


Elektromagnesy znajdują zastosowanie wszędzie tam, gdzie chodzi o przekształcenie sygnałów elektrycznych w ruch mechaniczny. Bardzo często jest to ruch liniowy. Magnet-Schultz z Memmingen (MSM) produkuje również elektromagnesy obrotowe, które wykonują ściśle określony ruch kątowy. Magnesy MSM wprawiają masy w drgania lub blokują klapy i bramy, włączają zawory i regulują amortyzatory w elektronicznie sterowanych zawieszeniach. Tak jak różnią się rozmiar i zastosowanie produktów MSM, tak różnorodne są też wielkości serii: od produktów jednostkowych i małych serii po 10-20 milionów sztuk rocznie.

Odpowiednio różne są techniki produkcji, od ręcznego montażu po wysoko zautomatyzowane centra obróbcze. „Nasi specjaliści ds. produkcji wyjątkowo często stawiają na automatyzację. Dotyczy to również obróbek dla mniejszych rocznych nakładów, dzięki czemu możemy wypełnić czasy przestoju na wysoko zautomatyzowanych maszynach,” wyjaśnia kierownik produkcji Werner Motz. „Rozwiązanie automatyzacyjne musi być wystarczająco elastyczne, wtedy to się opłaca. W tym kontekście czujniki pomiarowe firmy BLUM są ważnym elementem.”
Wstępnie uformowany element jest poddawany obróbce skrawaniem jako element funkcjonalny w zastosowaniu w przemyśle motoryzacyjnym. Na elemencie wykonywane są precyzyjne otwory, fazy i powierzchnie. Specjaliści MSM musieli nie tylko opracować proces produkcji, ale także znaleźć odpowiednie narzędzia specjalistyczne, które mogą precyzyjnie obrabiać szczególny materiał z wysoką trwałością. Wysokie ilości wymagają bardzo krótkich czasów cyklu.
Cylindryczny element ma szereg różnej szerokości rowków oraz w jednym obszarze kilka otworów, które muszą być bardzo precyzyjnie wyrównane radialnie do rowków. Otwory o średnicy około trzech milimetrów są po wierceniu wyposażane w dokładnie tolerowane fazy i są odgruzowane. Dalsze obróbki wymagają ponownego mocowania, aby obrobić drugą stronę – a to przy bardzo wąskich tolerancjach położenia między obiema stronami obróbczych. „Producent maszyn najpierw pokręcił głową, gdy przyszliśmy z naszymi pomysłami. Pracujemy w pewnym sensie odwrotnie, zaczynamy od obróbki w wrzecionie przeciwnym, a następnie przekazujemy do wrzecion głównych”, wspomina Thomas Gerlach, kierownik grupy ds. optymalizacji procesów. „Po intensywnym spotkaniu zgodziliśmy się jednak, że proces jest możliwy. Maszyna została następnie zbudowana na podstawie CNC wielowrzecionowej tokarki niemal wokół tego procesu.”
Automatyzacja składa się z robota w obszarze roboczym, drugiego robota do obsługi części poza maszyną oraz dwóch czujników pomiarowych od BLUM. Surowce są sortowane za pomocą podajnika spiralnego i dostarczane w odpowiedniej osi do talerza obrotowego z kamerą. Dzięki kamerze automatyzacja ustawia element roboczy radialnie według rowka odniesienia. Zewnętrzny robot umieszcza następnie po dwa surowe elementy na talerzu obrotowym, który przemieszcza części do obszaru obróbczo jednocześnie transportując dwa gotowe elementy na zewnątrz. Robot odkłada je następnie do pojemników na gotowe części.
Wewnętrzny robot zaopatruje wrzeciona przeciwne w surowe części z talerza obrotowego i wyjmuje gotowe części z wrzecion głównych. Po umieszczeniu surowego elementu w uchwycie, ruchome wrzeciono przeciwne przesuwa surowy element do zamontowanego w strefie obróbczej czujnika BLUM z serii TC76 i skanuje krawędzie rowka odniesienia oraz długość surowca. W ten sposób położenie surowego elementu w uchwycie maszyny jest określane z najwyższą precyzją.
Na podstawie zebranych wartości pomiarowych maszyna obróbcza pozycjonuje surowiec w taki sposób, aby oprócz całkowitej obróbki, także za pomocą napędzanego specjalnego narzędzia, otwory poprzeczne były wiercone we właściwych miejscach, a w tym samym kroku były fazowane i odgratowane. „Zarówno producent maszyny, jak i BLUM wspaniale zrealizowali to złożone zadanie. Łącznie dwa czujniki pomiarowe BLUM zostały trwale zamontowane na konsolach i podłączone kablem do sterowania,” wyjaśnia Christian Bracht, kierownik działu wstępnej produkcji „Systemy wolnostojące”.
„Dzięki wielokrotnemu przekazywaniu od robota do talerza obrotowego, z powrotem do robota, a następnie do uchwytu, radialne ustawienie półfabrykatów bez czujnika BLUM nie byłoby wystarczająco precyzyjne. Czujnik pełni zatem rolę ‚wysokoprecyzyjnego, cyfrowego ogranicznika‘.“ Dzięki dwóm wrzecionom przeciwnym, każde wrzeciono może przeprowadzać obróbkę, podczas gdy drugie mierzy następny półfabrykat za pomocą czujnika.
W dwóch spotkaniach eksperci z Magnet-Schultz i BLUM badali, jak urządzenia mogą być zintegrowane z systemem w taki sposób, aby przy jak najkrótszym czasie pomiaru umożliwić optymalne ustawienie surowców. W tym procesie MSM otrzymało od specjalistów w dziedzinie pomiarów wiele cennych wskazówek, które mogły zostać wykorzystane w dalszej współpracy z producentem maszyn.
„W zależności od maszyny sami integrujemy nasze czujniki pomiarowe w maszynie i jej sterowaniu, w przypadku bardzo skomplikowanych urządzeń, takich jak używana tutaj automatyczna tokarka, efektywniej jest, gdy producent włączy pomiar w procesy swojej maszyny“, relacjonuje Daniel Miller z działu sprzedaży technicznej BLUM. „W ten sposób wsparliśmy na etapie wstępnym, a następnie producent maszyny przejął to samodzielnie. Oczywiście współpracujemy również ściśle z samymi producentami.“
W MSM współpracę postrzega się jako klasyczne inżynierstwo równoległe: produkcja, konstrukcja i dostawcy pracują ramię w ramię, aby opracować, wdrożyć i uruchomić bardzo efektywny, niezawodny proces produkcyjny.
Część ma tolerancje sięgające 20 mikrometrów oraz bardzo wysokie wymagania dotyczące powierzchni, która częściowo jest bardzo trudno dostępna i wymaga smukłych narzędzi. Dzięki wystającemu wkładowi pomiarowemu w Memmingen można bardzo szybko dotrzeć do wszystkich obszarów, które należy zmierzyć. W ten sposób osiągane są krótkie, homogenicznie zintegrowane w procesie czasy pomiaru, bez konieczności wykorzystywania wysokich możliwych prędkości pomiarowych wynoszących 2000 mm/min serii TC76.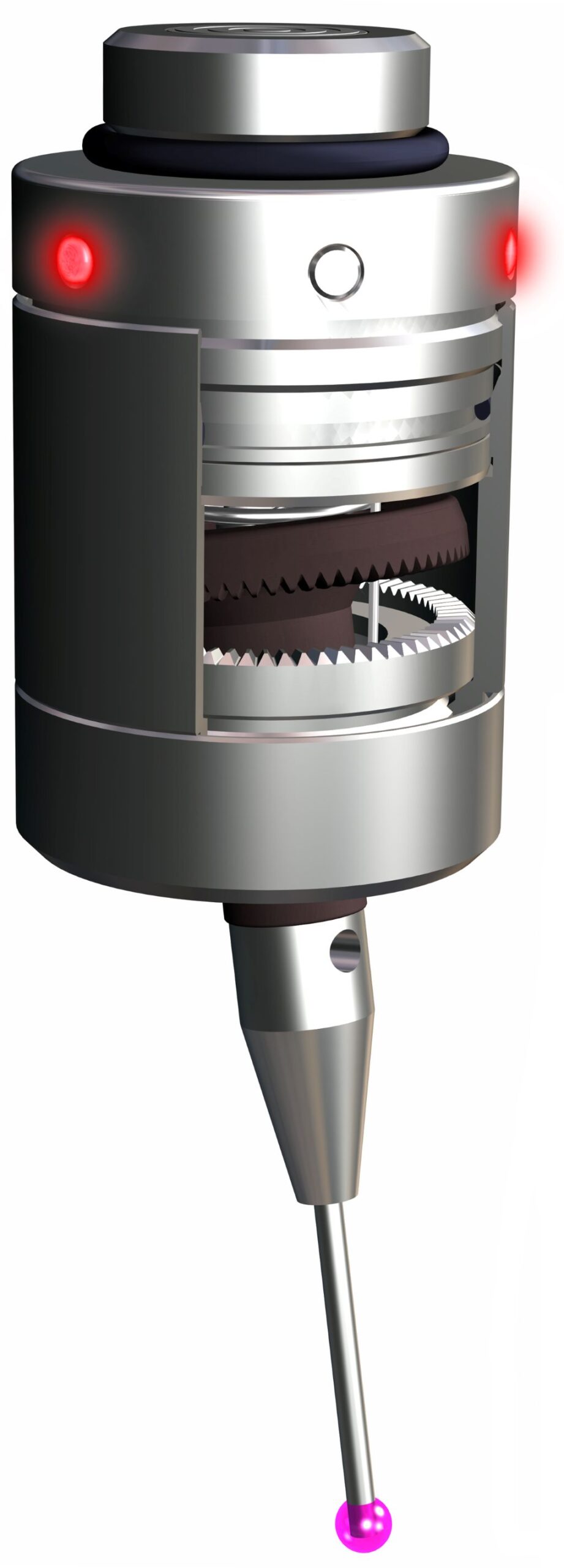
Czujniki BLUM sprawdziły się w Memmingen absolutnie: w dość trudnych warunkach w obszarze obróbczy, gdzie zamiast chłodziwa stosuje się olej, który wszędzie się rozprzestrzenia, nigdy nie zawiodły i działają bardzo niezawodnie, co jest decydujące przy dużych liczbach sztuk i krótkich czasach cyklu. „Czujniki BLUM są absolutnie szczelne i odporne na brud, a także działają bardzo precyzyjnie w tych warunkach. Ponadto współpraca z naszym partnerem była absolutnie profesjonalna i umożliwiła nam efektywne i niezawodne zrealizowanie skomplikowanego zlecenia z bardzo dużymi rocznymi ilościami, co sprawia, że jesteśmy bardzo zadowoleni z BLUM” - podsumowuje Werner Motz. „Ostatecznie system również dobrze wystartował. Uruchomienie przebiegło niemal bezproblemowo w przypadku tak skomplikowanego procesu obróbczy.”
Kontakt:


 Freude statt Frust")