


Mr. Seifermann, since when has chip removal played such an important role in metal machining?
Norbert Seifermann: Since metal has been machined at all, the focus has been on optimal chip removal. In our training workshop, this is certainly not so relevant, where our trainees should first get a feel for the chip using files and winding tools. There, they sweep or blow away their few chips with a broom or compressed air. Once it comes to the CNC machine, that changes. In mechanical machining, those who break and control the chip best achieve better manufacturing results. This pays off for the user in various ways through increased process reliability, higher cycle rates, longer tool life, and ultimately through cost reduction.
Why are short chips so important for metalworking?
Seifermann: The users of our precision tools prefer short chips that they can control out of the machining process. Automated processing, for example with tangled chips, is hardly feasible - we can hardly guarantee process reliability then. The key to high process reliability and long tool life is, accordingly, optimal chip control.
Where do you think grinding chip shape geometries does not work?
Seifermann: For form tools or boring tools for small diameters, grinding is often no longer practical. We often encounter limits with certain geometric details. For example, facet grinding or relief grinding does not always lead to the desired result with small tool diameters. We mainly operate in small parts machining with our tools, our smallest tools are suitable for diameters of 0.3mm. Here, limits are already set with grinding, especially when the chip geometry is more complex.
Can you give an example of this?

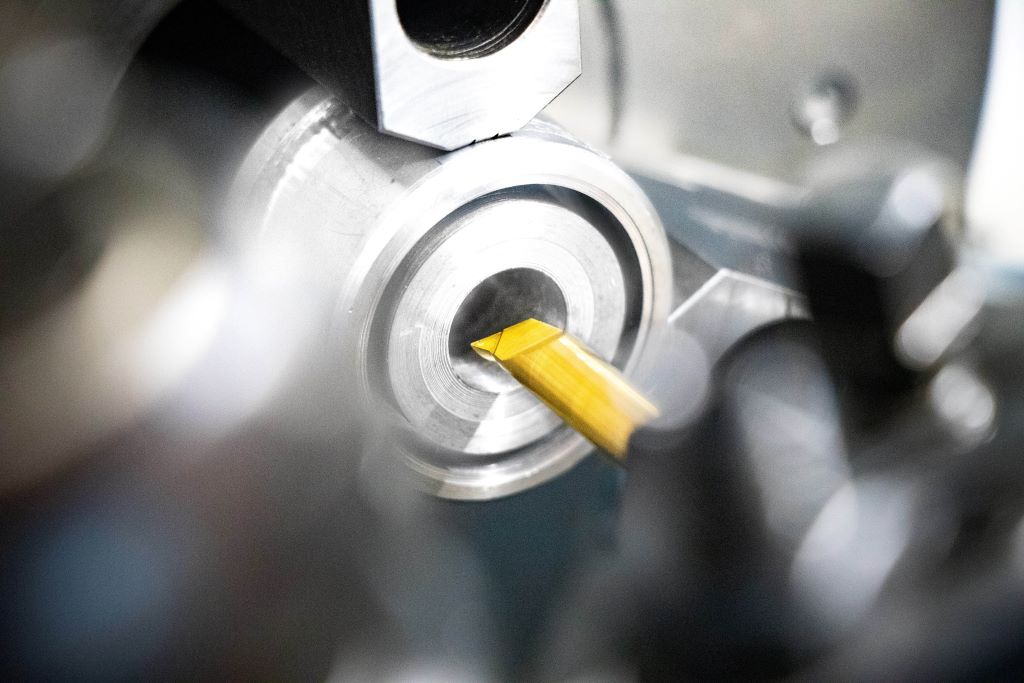
Seifermann: Yes, certainly. For instance, when we want a short chip during groove machining when plunging in the X-axis direction, but a curled chip when turning along the Z-axis that is controlled out of the machining process, grinding reaches its limits. This chip geometry could not be ground onto a tool, and two tools had to be used for it.
So why not sintering as a proven technology?
Seifermann: Sintering has proven itself primarily in the mass market. Producing pressing tools for sintering is only worthwhile in the mass market of indexable inserts, for example, and with larger tool quantities. In our tool segment with a very high variance, sintering is only conditionally considered. After all, we cannot produce a pressing tool for every tool; that would be far too costly and uneconomical.
And how did you plan to solve this problem?
Seifermann: We had the idea in mind for quite some time to make laser cutting usable for this purpose. We were aware that it would not be easy with carbide, as other manufacturers have already tried and partially implemented it for larger tools. But this idea of flexible combination tools with individual chip geometries was tempting and never left my mind.
How did you ultimately master this challenge?
Seifermann: After several years of tests and many failed attempts, as well as some setbacks, we found a way. We are now able to laser the required chip geometry into carbide for standard and special tools. With the 3D laser, defined geometries can be individually designed for each application.
What makes laser cutting of carbide so challenging?
Seifermann: Laser cutting of carbide is not easy, as others have already found out. Carbide essentially consists of tungsten carbide and a cobalt component. The two components have different evaporation and melting points, which makes processing with the laser tricky. We had to find a method to laser the chip geometry directly.
What advantages does laser cutting offer over other methods?
Seifermann: As already mentioned, laser cutting allows optimal chip geometries to be integrated into the tool for each machining task. Through laser cutting, we can achieve optimal chip angles on the cutting edges, with a cutting edge rounding of only 5 micrometers. And we can practically manufacture combination tools, thus supporting the trend towards complete machining of a component. Especially with special tools, some additional tools become redundant, and the variety of tools for customers is also reduced.
How has laser technology proven itself in practice?

Seifermann: In numerous applications over four years, we have optimized laser technology to the point where we can now enter the broad market with process reliability. Our goal is to control the chip even under the most challenging conditions and to maintain and increase process reliability.
What do your customers think of this new technology?
Seifermann: Our customers have embraced laser cutting well. For example, we have a customer who repeatedly had problems with chip breaking. After switching to a laser-cut tool, the problem was completely solved. This customer has been reordering the tool for four years now.
What further developments are you planning?
Seifermann: Initially, we only laser-cut customer-specific special tools. Now, standard tools will also follow gradually. At the AMB in Stuttgart, the first laser-cut standard tools were showcased, mainly for small diameter ranges for plunging, longitudinal turning, or boring tools.
How do you see the future of laser cutting in tool manufacturing?
Seifermann: I am convinced that laser cutting will develop into a key technology. Even if we could not find such a solution for every application, it is quite realistic for 80 to 90 percent of cases. Other tool manufacturers will adopt this technology to replace the more costly sintering. Laser technology will revolutionize the production of chip geometries in metalworking and will hardly be dispensable in the future.
Thank you for the interview, Mr. Seifermann!
The interview was conducted by Ralf M. Haaßengier
Contact:


