


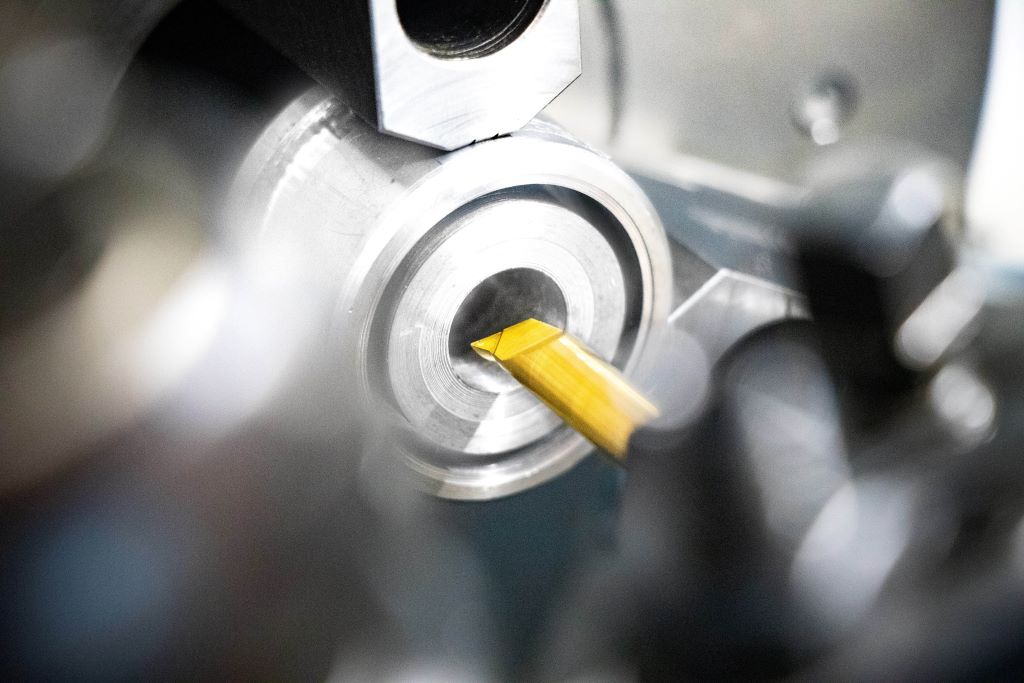
Gospod Seifermann, od kdaj ima odvajanje chipsov v obdelavi kovin tako pomembno vlogo?
Norbert Seifermann: Odkar se kovina sploh obdeluje strojno, je osredotočenost na optimalno odvajanje stružnih odpadkov. V naši učni delavnici to zagotovo še ni tako pomembno, kjer najprej naši vajenci z datotami in vijačniki pridobivajo občutek za stružne odpadke. Takrat svoje stružne odpadke pometajo ali pihajo stran s metlo oziroma stisnjenim zrakom. Ko pa pridejo do CNC stroja, se to spremeni. V strojni obdelavi tisti, ki najbolje zlomi in obvladuje stružne odpadke, doseže boljše proizvodne rezultate. To se na koncu za uporabnika izplača na več načinov, in sicer z večjo procesno varnostjo, višjimi taktnimi hitrostmi, daljšo življenjsko dobo orodij in na koncu z znižanjem stroškov.
Zakaj so kratki chipsi tako pomembni za obdelavo kovin?
Seifermann: Uporabniki naših preciznih orodij imajo radi kratke chips, ki jih lahko nadzorovano odstranijo iz postopka obdelave. Prav tako je avtomatizirana obdelava, na primer z zavitimi chipsi, komaj izvedljiva - takrat težko zagotovimo varnost procesa. Ključ do visoke varnosti procesa in dolge življenjske dobe orodij je zato optimalna kontrola chipsov.
Kje po vaših izkušnjah pri brušenju geometrij rezanja ne moremo napredovati?
Seifermann: Pri oblikovnih orodjih ali obdelovalnih orodjih za majhne premerke je brušenje pogosto že nepraktično. Pri določenih geometrijskih podrobnostih se po naših izkušnjah srečujemo z omejitvami. Na primer, fasetni in proste brušenja pri majhnih premerih orodij ne prinesejo vedno želenega rezultata. Z našimi orodji delamo predvsem na obdelavi majhnih delov, naša najmanjša orodja so primerna za premer 0,3 mm. Tukaj so že postavljene omejitve pri brušenju, zlasti kadar je geometrija rezila kompleksnejša.
Ali lahko navedete primer?

Seifermann: Da, seveda. Ko obdelujemo utore in želimo kratek ostružek pri vstopu v smeri X, medtem ko pri dolgem struženju vzdolž Z osi želimo zvit ostružek, ki se nadzorovano usmerja iz obdelovalnega procesa, se pri brušenju srečamo z omejitvami. Te geometrije ostružkov ni bilo mogoče prenesti na orodje s brušenjem, zato sta bila potrebna dva orodja.
Zakaj torej ne sintranje kot preizkušena tehnologija?
Seifermann: Sintering se je predvsem izkazal na množičnem trgu. Izdelava prešnih orodij za sintranje se splača le na množičnem trgu obratnih rezalnih plošč, na primer, in pri večjih količinah orodij. V našem segmentu orodij z zelo visoko varianco sintranje ni vedno smiselno. Na koncu ne moremo za vsako orodje izdelati prešnega orodja, to bi bilo predrago in neučinkovito.
In kako nameravate rešiti ta problem?
Seifermann: Že dalj časa smo imeli v mislih idejo, da bi laser uporabili za to. Zavedali smo se, da pri trdnih zlitinah to ne bo enostavno, saj so se drugi proizvajalci že poskusili in deloma to tudi uresničili za večje orodje. Vendar pa je bila ta ideja o fleksibilnih kombiniranih orodjih z individualnimi geometrijami spon zelo mamljiva in me nikoli ni zapustila.
Kako ste na koncu obvladali to izziv?
Seifermann: Po več letih testov in številnih neuspešnih poskusih, pa tudi nekaterih neuspehih, smo našli rešitev. Zdaj smo sposobni lasersko obdelati zahtevano geometrijo obroča v trdih kovinah pri standardnih in posebnih orodjih. S 3D laserjem lahko zasnujemo definirane geometrije prilagojene vsakemu posameznemu primeru uporabe.
Kaj dela lasersko obdelavo trdnih kovin tako zahtevno?
Seifermann: Laserjanje trdnih kovin ni enostavno, kar so že ugotovili tudi drugi. Trdi kovini sta v bistvu sestavljeni iz volfram karbida in deleža kobalta. Ti dve komponenti imata različne temperature izhlapevanja in tališča, kar obdelavo s pomočjo laserja otežuje. Morali smo najti metodo, da bi lahko neposredno laserjali geometrijo sponke.
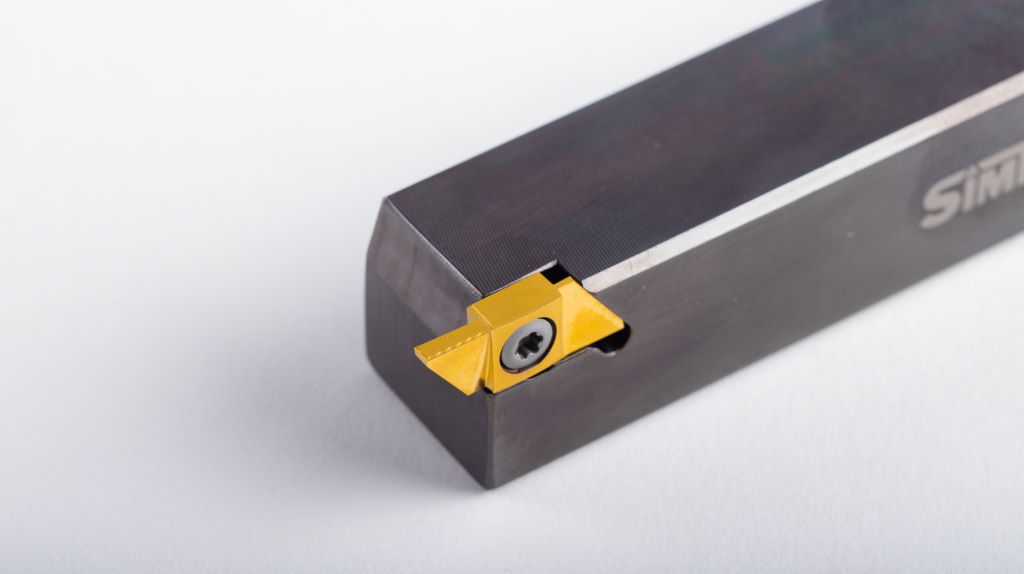
Katere prednosti ponuja lasersko obdelovanje v primerjavi z drugimi postopki?
Seifermann: Z laserjem lahko, kot že omenjeno, optimalno vnesemo geometrije rezil v orodje za posamezno obdelovalno nalogo. Z laserjem lahko dosežemo optimalne kote rezanja na rezilih, in to z zaokrožitvijo rezil le 5 mikrometrov. Prav tako lahko praktično izdelamo kombinirana orodja in tako podpiramo trend celovite obdelave komponent. Zlasti pri posebnih orodjih postane marsikatero dodatno orodje odveč, prav tako se zmanjšuje raznolikost orodij pri strankah.
Kako se je laserska tehnologija izkazala v praksi?

Seifermann: V številnih aplikacijah več kot štiri leta smo optimizirali lasersko tehnologijo tako, da lahko zdaj procesno varno vstopimo na širok trg. Naš cilj je nadzorovati odrez tudi pod najzahtevnejšimi pogoji ter ohranjati in povečati procesno varnost.
Kako vaši kupci gledajo na to novo tehnologijo?
Seifermann: Naši kupci so dobro sprejeli lasersko obdelavo. Na primer, imamo kupca, ki je nenehno imel težave s prekinitvijo žaganja. Po prehodu na lasersko orodje je bilo težavo popolnoma rešeno. Ta kupec naroča orodje že štiri leta.
Katere druge razvojne načrte imate?
Seifermann: Sprva smo izključno lasersko obdelovali orodja po naročilu strank. Zdaj postopoma sledijo tudi standardna orodja. Na AMB v Stuttgartu so bila na voljo prva lasersko obdelana standardna orodja, predvsem za majhne premerne razrede za vrezovanje, dolžno struženje ali tudi orodja za izrezovanje.
Kako vidite prihodnost laserskega obdelovanja v proizvodnji orodij?
Seifermann: Prepričan sem, da se bo laserska tehnologija razvila v ključno tehnologijo. Tudi če za vsak posamezen primer nismo našli takšne rešitve, je to za 80 do 90 odstotkov primerov povsem realistično. Drugi proizvajalci orodij bodo to tehnologijo prilagodili, da bi nadomestili dražje sintranje. Laserska tehnologija bo revolucionirala proizvodnjo geometrij spone v obdelavi kovin in v prihodnosti skoraj ne bo več mogoče brez nje.
Najlepša hvala za pogovor, gospod Seifermann!
Intervju je vodil Ralf M. Haaßengier.
Kontakt:


