


Az elektromágnesek mindenhol alkalmazásra kerülnek, ahol elektromos jeleket mechanikai mozgássá kell alakítani. Nagyon gyakran ez egy lineáris mozgás. A memmingeni Magnet-Schultz (MSM) azonban forgóelektromágneseket is gyárt, amelyek pontosan meghatározott szögmozgást végeznek. Az MSM-mágnesek tömegeket rezgésbe hoznak vagy zárakat és kapukat rögzítenek, szelepeket kapcsolnak és elektronikus vezérlésű felfüggesztésekben állítják a lengéscsillapítókat. Ahogyan az MSM-termékek mérete és alkalmazása eltérő, úgy a megrendelések mennyisége is változatos: az egyedi termékektől és kis szériáktól kezdve akár évi 10-20 millió darabig terjed a megrendelések mérete.

Ennek megfelelően eltérőek a gyártási technikák, a manuális összeszereléstől a legmagasabb fokú automatizált megmunkáló központokig. „Gyártási szakértőink rendkívül gyakran támaszkodnak az automatizálásra. Ez a kisebb éves darabszámú megmunkálásokat is érinti, így a magasan automatizált gépeken tudjuk kitölteni a holtidőket” – magyarázza Motz Werner gyártási vezető. „Az automatizálási megoldásnak elég rugalmasnak kell lennie, akkor megéri. Ebben a BLUM mérőfejek fontos építőelemet jelentenek.”
Egy előformázott alkatrészt funkcionálisan releváns alkatrészként használnak az autóipari alkalmazásokban, amelyet forgácsoló utófeldolgozásnak vetnek alá. Az alkatrészen precíz furatok, fazetták és felületek készülnek. Az MSM szakértőinek nemcsak egy gyártási folyamatot kellett kidolgozniuk, hanem megfelelő speciális szerszámokat is találniuk, amelyek a különleges anyagot pontosan és hosszú élettartammal tudják megmunkálni. A magas darabszámok nagyon rövid ciklusidőket igényelnek.
A henger alakú alkatrész különböző szélességű hornyokkal rendelkezik, és egy területen több furat található, amelyeknek radiálisan nagyon pontosan kell igazodniuk a hornyokhoz. A körülbelül három milliméter átmérőjű furatokat fúrás után nagy pontosságú tűrésekkel ellátott fazettákkal látják el és élezik. További megmunkálásokhoz újra meg kell szorítani az alkatrészt, hogy a második oldal is megmunkálható legyen – és mindez nagyon szoros helyzeti tűrésekkel a két megmunkálási oldal között. „A gépgyártónál először csak a fejüket rázogatták, amikor előhoztuk az ötleteinket. Szó szerint fordítva dolgozunk, a megmunkálást a szembeforgatóban kezdjük, majd átadjuk a főorsónak,” emlékszik vissza Thomas Gerlach, a folyamatoptimalizálás csoportvezetője. „Egy intenzív megbeszélés után azonban egyetértettünk abban, hogy a folyamat lehetséges. A gépet a CNC többorsós esztergagép alapjára szinte a folyamat köré építették.”
A automatizálás egy robotból áll a munkaterületen, egy második robotból az alkatrészek kezelésére a gépen kívül, valamint két BLUM mérőfejből. A nyersanyagokat egy csiga szállítószalagon válogatják, és a megfelelő axiális helyzetben egy kamerával ellátott forgótányérra szállítják. A kamera segítségével az automatizálás a munkadarabot radiálisan egy referenciahoronyhoz igazítja. A külső robot ezután két-két nyers alkatrészt helyez egy forgótányérra, amely a részeket a megmunkáló térbe mozgatja, miközben két kész alkatrészt ki is szállít. A robot ezután a kész alkatrészeket a késztermék tárolókba helyezi.
A belső robot a forgótányérról nyersalkatrészeket szolgáltat a szembeforgó orsóknak, és eltávolítja a kész alkatrészeket a főorsókból. Miután egy nyersalkatrészt behelyeztek a szorítóba, a mozgatható szembeforgó orsó a feldolgozó térben elhelyezett BLUM TC76 sorozatú érzékelőhöz vezeti a nyersalkatrészt, és érzékeli a referenciahorony széleit, valamint a nyersdarab hosszát. Így a nyersalkatrész helyzete a gép tokmányában a legmagasabb precizitással határozható meg.
A rögzített mérési adatok alapján a megmunkáló gép a nyersalkatrészt pontosan úgy helyezi el, hogy a teljes megmunkálás mellett egy hajtott speciális szerszámmal a keresztfúrásokat a megfelelő helyen fúrja, és ugyanabban a munkafolyamatban fazonírozza és eltávolítja a forgácsokat. „Mind a gépgyártó, mind a BLUM nagyszerűen megvalósította a komplex feladatot. Összesen két BLUM mérőfejet rögzítettek konzolokra, és kábellel csatlakoztatták a vezérléshez” - magyarázza Christian Bracht, a 'Szabadon álló rendszerek' előgyártási területének vezetője.
„A roboterről a forgótárcsára, majd vissza a robotra és végül a szorítóba történő többszöri átadás során a nyersalkatrészek radiális beállítása a BLUM-tapintó nélkül nem lenne elég pontos. A tapintó gyakorlatilag ‚nagypontosságú, digitális ütközőként‘ működik.“ A két ellenorsó révén az egyik orsó elvégezheti a megmunkálást, míg a másik a következő nyersalkatrészt méri be a tapintóval.
Két értekezleten a Magnet-Schultz és a BLUM szakértői azt vizsgálták, hogyan lehet a berendezéseket úgy integrálni a rendszerbe, hogy a lehető legrövidebb mérési idő alatt optimális tájolást biztosítsanak a nyers alkatrészek számára. Ezen a folyamat során az MSM számos értékes tippet kapott a mérési technológiai szakértőtől, amelyeket a gépgyártóval való további együttműködés során felhasználhattak.
„A géptől függően saját magunk integráljuk a mérőfejeket a gépbe és annak vezérlésébe, nagyon összetett berendezések esetén, mint amilyen a jelenleg használt esztergálóautomata, hatékonyabb, ha a gyártó integrálja a mérést a gép folyamataiba“ – mondja Daniel Miller, a BLUM műszaki értékesítési munkatársa. „Így előzetesen támogattuk, majd a gépgyártó átvette. Természetesen a gyártókkal is szorosan együttműködünk.”
Az MSM-nél a együttműködést klasszikus párhuzamos mérnöki munkának tekintik: a gyártás, a tervezés és a beszállítók kéz a kézben dolgoznak, hogy egy nagyon hatékony, megbízható gyártási folyamatot fejlesszenek ki, valósítsanak meg és üzemeljenek be.
A komponens tűrései akár 20 mikrométerig terjednek, és nagyon magas követelményeket támaszt a felülettel szemben, amely részben nagyon nehezen hozzáférhető, és karcsú szerszámokat igényel. A kiugró érintőbetéttel Memmingenben nagyon gyorsan elérhetők azok a területek, amelyeket meg kell mérni. Így rövid, homogén módon a folyamatba integrált mérési időket lehet elérni anélkül, hogy ki kellene használni a TC76 sorozat 2000 mm/perc sebességű magas érintési sebességeit.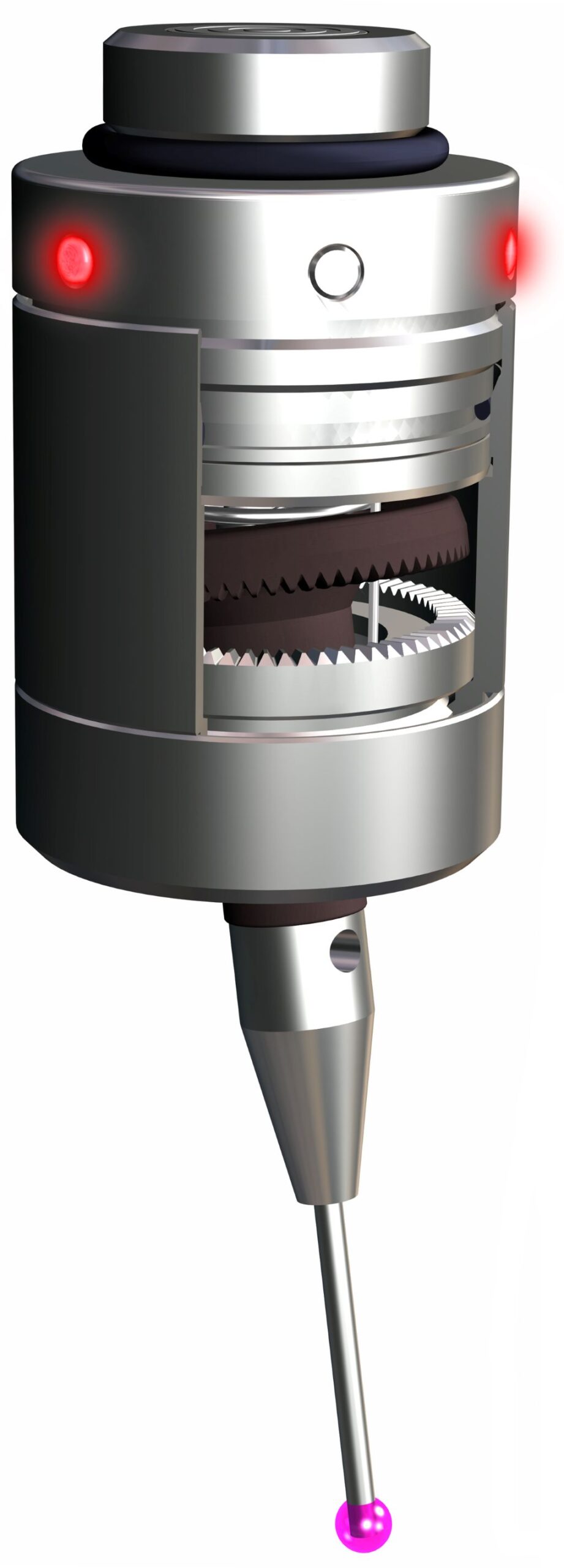
A BLUM érzékelők Memmingenben teljes mértékben beváltak: Kifejezetten nehéz körülmények között a megmunkáló térben, ahol olajjal dolgoznak, ami mindenhová beférkőzik, a hűtőkenőanyag helyett, soha nem hibáztak és nagyon megbízhatóan működnek, ami döntő fontosságú a magas darabszámok és rövid ciklusidők esetén. „A BLUM érzékelők teljesen zártak és szennyeződésállóak, és ezek között a körülmények között is nagyon pontosan működnek. Ezen kívül a partnerünkkel való együttműködés teljesen professzionális volt, és lehetővé tette számunkra, hogy egy komplex megbízást nagyon magas éves darabszámokkal hatékonyan és megbízhatóan valósítsunk meg, így nagyon elégedettek vagyunk a BLUM-mal” – foglalja össze Werner Motz. „Végül a berendezés is nagyon jól indult. A beüzemelés szinte zökkenőmentes volt egy ilyen komplex megmunkálási folyamat esetén.”
Kapcsolat:
 Freude statt Frust")

