


Los electroimanes se utilizan en todas partes donde se trata de convertir señales eléctricas en un movimiento mecánico. A menudo, este es un movimiento lineal. Magnet-Schultz de Memmingen (MSM) también fabrica imanes rotativos que realizan un movimiento angular definido con precisión. Los imanes de MSM hacen vibrar masas o bloquean compuertas y puertas, activan válvulas y ajustan amortiguadores en chasis controlados electrónicamente. Así como varían el tamaño y la aplicación de los productos de MSM, también son diversas las cantidades de pedido: desde productos individuales y series pequeñas hasta 10-20 millones de piezas por año.

De acuerdo con esto, las técnicas de fabricación son muy diferentes, desde el ensamblaje manual hasta centros de mecanizado altamente automatizados. 'Nuestros especialistas en fabricación recurren excepcionalmente a la automatización. Esto también se aplica a los mecanizados para cantidades anuales más pequeñas, de modo que podamos llenar los tiempos de inactividad en las máquinas altamente automatizadas', explica el director de fabricación Werner Motz. 'La solución de automatización debe ser lo suficientemente flexible, entonces vale la pena. En este sentido, los sensores de medición de BLUM son un componente importante.'
Una pieza preformada se mecaniza de manera cortante para un componente funcional en una aplicación para la industria automotriz. En la pieza se realizan perforaciones, biseles y superficies precisas. Los especialistas de MSM no solo tuvieron que desarrollar un proceso de fabricación, sino también encontrar herramientas especiales adecuadas que pudieran trabajar el material especial con precisión y alta durabilidad. Las altas cantidades requieren tiempos de ciclo muy cortos.
La pieza cilíndrica tiene una serie de ranuras de diferentes anchos y en un área varias perforaciones que deben estar alineadas radialmente con gran precisión respecto a las ranuras. Las perforaciones, que tienen un diámetro de aproximadamente tres milímetros, se biselan y desbarban después de ser perforadas. Otros mecanizados requieren un cambio de sujeción para trabajar el segundo lado, y esto con tolerancias de posición muy ajustadas entre los dos lados de mecanizado. 'El fabricante de la máquina inicialmente sacudió la cabeza cuando presentamos nuestras ideas. Trabajamos de manera inversa, comenzamos con el mecanizado en el husillo auxiliar y luego pasamos a los husillos principales', recuerda Thomas Gerlach, líder de grupo de optimización de procesos. 'Después de una reunión intensa, estuvimos de acuerdo en que el proceso era posible. La máquina se construyó en torno al proceso basado en el torno CNC de múltiples husillos.'
La automatización consiste en un robot en el espacio de trabajo, un segundo robot para el manejo de piezas fuera de la máquina y dos sensores de medición de BLUM. Las piezas en bruto se clasifican a través de un transportador de tornillo y se entregan en la posición axial correcta a una mesa giratoria con cámara. Con la ayuda de la cámara, la automatización alinea la pieza de trabajo radialmente según una ranura de referencia. El robot externo coloca dos piezas en bruto en una mesa giratoria que mueve las piezas al área de mecanizado y al mismo tiempo transporta dos piezas terminadas hacia afuera. Luego, el robot las coloca en las bandejas de piezas terminadas.
El robot interno suministra los husillos auxiliares con piezas en bruto de la mesa giratoria y retira las piezas terminadas de los husillos principales. Después de insertar una pieza en bruto en la pinza de sujeción, el husillo auxiliar móvil lleva la pieza en bruto a un sensor BLUM de la serie TC76 montado en el área de mecanizado y mide los bordes de la ranura de referencia y la longitud de la pieza en bruto. Así, la posición de la pieza en bruto en el mandril de la máquina se determina con la máxima precisión.
Basado en los valores de medición registrados, la máquina de mecanizado posiciona la pieza en bruto de tal manera que, además de todo el mecanizado, se puedan perforar los orificios transversales en el lugar correcto con una herramienta especial motorizada y en el mismo paso de trabajo se biselan y desbarban. 'Tanto el fabricante de la máquina como BLUM han implementado la compleja tarea de manera grandiosa. En total, se montaron dos sensores de medición BLUM de forma fija en consolas y se conectaron por cable al control', explica Christian Bracht, jefe de área de prefabricación 'Sistemas autoportantes'.
'A través de la entrega múltiple de robot a mesa giratoria, nuevamente a robot y luego al mandril, la alineación radial de las piezas en bruto no sería lo suficientemente precisa sin el sensor BLUM. El sensor actúa como un 'tope digital de alta precisión'.' Gracias a los dos husillos auxiliares, cada husillo puede realizar el mecanizado mientras el otro mide la siguiente pieza en bruto con el sensor.
En dos reuniones, los expertos de Magnet-Schultz y BLUM exploraron cómo se pueden integrar los dispositivos en el sistema de tal manera que permitan la alineación óptima de las piezas en bruto con el menor tiempo de medición posible. En este contexto, MSM recibió muchos consejos valiosos del especialista en tecnología de medición que pudieron utilizar en la colaboración posterior con el fabricante de la máquina.
'Dependiendo de la máquina, integramos nuestros sensores de medición directamente en la máquina y su control; en instalaciones muy complejas como el torno automático utilizado aquí, es más eficiente que el fabricante integre la medición en los procesos de su máquina', informa Daniel Miller del departamento de ventas técnicas de BLUM. 'Así que apoyamos en la fase previa y luego el fabricante de la máquina asumió. Aunque, por supuesto, también colaboramos estrechamente con los propios fabricantes.'
En MSM, consideran la colaboración como un clásico de la ingeniería concurrente: producción, diseño y proveedores trabajaron mano a mano para desarrollar, implementar y poner en marcha un proceso de fabricación muy eficiente y confiable.
La pieza tiene tolerancias de hasta 20 micrómetros y requisitos muy altos para la superficie, que a veces es de difícil acceso y requiere herramientas delgadas. Con el sensor de medición sobresaliente, se puede acceder rápidamente a todas las áreas que necesitan ser medidas en Memmingen. Así se logran tiempos de medición cortos, integrados de manera homogénea en el proceso, sin necesidad de aprovechar las altas velocidades de medición posibles de 2000 mm/min de la serie TC76.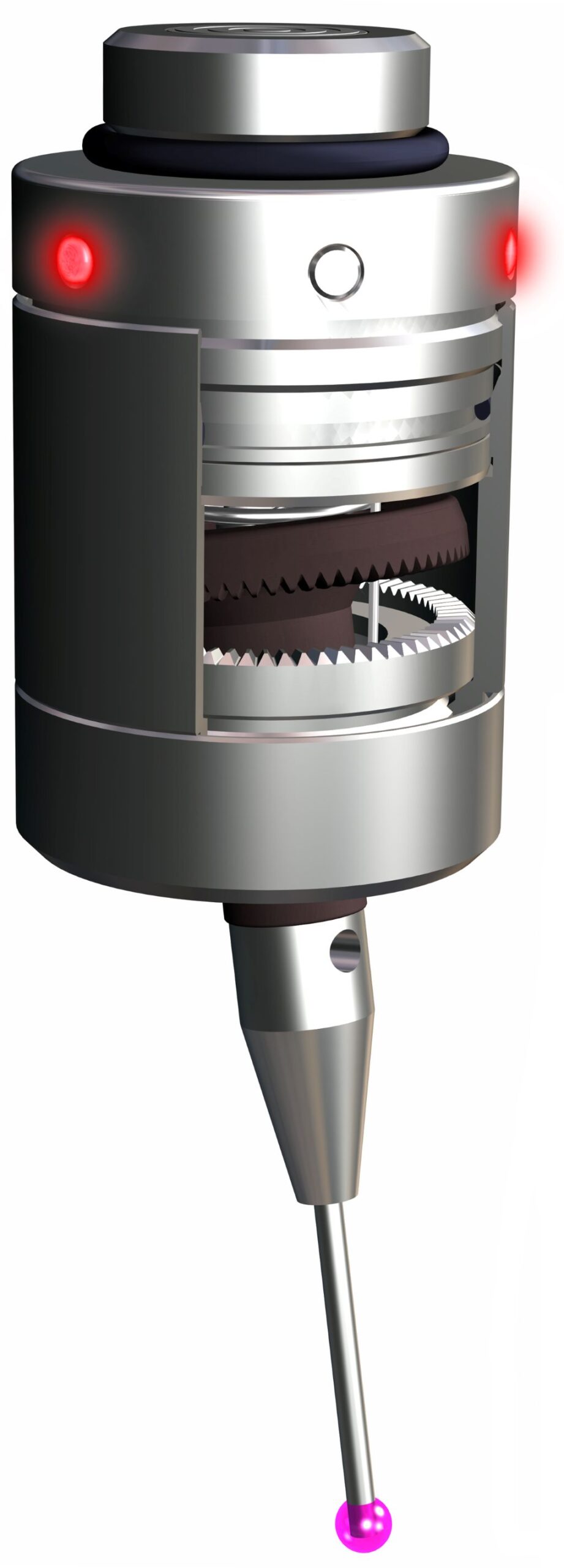
Los sensores BLUM han demostrado ser absolutamente fiables en Memmingen: En condiciones bastante difíciles en el área de procesamiento, donde se trabaja con aceite que se filtra por todas partes en lugar de con refrigerante, nunca han fallado y funcionan de manera muy confiable, lo cual es decisivo en altas cantidades y cortos tiempos de ciclo. "Los sensores BLUM son absolutamente herméticos y resistentes a la suciedad, y también funcionan con mucha precisión en estas circunstancias. Además, la colaboración con nuestro socio fue absolutamente profesional y nos permitió llevar a cabo un pedido complejo con cantidades anuales muy altas de manera eficiente y confiable, por lo que estamos muy satisfechos con BLUM", resume Werner Motz. "Finalmente, la instalación también ha funcionado muy bien. La puesta en marcha fue casi sin problemas para un proceso de procesamiento tan complejo."
Contacto:

 Freude statt Frust")
