


Sončne dežnike na parkirišču, sončne dežnike pri vhodu, sončne dežnike v stopnišču, sončne dežnike v prostoru za sestanke, sončne dežnike v razstavnem prostoru, sončne dežnike v montažni hali. Obisk podjetja Bahama GmbH v Reichshofu v Severnem Porenju-Vestfaliji ne pušča dvoma o tem, kaj se tukaj proizvaja: sončne dežnike. Vendar pa ne gre za običajne sončne dežnike, temveč za zelo kakovostne izdelke, predvsem za gostinstvo in hotelirstvo, ki se s svojimi kakovostnimi lastnostmi in uporabljeno tehnologijo jasno razlikujejo od konkurence in še posebej od sončnih dežnikov iz trgovine z gradbenim materialom.

Bahama je nastal iz podjetja Becher Textil- und Stahlbau GmbH, ki je leta 1950 začelo s proizvodnjo platnen za tovornjake in šotorskih streh za zabaviščne dejavnosti. Velike senčnike so v središču pozornosti od 80. let, znanje o sončnih platnih je Bahama pridobil leta 2018. V Reichshofu dela 75 zaposlenih.
Sončne dežnike v vetrovnem tunelu
Robustni, dolgotrajni dežniki ne nudijo le sence, temveč tudi zaščito pred vetrom in vremenskimi vplivi. Da bi lahko zagotovili garancijo proti vetru, so jih Bahama testirali v vetrovniku pri Mercedes-Benz. Rezultat: Stacionarno nameščeni dežniki lahko ostanejo odprti skoraj vse leto in zdržijo vetrove do 130 km/h.
Najmanjši sončniki podjetja Bahama merijo 2 x 2 m, največji pa pokrivajo površino več kot 140 kvadratnih metrov s 12 x 12 m. Vsako leto Bahama proizvede več tisoč sončnikov, trend pa narašča. Stranke se nahajajo po vsem svetu, predvsem v državah z veliko sonca. Večina sončnikov pa ostane v Nemčiji. Najbolj prodajan je sončnik Jumbrella velikosti 4 x 4 m.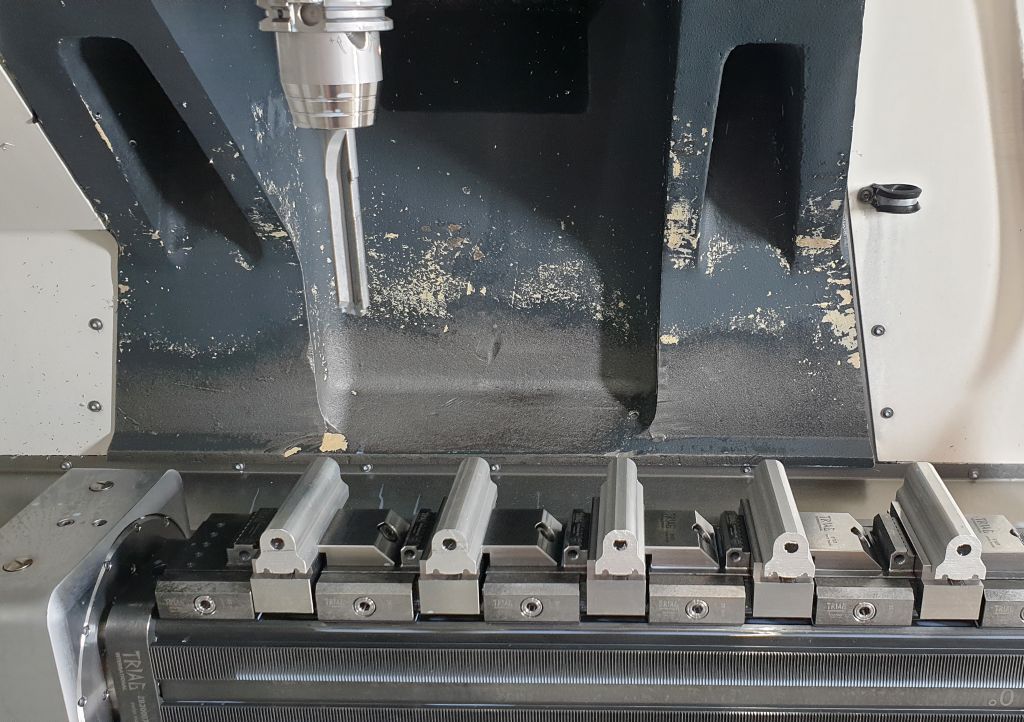
Dežnik se glede na tip sestavlja iz 150 do 180 posameznih delov. Dobrih 80 odstotkov teh so aluminijasti deli, ki jih podjetje obdeluje na sedmih CNC-strojih v tri- ali štiriahni obdelavi. Jeklo, nerjaveče jeklo in plastika predstavljajo majhen delež. Glavni steber v sredini in opore so izdelani iz profilov iz ekstrudiranega aluminija. Material ni masovni izdelek, temveč se s posebnimi orodji posebej za Bahamo stiska. Razlog za to so posebne funkcije, ki jih proizvajalec integrira v posamezne dele.
Kdor ob besedi „polna oprema“ pomisli le na nakup avtomobila, še ni videl seznama dodatne opreme podjetja Bahama. Od stranskih sten in zaščite pred krajo do LED-osvetlitve, grelnih naprav, WLAN, USB polnilnikov in zvočnikov ter televizijskega zaslona za javno predvajanje je vse mogoče. Željena konfiguracija je na voljo že od enega kosa dežnika.
Orodja namesto nove naprave
Povezava s proizvajalcem orodij INGERSOLL je nastala bolj naključno. Ko je bilo treba kupiti novo napravo za obdelavo, je bila možnost, da si ustrezen model najprej ogledamo v INGERSOLL TechCenter v Haigerju. Nakup naprave je bil sicer začasno odložen, a so se tehniki iz Bahame srečali s strokovnjaki za orodja iz INGERSOLL, za katere je bila kmalu najdena naloga.
„Pri obdelavi določenega dela smo se nenehno srečevali s težavami in zato smo se obrnili na INGERSOLL, ali bi lahko s posebnim orodjem skrajšali čas obdelave, predvsem pa povečali procesno varnost,“ poroča Sven Altmann, vodja CNC / kovačije pri Bahama. 84 mm dolgo aluminijasto del je nosilna konzola za električni stikalo. To stikalo z drsno pušo samodejno vklopi in izklopi LED osvetlitev ob odpiranju in zapiranju zaslona. Za vsak zaslon s svetlobo so vgrajena štiri taka elementa. Sprva je Bahama del izdeloval s tremi HSS orodji, nato pa so prešli na trdometalne rezkarje. Rezultati pa so ostali nezadovoljivi.
„Ker je Reichshof blizu Haigerja, smo se to preprosto ogledali na kraju samem,“ pojasnjuje Christopher Hees, aplikacijski tehnik pri INGERSOLL. Surovina za komponento se odrezuje iz profilne palice. Glede na serijo pride do odstopanj v materialu od 1/10 do 4/10 mm. Pri procesu kontinuiranega litja vedno nastajajo določene tolerance. Pri večini svojih delov se Bahama s tem dobro spopada in jih lahko upošteva.
Stranguljeni deli predstavljajo izzive.

Pri tej nosilni konzoli to ni uspelo. „Pri delu iz stisnjenega aluminija smo pogosto imeli težave z natančnim iskanjem središča za vrtino,“ pojasnjuje Altmann. Poleg središčnosti 72 mm globoke vrtine so morali biti upoštevani tudi ozki tolerančni razredi. Dodali so se tudi problemi s procesno varnostjo, saj je bil potreben prekinjen rez. Vrtina poteka skozi že obstoječo dolgo luknjo, ki bo v končni komponenti kasneje sprejela navojno palico za vodenje stikala.
Od relativ zahtevno izdelanega dela Bahama letno proizvede več tisoč kosov. Christopher Hees je primerjal možne proizvodne čase in tehnologije orodij ter prišel do ocene, da se za to splača uporabiti posebno orodje. Po nekaj premislekih je INGERSOLL izbral orodje z nosilcem iz trdnega karbida, vdelanimi PKD rezili in dolgimi vodilnimi tirnicami.
Johannes Post, produktni vodja PKD-CBN pri INGERSOLL, pojasnjuje pomen sistema za varnost procesa: „Orodje je opremljeno z rahlo izvedeno zožitvijo. Ko pride v prekinjen rez, je še vedno dobro vodeno v zadnjem delu, ki je bil prej izvrtan. Zaradi vodilne letve obstaja varno vodenje vse do izhoda iz prekinjenega reza.“
Oblikovanje chipsov se upočasni.
Predvrtina surovine se lahko vedno nekoliko razlikuje. Da bi to odpravili in zmanjšali radialne sile, se je podjetje INGERSOLL odločilo za rezilo pod kotom 180° na vrhu. Orodje je zasnovano kot stopničasti svinčnik, ki z dodatnim stranskim rezilom hkrati ustvari tudi drugi premer. Da bi pri materialu AlMgSi05 z nizko vsebnostjo silicija dosegli čim krajše chips, je bila poleg pravega orodja in nastavitve rezalnih parametrov s strani podjetja INGERSOLL potrebna tudi ustrezna obdelovalna strategija. Z vrsto komaj opaznih kratkih zaustavitev pomika se chips vedno znova zlomijo, preden lahko povzročijo težave.
„Sodelovanje z INGERSOLL nam je bilo že v fazi načrtovanja zelo všeč in z obema dobavljenima orodjema smo bili zelo zadovoljni,“ zagotavlja Sven Altmann. Če je bilo prej za vsak preboj potrebno dve in pol minuti s trdim kovinskim orodjem, je zdaj del sestavljen v dobrih 20 sekundah. Povečanje procesne varnosti je Bahami tudi zato pomembno, ker je na DMG CMX 1100 V vedno hkrati pritrjenih 16 delov, ki se obdelujejo zaporedoma. Če bi na začetku eno orodje zlomili, bi bili tudi preostali deli odpadni.
Čeprav je povpraševanje po teh delih zelo veliko, Bahama vedno proizvaja le serije največ 500 kosov. Proizvodnja se osredotoča na kontinuiran proces, da zagotovi oskrbo delov za vse dežnike. Zato so skoraj vsak dan na strojih drugi deli. Lastna proizvodnja delov omogoča, da po potrebi vmes izdelajo tudi rezervne dele za starejše izdelke. Pogosto se sončni dežniki podjetja uporabljajo desetletja.
Zelo verjetno je, da se proizvodnja ob pravem času preusmeri z profilnega na poln material. Nekateri drugi deli se že danes obdelujejo iz aluminijastih blokov. Stopničasti svinčnik bi se lahko tudi po prehodu še naprej uporabljal. Sven Altmann si lahko predstavlja, da bo v proizvodnji v prihodnje uporabil še dodatna posebna orodja od INGERSOLL – da bi obstoječo proizvodnjo še dodatno optimiziral ali da bi pri novih izdelkih takoj začeli z optimalno obdelavo.
Kontakt:


