


Electromagnets are used wherever it is necessary to convert electrical signals into mechanical movement. This is often a linear movement. Magnet-Schultz from Memmingen (MSM) also manufactures rotary magnets that perform a precisely defined angular movement. MSM magnets set masses into vibrations or lock flaps and gates, switch valves, and adjust shock absorbers in electronically controlled chassis. Just as the size and application of MSM products vary, so do the batch sizes: from single products and small series to 10-20 million pieces per year.

Accordingly, the manufacturing techniques vary, from manual assembly to highly automated machining centers. 'Our manufacturing specialists rely exceptionally often on automation. This also applies to machining for smaller annual quantities, allowing us to fill idle times on the highly automated machines,' explains production manager Werner Motz. 'The automation solution must be designed flexibly enough to be worthwhile. The measuring probes from BLUM are an important building block.'
A pre-formed component is machined for a function-relevant part in an application for the automotive industry. Precise holes, chamfers, and surfaces are produced on the component. The MSM specialists not only had to develop a manufacturing process here but also find suitable special tools that can process the special material precisely and with high tool life. The high piece numbers require very short cycle times.
The cylindrical component has a series of grooves of varying widths and several holes in one area that must be radially aligned very precisely to the grooves. The holes, approximately three millimeters in diameter, are provided with highly accurately tolerated chamfers and deburred after drilling. Further machining requires re-clamping to process the second side - and this with very tight positional tolerances between the two machining sides. 'The machine manufacturer initially shook their head when we came up with our ideas. We are essentially working backwards, starting with machining in the counter spindle and then transferring to the main spindles,' recalls Thomas Gerlach, group leader process optimization. 'After an intensive meeting, we agreed that the process is possible. The machine was then built around the process based on the CNC multi-spindle turning machine.'
The automation consists of a robot in the working area, a second robot for parts handling outside the machine, and two measuring probes from BLUM. The blanks are sorted via a spiral conveyor and delivered in the correct axial position to a rotary table with a camera. Using the camera, the automation aligns the workpiece radially according to a reference groove. The outer robot then places two raw parts on a rotary table, which moves the parts into the machining area while simultaneously transporting two finished parts out. The robot then places them in the finished part trays.
The inner robot supplies the counter spindles with raw parts from the rotary table and removes the finished parts from the main spindles. After inserting a raw part into the clamping chuck, the movable counter spindle brings the raw part to a BLUM probe of the TC76 series mounted in the machining area and probes the edges of the reference groove as well as the length of the blank. This way, the position of the raw part in the machine's jaw chuck is determined with the highest precision.
Based on the recorded measurement values, the machining machine positions the raw part exactly so that, in addition to the entire machining, the cross holes can also be drilled at the correct position with a driven special tool and chamfered and deburred in the same work step. 'Both the machine manufacturer and BLUM have implemented the complex task brilliantly. In total, two BLUM measuring probes were firmly mounted on consoles and connected via cable to the control system,' explains Christian Bracht, head of the 'Free-Standing Systems' pre-production department.
'Due to the multiple transfer from robot to rotary table, back to robot, and then into the clamping chuck, the radial alignment of the blanks would not be precise enough without the BLUM probe. The probe serves as a 'high-precision, digital stop.' Thanks to the two counter spindles, each spindle can perform machining while the other measures the next raw part with the probe.
In two meetings, the experts from Magnet-Schultz and BLUM explored how the devices could be integrated into the system so that they enable optimal alignment of the raw parts with the shortest possible measurement time. In doing so, MSM received many valuable tips from the measurement technology specialist, which they could use in further collaboration with the machine manufacturer.
'Depending on the machine, we integrate our measuring probes into the machine and its control system ourselves; for very complex systems like the turning machine used here, it is more efficient for the manufacturer to integrate the measurement into the processes of their machine,' reports Daniel Miller from the technical sales of BLUM. 'We supported in advance, and then the machine manufacturer took over. Of course, we also work closely with the manufacturers themselves.'
At MSM, the collaboration is viewed as classic concurrent engineering: production, design, and suppliers worked hand in hand to develop, implement, and put into operation a very efficient, reliable manufacturing process.
The component has tolerances down to 20 micrometers and very high requirements for the surface, which is sometimes very difficult to access and requires slim tools. With the cantilevered probe insert, one can quickly access all areas that need to be measured in Memmingen. This achieves short, homogeneously integrated measurement times in the process flow without having to utilize the high possible probing speeds of 2000 mm/min of the TC76 series.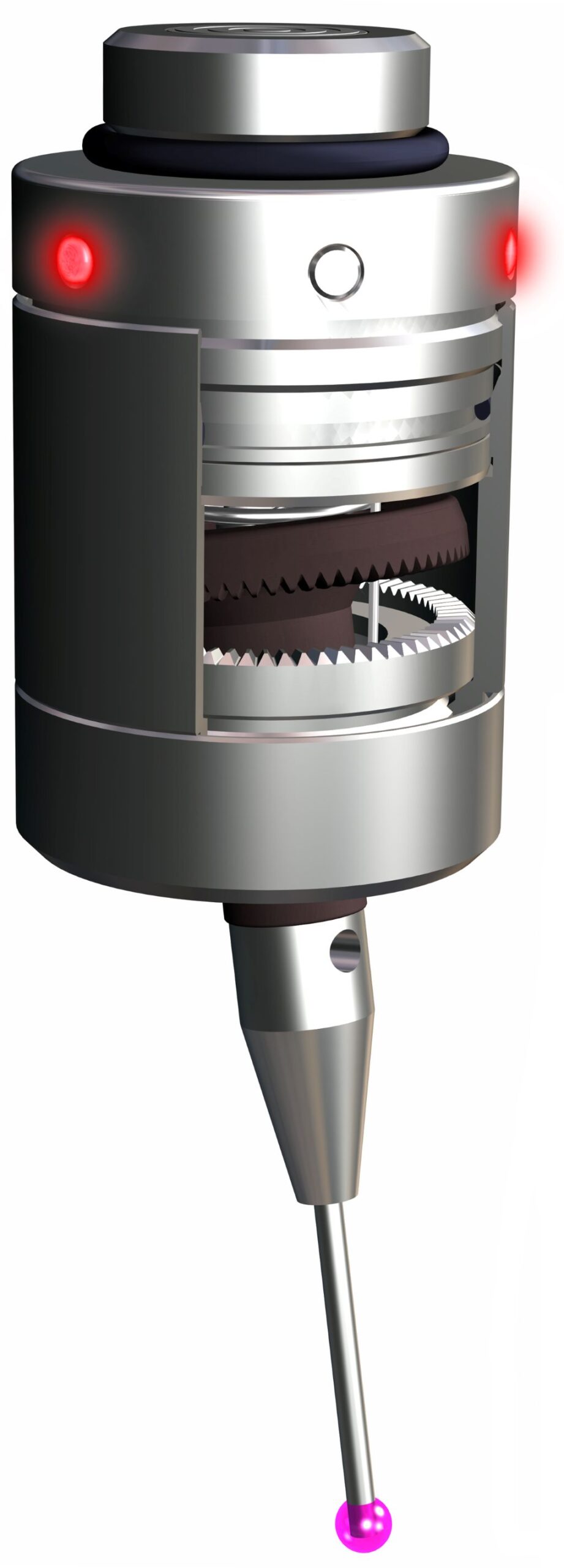
The BLUM sensors have proven themselves in Memmingen: Under quite difficult conditions in the machining area, where oil, which creeps everywhere, is used instead of coolant, they have never failed and operate very reliably, which is crucial for high quantities and short cycle times. 'The BLUM sensors are absolutely sealed and dirt-resistant and work very precisely even under these conditions. Moreover, the collaboration with our partner was absolutely professional and enabled us to implement a complex order with very high annual quantities efficiently and reliably, so we are very satisfied with BLUM,' summarizes Werner Motz. 'Finally, the system has also started up very well. The commissioning was almost seamless for such a complex machining process.'
Contact:
 Freude statt Frust")

