


Uram Seifermann, mióta játszik a forgácseltávolítás olyan fontos szerepet a fémmegmunkálásban?
Norbert Seifermann: Amióta a fémeket géppel megmunkálják, a fókusz az optimális forgácseltávolításon van. A tanműhelyünkben ez biztosan még nem olyan releváns, ahol a tanulóink először fával és csavarkulccsal próbálják meg érezni a forgácsot. Ott seprik vagy fújják el a pár forgácsot seprűvel vagy sűrített levegővel. Amint azonban a CNC-géphez érkeznek, megváltozik a helyzet. A gépi forgácsolásban az ér el jobb gyártási eredményeket, aki a forgácsot a legjobban törni és kontrollálni tudja. Ez végül sokféleképpen megtérül a felhasználó számára, például megnövelt folyamatbiztonság, magasabb ciklusidők, hosszabb szerszámélettartam és végső soron költségcsökkentés révén.
Miért olyan fontosak a rövid forgácsok a fémmegmunkálásban?
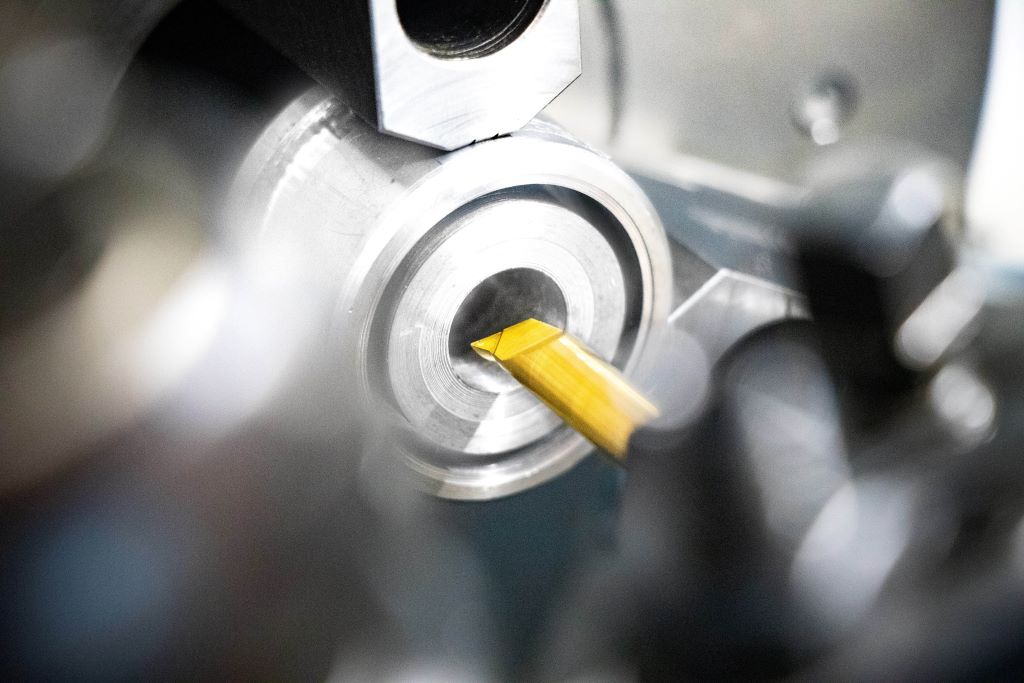
Seifermann: A precíziós szerszámaink felhasználói kedvelik a rövid forgácsokat, amelyeket kontrolláltan tudnak eltávolítani a forgácsolási folyamatból. Az automatizált megmunkálás például zavaros forgácsokkal szinte lehetetlen - a folyamatbiztonságot így már alig tudjuk garantálni. A magas folyamatbiztonság és a hosszú szerszámélettartam kulcsa ezért az optimális forgácsellenőrzés.
Szerinted hol nem lehet továbbhaladni a forgácsoló geometriák csiszolásával?
Seifermann: Formszerszámok vagy kis átmérőjű kiemelő szerszámok esetében a csiszolás gyakran már nem praktikus. Tapasztalataink szerint bizonyos geometriai részleteknél határokba ütközünk. Például a facettás vagy szabad csiszolások a kis szerszámátmérők esetében nem mindig hozzák a kívánt eredményt. Szerszámainkkal elsősorban kis alkatrészek megmunkálásában vagyunk aktívak, a legkisebb szerszámaink 0,3 mm átmérőjűek. Itt már a csiszolásnál határok vannak, különösen akkor, ha a szerszámgeometria összetettebb.
Tudna példát mondani rá?

Seifermann: Igen, természetesen. Ha például egy horony megmunkálásánál az X-tengely irányában rövid forgácsot szeretnénk, míg a Z-tengely mentén történő hosszesztergálásnál egy irányított forgácsot, amely kontrolláltan távozik a megmunkálási folyamatból, a köszörülés határokba ütközik. Ezt a forgácsgeometriát köszörüléssel nem tudtuk egy szerszámra átvinni, ezért két szerszámot kellett alkalmazni.
Miért ne a szinterezést válasszuk, mint bevált technológiát?
Seifermann: A szinterezés elsősorban a tömegpiacon bizonyított. A szinterezéshez szükséges présformák előállítása csak a tömegpiacon, például a forgácsoló lapkák esetében és nagyobb szerszámdarabszámoknál éri meg. A mi szerszám szegmensünkben, ahol nagyon magas a variancia, a szinterezés csak korlátozottan jöhet szóba. Végül is nem tudunk minden szerszámhoz egy présformát készíteni, az túl költséges és gazdaságtalan lenne.
És hogyan szeretné megoldani ezt a problémát?
Seifermann: Már egy ideje az járt a fejünkben, hogy a lézerezést erre hasznosítani tudjuk. Tudtuk, hogy a keményfém esetében nem lesz egyszerű, hiszen más gyártók már próbálkoztak vele, és részben nagyobb szerszámok esetében meg is valósították. De ez az ötlet a rugalmas kombinált szerszámokról, egyedi befogógeometriákkal vonzó volt, és soha nem hagyott nyugtot.
Hogyan tudta végül leküzdeni ezt a kihívást?
Seifermann: Több éves tesztelés és sok kudarc, valamint néhány visszaesés után végül megtaláltuk a lehetőséget. Most már képesek vagyunk a standard és különleges szerszámok esetében a szükséges szerszámgeometriát lézerrel belevágni a keményfémbe. A 3D lézer segítségével meghatározott geometriákat egyedileg lehet tervezni minden alkalmazási esethez.
Miért olyan kihívás a keményfém lézeres megmunkálása?
Seifermann: A keményfém lézeres megmunkálása nem könnyű, ezt mások is már tapasztalták. A keményfém lényegében volfrámkarbidból és kobalt tartalomból áll. A két összetevő eltérő párolgási és olvadásponttal rendelkezik, ami megnehezíti a lézeres megmunkálást. Olyan módszert kellett találnunk, amellyel közvetlenül lézerrel tudjuk megmunkálni a szerszámgeometriát.
Milyen előnyöket kínál a lézer más eljárásokkal szemben?
Seifermann: A lézeres megmunkálás révén, ahogy már említettük, az élgeometriák optimálisan beépíthetők az adott forgácsolási feladathoz a szerszámba. A lézeres technológiával optimális forgácsolási szögeket tudunk kialakítani a vágóéleken, mindezt mindössze 5 mikrométeres éllekerekítéssel. Emellett gyakorlatilag kombinált szerszámokat is elő tudunk állítani, így támogatva a komponensek teljes megmunkálásának trendjét. Különleges szerszámokkal sok esetben feleslegessé válik egyes kiegészítő szerszámok használata, és a szerszámváltozatok száma is csökken a vásárlóknál.
Hogyan bizonyult be a lézertechnológia a gyakorlatban?

Seifermann: Számos alkalmazás során, négy éven át optimalizáltuk a léztechnológiát, így most már folyamatbiztosan léphetünk a széles piacra. Célunk, hogy a forgácsot a legkihívóbb körülmények között is kontrollálni tudjuk, és megőrizzük, illetve növeljük a folyamatbiztonságot.
Hogyan állnak az ügyfelei ehhez az új technológiához?
Seifermann: Ügyfeleink jól fogadták a lézerezést. Például van egy ügyfelünk, aki folyamatosan problémákkal küzdött a forgácstöréssel. A lézeres szerszámra való átállás után a probléma teljesen megoldódott. Ez az ügyfél már négy éve folyamatosan rendel a szerszámból.
Milyen további fejlesztéseket tervez?
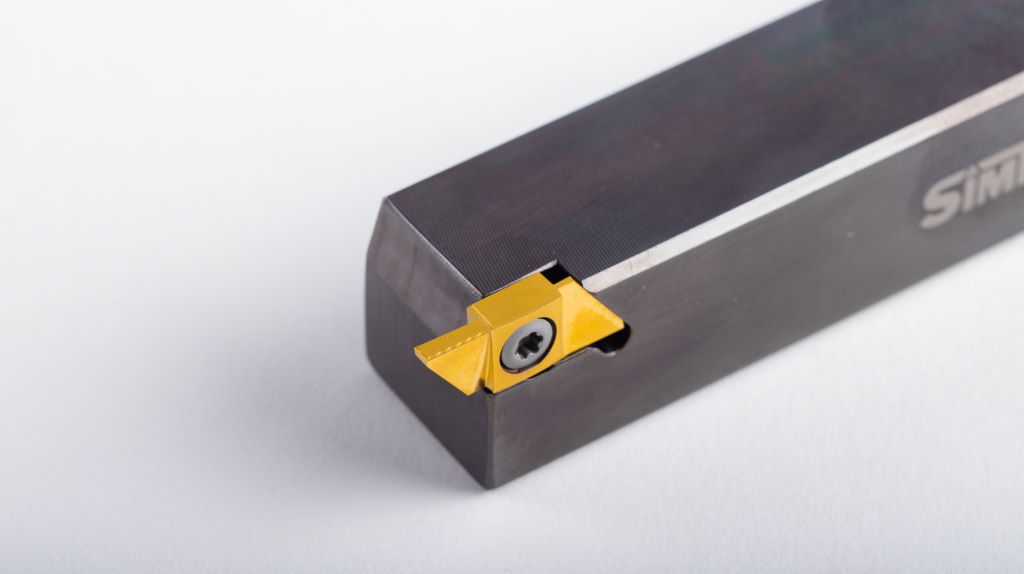
Seifermann: Először kizárólag ügyfélre szabott különleges szerszámokat lézerrel készítettünk. Most fokozatosan a szabványos szerszámok is következnek. Az AMB-n Stuttgartban az első lézerrel készült szabványos szerszámok voltak láthatók, többségében kis átmérőjűek, amelyek a furatmélyítéshez, hosszdaraboláshoz vagy a kiemelő szerszámokhoz készültek.
Hogyan látja a lézeres technológia jövőjét az szerszámgyártásban?
Seifermann: Meggyőződésem, hogy a lézerezés kulcsfontosságú technológiává fog fejlődni. Még ha nem is találtunk megoldást minden egyes alkalmazási esetre, ez 80-90 százalékban teljesen reális. Más szerszámgyártók is alkalmazni fogják ezt a technológiát, hogy helyettesítsék a költségesebb szinterezést. A lézertechnika forradalmasítani fogja a fémmegmunkálásban a geometriai formák gyártását, és a jövőben alig lesz elhanyagolható.
Köszönöm a beszélgetést, Herr Seifermann!
Az interjút Ralf M. Haaßengier készítette.
Kapcsolat:


