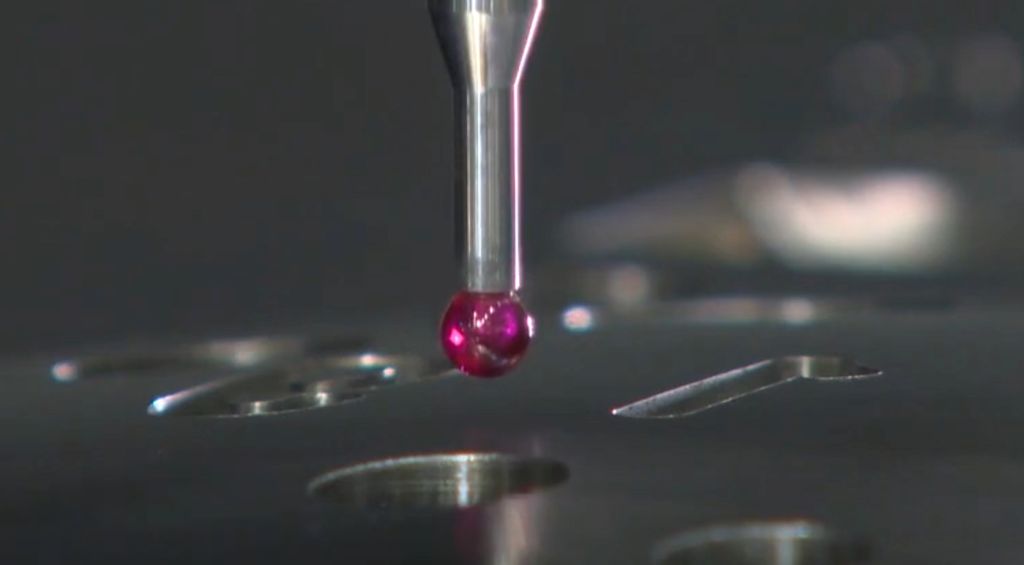
Patrick Glasstetter, Okamoto Servis Müdürü: 'Hidrolik tahrikli masalar bu işlem için uygun değildir. Sadece ileri geri hareket ederler, kesin bir şekilde konumlandırılamazlar ve sistematik olarak kayma ve boşluklar gösterirler. MAP'in otomatik ölçümü ve tekrarlanabilir malzeme çıkarma stratejisi için gerekli ölçüm hassasiyeti bu nedenle ulaşılamaz.'
Verimlilik ve sürdürülebilirlik avantajları
Hava kaydırmanın ortadan kaldırılması, verimlilik ve kaynak kullanımı üzerinde doğrudan bir etki yapar. Daha kısa taşlama döngüleri, makine çalışma süresini azaltır ve her parça başına enerji tüketimini düşürür. Malzeme çıkarımının gerekli olduğu yerlerde yalnızca taşlama yapıldığından, tekerlek aşınması da azalır. Soğutma sıvısı ihtiyacı da düşer, bu da işletme maliyetlerini ve çevresel etkileri azaltır. MAP Grinding, verimlilik artışını ve sürdürülebilirliği akıllıca bir şekilde birleştirir - endüstriyel üretimde giderek daha önemli bir faktör.
iQ kontrolü: Karmaşık teknoloji basit bir şekilde kullanılır

MAP, Okamoto'nun kanıtlanmış iQ kontrol sistemine tamamen entegre edilmiştir. Bu, mümkün olduğunca az metin, maksimum grafik gösterimi izleyen net bir kullanım konseptine sahiptir. Süreç adımları, ölçüm noktaları ve taşlama stratejileri görsel olarak gösterilir ve sezgisel olarak takip edilebilir. Bunun avantajı, daha az deneyimli kullanıcıların makineyi en kısa sürede güvenli bir şekilde kullanabilmesi ve verimli bir şekilde çalıştırabilmesidir. Karmaşık programlama bilgisine veya derinlemesine taşlama bilgisine ihtiyaç yoktur. Uzman iş gücü eksikliği dönemlerinde MAP, böylece istikrarlı üretim süreçleri için önemli bir olanak sağlayıcı haline gelir.
Az iş gücüne sahip vardiyalar için ideal
Otomatik ölçüm, kendini optimize eden taşlama stratejisi ve yüksek süreç güvenliği sayesinde MAP Grinding, az iş gücüne sahip işletmeler için özellikle uygundur. Makine tekrarlanabilir bir şekilde çalışır, kullanıcı hatalarını önler ve sürekli kalite sunar - gece ve hafta sonu vardiyalarında da. Böylece taşlama makinesi, yalnızca bir işleme merkezi olmaktan çıkıp, ek iş gücü gerektirmeden üretimi artıran otonom bir süreç modülüne dönüşür.
Düz taşlamada bir teknolojik sıçrama
Patrick Glasstetter: 'MAP Grinding ile Okamoto, akıllı ölçüm teknolojisi, hassas mekanik ve kullanıcı dostu kontrolün gerçek bir katma değer oluşturacak şekilde nasıl bir araya geldiğini gösteriyor. Sistem, hava kaydırmayı kararlılıkla ortadan kaldırır, verimliliği önemli ölçüde artırır ve yüksek hassasiyetli düz taşlamayı zorlu koşullar altında ekonomik hale getirir: 'Hava numarası' değil, net bir teknolojik sıçrama - ve verimli, geleceğe güvenli taşlama için yeni bir ölçüt.'
İletişim:


