


Slunečníky na parkovišti, slunečníky u vchodu, slunečníky na schodišti, slunečníky v zasedací místnosti, slunečníky v showroomu, slunečníky v montážní hale. Návštěva společnosti Bahama GmbH v Reichshofu v Severním Porýní-Vestfálsku nenechává žádné pochybnosti o tom, co se zde vyrábí: slunečníky. Nicméně se nejedná o běžné slunečníky, ale o velmi kvalitní produkty především pro gastronomii a pohostinství, které se svými kvalitativními vlastnostmi a použitou technikou výrazně odlišují od konkurence a už vůbec ne od slunečníků z hobby marketu.

Bahama vznikla z Becher Textil- und Stahlbau GmbH, která v roce 1950 začala s výrobou plachet pro nákladní automobily a stanových střech pro obor pouťových atrakcí. Velké slunečníky jsou od 80. let v centru pozornosti, know-how pro sluneční plachty si Bahama přivedla v roce 2018 do vlastních řad. V Reichshofu pracuje 75 zaměstnanců.
Slunečníky v aerodynamickém tunelu
Robustní, odolné slunečníky neposkytují pouze stín, ale také chrání před větrem a počasím. Aby mohla Bahama poskytnout záruku proti větru, testovala je v aerodynamickém tunelu u Mercedes-Benz. Výsledek: Stacionárně montované slunečníky mohou zůstat otevřené téměř po celý rok a odolávají větrným rychlostem až 130 km/h.
Nejmenší slunečníky od Bahama měří 2 x 2 m, největší pokrývají plochu přes 140 čtverečních metrů s rozměry 12 x 12 m. Bahama ročně vyrábí několik tisíc slunečníků, trend je vzrůstající. Zákazníci se nacházejí po celém světě, zejména v zemích s mnoha slunečnými dny. Většina slunečníků však zůstává v Německu. Nejčastěji se prodává slunečník Jumbrella o rozměrech 4 x 4 m.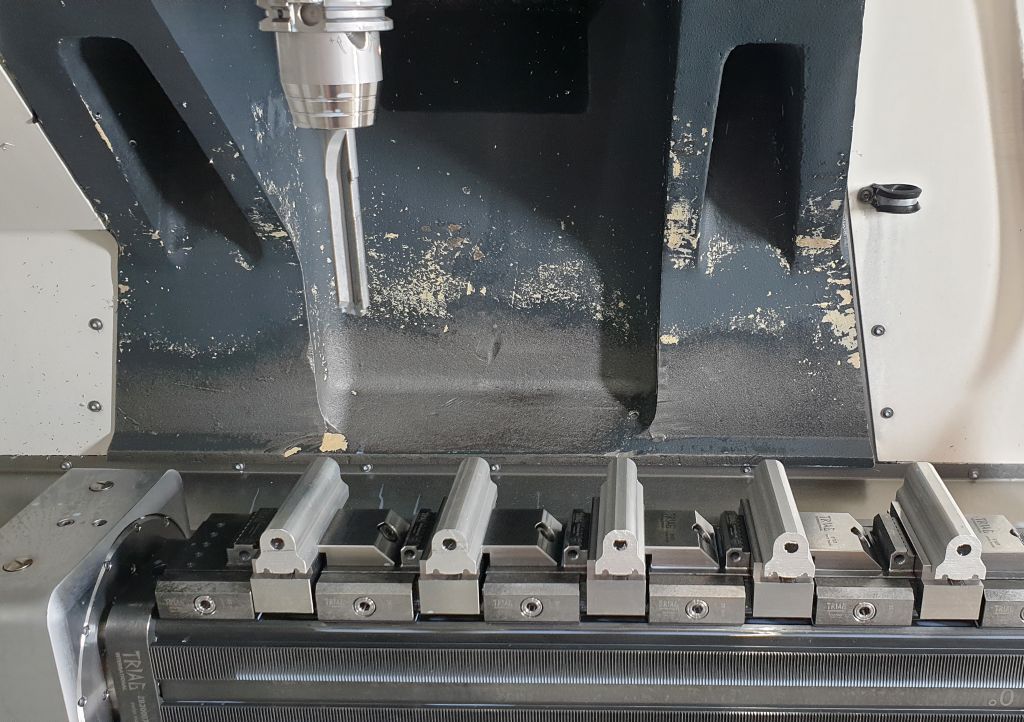
Deštník se skládá v závislosti na typu z 150 až 180 jednotlivých dílů. Přibližně 80 procent z nich tvoří hliníkové komponenty, které společnost zpracovává na sedmi CNC strojích ve třech nebo čtyřech osách. Ocel, nerezová ocel a plast tvoří malý podíl. Hlavní sloup uprostřed a vzpěry jsou vyrobeny z profilů z taženého materiálu. Materiál není masově vyráběn, ale je lisován speciálními nástroji přímo pro Bahama. Důvodem jsou speciální funkce, které výrobce integruje do jednotlivých dílů.
Kdo si pod pojmem „plná výbava“ představí pouze nákup automobilu, ještě neviděl seznam příslušenství od Bahama. Od bočních stěn a zabezpečení proti krádeži, přes LED osvětlení, topné zářiče, Wi-Fi, USB nabíjecí porty a reproduktory až po TV obrazovku pro veřejné sledování je možné vše. Bahama dodává požadovanou konfiguraci již od jednoho kusu slunečníku.
Nástroje místo nového stroje
Spojení s výrobcem nástrojů INGERSOLL vzniklo spíše náhodou. Když se měla zakoupit nová stroj pro obrábění, byla možnost se předem podívat na odpovídající model v INGERSOLL TechCenter v Haigeru. Nákup stroje byl sice dočasně odložen, ale technici z Bahama se setkali se specialisty na nástroje z INGERSOLL, pro které byla rychle nalezena úloha.
„Při obrábění určitého dílu jsme měli stále znovu problémy, a proto jsme se obrátili na INGERSOLL, zda by se pomocí speciálního nástroje mohla zkrátit doba zpracování, především však zvýšit procesní bezpečnost,“ říká Sven Altmann, vedoucí CNC / zámečnictví ve společnosti Bahama. Díl z hliníku o délce 84 mm slouží jako držák pro elektrický spínač. Při otevírání a zavírání obrazovky automaticky zapíná a vypíná LED osvětlení pomocí kluzného pouzdra. Pro každou obrazovku s osvětlením se instalují čtyři tyto prvky. Původně Bahama vyráběla díl se třemi HSS nástroji a poté přešla na frézy z tvrdokovu. Výsledky však zůstaly neuspokojivé.
„Jelikož je Reichshof nedaleko od Haigeru, podívali jsme se na to přímo na místě,“ vysvětluje Christopher Hees, aplikační technik ve společnosti INGERSOLL. Polotovar pro součást se odřezává z profilového tyče. V závislosti na šarži dochází u materiálu k odchylkám od 0,1 do 0,4 mm. Při procesu kontinuálního lití vždy vznikají určité tolerance. V převážné většině svých dílů si s tím Bahama docela dobře poradí a může je zohlednit.
Lisované díly představují výzvy.

U této upevňovací konzole se to nepodařilo. „U odlitku jsme často měli potíže přesně najít střed pro vrtání,“ vysvětluje Altmann. Kromě středovosti 72 mm hlubokého vrtání bylo nutné dodržet také úzké tolerance. K tomu se přidaly problémy s procesní bezpečností, protože zde byl vyžadován přerušovaný řez. Vrtání prochází již existujícím dlouhým otvorem, který v hotové komponentě později přijme závitovou tyč pro vedení spínače.
Z relativně složitě vyráběné součásti vyrábí Bahama několik tisíc kusů ročně. Christopher Hees porovnal možné výrobní časy a technologie nástrojů a dospěl k závěru, že se vyplatí použít speciální nástroj. Po několika úvahách zvolil INGERSOLL nástroj s nosičem z monolitického karbidu, s pájenými PKD břity a dlouhými vodícími lištami.
Johannes Post, produktový manažer PKD-CBN ve společnosti INGERSOLL, vysvětluje význam systému pro procesní bezpečnost: „Nástroj je vybaven mírně provedeným zúžením. Když dojde k přerušenému řezu, je stále řádně veden v zadní části, která byla předtím vyvrtána. Díky vedení lišty existuje až do výstupu z přerušeného řezu bezpečné vedení.“
Tvorba třísek je zpomalena.
Předvrtání surového dílu může vždy mírně kolísat. Aby se tomu zabránilo a minimalizovaly se radiální síly, zvolil INGERSOLL 180° břit na špičce. Nástroj je proveden jako stupňový vrták, který s dalším, bočně umístěným břitem také vytváří druhý průměr. Aby se u materiálu AlMgSi05 s jeho nízkým obsahem křemíku dosáhlo co nejkratších třísek, bylo kromě správného nástroje a nastavených řezných parametrů od INGERSOLL také potřeba vhodné strategie obrábění. Pomocí řady nepatrně krátkých zastavení posuvu se třísky neustále lámou, než mohou způsobit problémy.
„Spolupráce s INGERSOLL se nám už v plánovací fázi velmi líbila a s oběma dodanými nástroji jsme byli velmi spokojeni,“ ujišťuje Sven Altmann. Zatímco s předtím použitým karbidovým nástrojem bylo potřeba na jedno vrtání dvě a půl minuty, nyní je díl hotový za necelých 20 sekund. Zisk na procesní bezpečnosti je pro Bahama také důležitý, protože na DMG CMX 1100 V je vždy upnuto 16 dílů a zpracovávají se po sobě. Pokud by na začátku došlo k zlomení nástroje, byly by i ostatní díly odpadem.
I když je poptávka po těchto dílech velmi vysoká, Bahama vyrábí vždy jen velikosti šarží maximálně 500 kusů. Výroba se zde spoléhá na kontinuální proces, aby byla zajištěna dodávka dílů pro všechny slunečníky. Téměř každý den jsou proto na strojích jiné díly. Vlastní výroba dílů umožňuje v případě potřeby také vyrábět náhradní díly pro starší produkty. Slunečníky společnosti se často používají po desetiletí.
Je velmi pravděpodobné, že výroba v příhodnou chvíli přejde z profilu na plný materiál. Některé jiné díly se již dnes frézují z hliníkových bloků. Stupňový vrták by mohl být i po přechodu nadále používán. Sven Altmann si dokáže představit, že v budoucnu ve výrobě využije ještě další speciální nástroje od INGERSOLL – aby stávající výrobu ještě více optimalizoval nebo aby při nově vyvinutých produktech začal hned s optimálním zpracováním.
Kontakt:


