


Електромагніти використовуються скрізь, де потрібно перетворити електричні сигнали на механічний рух. Дуже часто це лінійний рух. Компанія Magnet-Schultz з Меммінгена (MSM) також виготовляє обертові магніти, які виконують точно визначений кутовий рух. Магніти MSM наводять маси в коливання або фіксують заслінки та ворота, вмикають клапани та регулюють амортизатори в електронно керованих підвісках. Як розмір, так і застосування продуктів MSM відрізняються, так само різноманітні і обсяги замовлень: від одиничних виробів та малих серій до 10-20 млн. штук на рік.

Відповідно, виробничі технології дуже різняться, від ручної збірки до високоавтоматизованих обробних центрів. «Наші фахівці з виробництва надзвичайно часто покладаються на автоматизацію. Це стосується також обробок для менших річних обсягів, тож ми можемо заповнити час простою на високоавтоматизованих машинах», пояснює керівник виробництва Вернер Мотц. «Рішення з автоматизації повинно бути достатньо гнучким, тоді це виправдано. При цьому вимірювальні датчики BLUM є важливим елементом».
Попередньо сформована деталь підлягає обробці з використанням різання для функціонально важливої деталі в застосуванні в автомобільній промисловості. На деталі виконуються точні отвори, фаски та поверхні. Спеціалісти MSM повинні були не лише розробити виробничий процес, а й знайти відповідні спеціальні інструменти, які можуть точно обробляти особливий матеріал з високим терміном служби. Високі обсяги виробництва вимагають дуже коротких циклів.
Цylіндричний елемент має ряд різношироких пазів і в одному з ділянок кілька отворів, які повинні бути радіально дуже точно вирівняні з пазами. Самі отвори діаметром близько трьох міліметрів після свердління оснащуються високоточними фасками і знімаються задирки. Подальша обробка вимагає повторного затискання, щоб обробити другу сторону – і це знову ж таки при дуже жорстких допусках положення між оброблювальними сторонами. «Коли ми прийшли до виробника машин зі своїми ідеями, спочатку всі лише похитували головами. Ми, так би мовити, працюємо навпаки, починаємо обробку з протилежного шпинделя і потім передаємо в основні шпинделі», - згадує Томас Герхальт, керівник групи з оптимізації процесів. «Після інтенсивної наради ми погодилися, що процес можливий. Машина була побудована практично навколо процесу на основі CNC-автомата з багатьма шпинделями».
Автоматизація складається з робота в робочій зоні, другого робота для обробки деталей за межами машини, а також двох вимірювальних зондів від BLUM. Заготовки сортуються за допомогою спірального конвеєра і подаються в правильному осьовому положенні на обертовий стіл з камерою. За допомогою камери автоматизація вирівнює деталь радіально за референтною канавкою. Зовнішній робот розміщує по два заготовки на обертовому столі, який переміщує деталі в обробну зону і одночасно вивантажує два готові вироби. Потім робот укладає їх у контейнери для готових виробів.
Внутрішній робот постачає контршпинделям сировину з обертового столу та виймає готові деталі з головних шпинделів. Після встановлення сировини в затискнущій гільзі рухомий контршпиндель підводить сировину до встановленого в обробному просторі датчика BLUM серії TC76 і зчитує краї референтної канавки, а також довжину заготовки. Таким чином, положення заготовки в патроні верстата визначається з максимальною точністю.
На основі зафіксованих вимірювань обробна машина позиціонує заготовку точно так, щоб під час всієї обробки також за допомогою привідного спеціального інструмента були просвердлені поперечні отвори в правильному місці, а в тому ж робочому процесі виконані фаски та зняття задирок. «Як виробник машин, так і компанія BLUM блискуче впоралися з цією складною задачею. Всього було встановлено два вимірювальні датчики BLUM на консолях і підключено до керування за допомогою кабелю», - пояснює Крістіан Брахт, керівник відділу попередньої обробки «Вільно несучі системи».
„Через багаторазову передачу від робота до обертового столу, знову до робота, а потім до затискного патрона, радіальне вирівнювання заготовок без BLUM-датчика не було б достатньо точним. Датчик слугує, так би мовити, як 'високоточний цифровий упор'." Завдяки двом контр-шпинделям кожна шпиндель може виконувати обробку, поки інша вимірює наступну заготовку за допомогою датчика.
На двох зустрічах експерти компаній Magnet-Schultz та BLUM обговорили, як пристрої можуть бути інтегровані в систему таким чином, щоб забезпечити оптимальне вирівнювання заготовок за максимально короткий час вимірювання. При цьому MSM отримала від спеціалістів з вимірювальної техніки багато цінних порад, які вони змогли використати в подальшій співпраці з виробником машин.
„Залежно від машини, ми інтегруємо наші вимірювальні датчики безпосередньо в машину та її управління, у випадку дуже складних установок, таких як використовуваний тут токарний автомат, ефективніше, якщо виробник інтегрує вимірювання в процеси своєї машини“, - повідомляє Даніель Міллер з технічного відділу продажів BLUM. „Таким чином, ми спочатку надали підтримку, а потім виробник машин сам взяв на себе цю відповідальність. При цьому ми, звичайно, також тісно співпрацюємо з самими виробниками.“
У MSM співпрацю розглядають як класичне паралельне проектування: виробництво, конструювання та постачальники працюють разом, щоб розробити, реалізувати та запустити дуже ефективний і надійний виробничий процес.
Деталь має допуски до 20 мікрометрів і дуже високі вимоги до поверхні, яка частково є важкодоступною і вимагає тонких інструментів. Завдяки виступаючому вимірювальному блоку в Меммінгені дуже швидко можна дістатися до всіх ділянок, які потрібно виміряти. Таким чином, досягаються короткі, однорідно інтегровані в процес вимірювання, без необхідності використовувати високі можливі швидкості дотику до 2000 мм/хв серії TC76.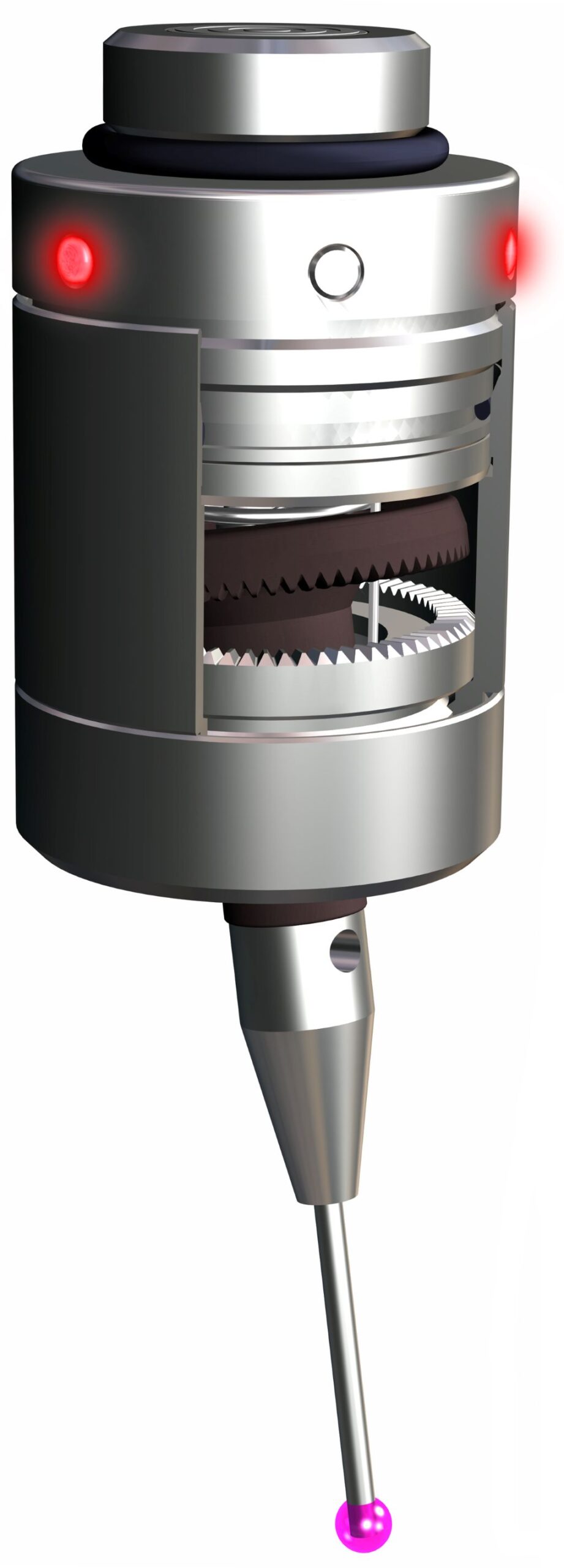
Датчики BLUM зарекомендували себе в Меммінгені абсолютно надійно: за досить складних умов у обробному просторі, де працюють з олією, що проникає всюди, замість охолоджувальної рідини, вони ще жодного разу не підводили і працюють дуже надійно, що є вирішальним при великих обсягах виробництва та коротких циклах. «Датчики BLUM абсолютно герметичні та стійкі до забруднень і працюють дуже точно навіть за таких умов. Крім того, співпраця з нашим партнером була абсолютно професійною і дозволила нам ефективно та надійно реалізувати складне замовлення з дуже великими річними обсягами, тому ми дуже задоволені BLUM», - підсумовує Вернер Мотц. «Зрештою, установка також дуже добре запустилася. Введення в експлуатацію пройшло майже безперешкодно для такого складного обробного процесу.»
Контакт:
 Freude statt Frust")

