


Сонцезахисні парасольки на парковці, сонцезахисні парасольки при вході, сонцезахисні парасольки в сходовій клітці, сонцезахисні парасольки в зоні для переговорів, сонцезахисні парасольки в шоурумі, сонцезахисні парасольки в монтажному залі. Візит до компанії Bahama GmbH у Рейхсгофі, Північний Рейн-Вестфалія, не залишає жодних сумнівів у тому, що тут виробляють: сонцезахисні парасольки. Однак йдеться не про звичайні сонцезахисні парасольки, а про дуже якісні продукти, переважно для гастрономії та готельного бізнесу, які завдяки своїм якісним характеристикам і використаній технології помітно відрізняються від конкурентів, а тим більше від сонцезахисних парасольок з будівельного магазину.

Bahama виникла з компанії Becher Textil- und Stahlbau GmbH, яка в 1950 році почала виробництво тентів для вантажівок та наметів для виставкової діяльності. Великі парасольки стали основним напрямком з 80-х років, а ноу-хау для сонцезахисних екранів Bahama отримала в 2018 році. У Рейхсгофі працює 75 співробітників.
Сонцезахисні парасольки в аеродинамічній трубі
Робастні, довговічні парасолі не лише забезпечують тінь, але й захищають від вітру та погоди. Щоб надати гарантію на витривалість до вітру, Bahama протестувала їх у аеродинамічній трубі Mercedes-Benz. Результат: стаціонарно встановлені парасолі можуть залишатися відкритими майже цілий рік і витримують швидкості вітру до 130 км/год.
Найменші сонцезахисні парасолі Bahama мають розміри 2 x 2 м, найбільші покривають площу понад 140 квадратних метрів з розмірами 12 x 12 м. Щорічно Bahama виробляє кілька тисяч парасоль, тенденція зростає. Клієнти є по всьому світу, особливо в країнах з великою кількістю сонячного світла. Проте більшість парасоль залишаються в Німеччині. Найчастіше продається парасоля розміром 4 x 4 м, Jumbrella.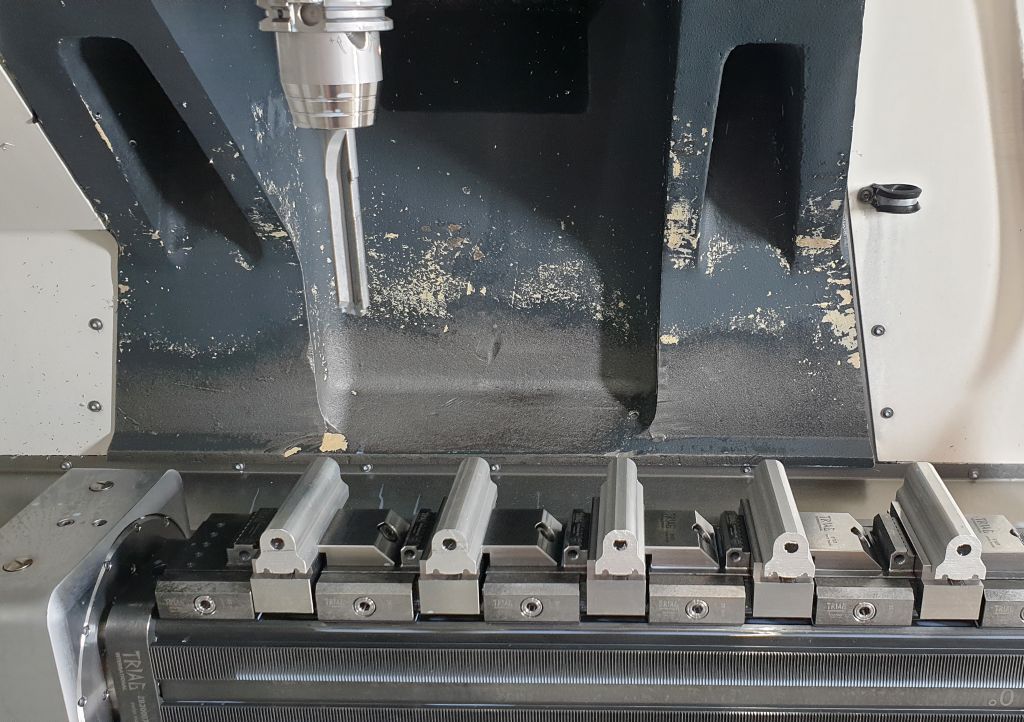
Зонт складається в залежності від типу з 150 до 180 окремих частин. Близько 80 відсотків з них - це алюмінієві деталі, які компанія обробляє на семи CNC-верстатах з трьох- або чотирьохосьовою обробкою. Сталь, нержавіюча сталь та пластик складають невелику частку. Головна колона в центрі та спиці виготовлені з профілів лиття під тиском. Матеріал не є масовим товаром, а пресується за спеціальними інструментами спеціально для Bahama. Причина цього - спеціальні функції, які виробник інтегрує в деталі.
Хто під терміном «повна комплектація» думає лише про покупку автомобіля, той ще не бачив списку аксесуарів Bahama. Від бічних стінок і системи захисту від крадіжок до LED-освітлення, обігрівачів, Wi-Fi, USB-зарядних портів і динаміків, аж до телевізора для публічного перегляду – можливе все. Bahama пропонує бажану конфігурацію вже з кількості в один парасоль.
Інструменти замість нової машини
Зв'язок з виробником інструментів INGERSOLL виник досить випадково. Коли планувалося придбати нову машину для обробки, з'явилася можливість попередньо ознайомитися з відповідною моделлю в технічному центрі INGERSOLL у Хайгері. Хоча покупка машини була тимчасово відкладена, техніки з Bahama вступили в контакт з фахівцями з інструментів INGERSOLL, для яких швидко знайшлася задача.
„Під час обробки певної деталі ми постійно стикалися з проблемами і тому звернулися до INGERSOLL з питанням, чи можна за допомогою спеціального інструмента скоротити час обробки, а головне, підвищити надійність процесу“, - розповідає Свен Альтман, керівник CNC / слюсарної майстерні в Bahama. Ця алюмінієва деталь довжиною 84 мм слугує кронштейном для електричного вимикача. Він автоматично вмикає та вимикає LED-освітлення при відкритті та закритті екрана за допомогою ковзної втулки. Для кожного екрана з освітленням встановлюється чотири таких елементи. Спочатку Bahama виготовляла деталь за допомогою трьох HSS-інструментів, а потім перейшла на твердосплавні фрези. Однак результати залишалися незадовільними.
„Оскільки Рейхсгоф знаходиться недалеко від Хайгера, ми вирішили оглянути це на місці“, пояснює Крістофер Хіс, технік з застосування в INGERSOLL. Заготівля для деталі відрізається з профільної балки. В залежності від партії, матеріал може мати відхилення від 1/10 до 4/10 мм. Під час процесу лиття під тиском завжди виникають певні допуски. У більшості своїх частин Bahama справляється з цим досить добре і може їх враховувати.
Стрижнева деталь ставить виклики

У цій утримуючій консолі це не вдалося. «У випадку з литим виробом ми часто стикалися з труднощами в точному визначенні центру для свердління», - пояснює Альтманн. Окрім центральності свердління глибиною 72 мм, також необхідно було дотримуватися вузьких допусків. Додатково виникли проблеми з процесом, оскільки тут вимагався перерваний різ. Свердління проходить через вже наявне довге отвір, яке на готовій компоненті пізніше приймає різьбовий штир для направлення вимикача.
З відносно складної деталі компанія Bahama виробляє кілька тисяч штук на рік. Крістофер Хіс порівняв можливі часи виробництва та технології інструментів і дійшов висновку, що доцільно використовувати спеціальний інструмент. Після деяких роздумів компанія INGERSOLL вибрала інструмент з основою з монолітного твердого сплаву, з припоєними PKD різцями та довгими направляючими рейками.
Йоганнес Пост, менеджер продукту PKD-CBN в INGERSOLL, пояснює значення системи для процесуальної безпеки: «Інструмент має незначне звуження. Коли він входить у перерваний різ, він все ще правильно ведеться в задній частині, яка була попередньо просвердлена. Завдяки направляючій планці до виходу з перерваного різу забезпечується надійне ведення».
Формування стружки гальмується.
Попереднє свердління заготовки може завжди трохи варіюватися. Щоб цьому запобігти і отримати якомога менше радіальних сил, компанія INGERSOLL обрала 180° ріжучу кромку на вершині. Інструмент виконаний у вигляді ступінчастого свердла, яке з додатковою бічною ріжучою кромкою також створює другий діаметр. Щоб отримати якомога коротші стружки з матеріалу AlMgSi05 з його низьким вмістом кремнію, крім правильного інструмента та налаштованих параметрів різання від INGERSOLL, також знадобилася відповідна стратегія обробки. Завдяки безлічі непомітно коротких зупинок подачі стружки постійно ламаються, перш ніж можуть викликати проблеми.
«Співпраця з INGERSOLL нам вже на етапі планування дуже сподобалася, і ми були дуже задоволені двома поставленими інструментами», запевняє Свен Альтман. Якщо раніше для свердління використовувалися твердосплавні інструменти, що потребували дві з половиною хвилини на отвір, то тепер деталь готова за майже 20 секунд. Збільшення процесу безпеки також важливе для Bahama, оскільки на DMG CMX 1100 V завжди одночасно затискаються 16 деталей і обробляються по черзі. Якщо на початку зламається інструмент, то й інші деталі стануть бракованими.
Хоча потреба в цих деталях дуже велика, Bahama завжди виготовляє лише партії максимум по 500 штук. Виробництво базується на безперервному процесі, щоб забезпечити постачання деталей для всіх парасольок. Тому майже щодня на машинах обробляються інші деталі. Власне виробництво деталей дозволяє за потреби також виготовляти запасні частини для старіших продуктів. Часто парасольки компанії використовуються десятиліттями.
Цілком ймовірно, що виробництво в потрібний момент перейде з профільного на масивний матеріал. Деякі інші деталі вже сьогодні фрезеруються з алюмінієвих блоків. Ступінчастий свердло також може бути використаний після переходу. Свен Альтман може уявити, що в майбутньому в виробництві будуть використовуватися ще більше спеціальних інструментів від INGERSOLL – щоб ще більше оптимізувати існуюче виробництво або щоб з новими розробленими продуктами відразу почати з оптимальною обробкою.
Контакт:


