


Parasolki na parkingu, parasolki przy wejściu, parasolki w klatce schodowej, parasolki w strefie spotkań, parasolki w salonie wystawowym, parasolki w hali montażowej. Wizyta w Bahama GmbH w Reichshof w Nadrenii Północnej-Westfalii nie pozostawia wątpliwości co do tego, co tutaj się produkuje: parasolki. Jednak nie chodzi o zwykłe parasolki, lecz o bardzo wysokiej jakości produkty, głównie dla gastronomii i hotelarstwa, które wyróżniają się swoimi cechami jakościowymi oraz zastosowaną techniką w porównaniu do konkurencji, a tym bardziej w porównaniu do parasoli z marketów budowlanych.

Bahama powstała z Becher Textil- und Stahlbau GmbH, która w 1950 roku rozpoczęła produkcję plandek dla ciężarówek i dachów namiotowych dla branży cyrkowej. Od lat 80. dużą uwagę poświęca się parasolom, a wiedzę na temat żagli przeciwsłonecznych Bahama zdobyła w 2018 roku. W Reichshof pracuje 75 pracowników.
Parasole w tunelu aerodynamicznym
Solidne, trwałe parasole nie tylko zapewniają cień, ale także chronią przed wiatrem i warunkami atmosferycznymi. Aby móc udzielić gwarancji na odporność na wiatr, Bahama przetestowała je w tunelu aerodynamicznym Mercedes-Benz. Wynik: Stacjonarnie zamontowane parasole mogą pozostawać otwarte przez niemal cały rok i wytrzymują prędkości wiatru do 130 km/h.
Najmniejsze parasole słoneczne Bahama mają wymiary 2 x 2 m, a największe pokrywają powierzchnię ponad 140 metrów kwadratowych przy wymiarach 12 x 12 m. Co roku Bahama produkuje kilka tysięcy parasoli, a tendencja jest wzrostowa. Klienci znajdują się na całym świecie, szczególnie w krajach o dużym nasłonecznieniu. Najwięcej parasoli pozostaje jednak w Niemczech. Najczęściej sprzedawanym modelem jest Jumbrella o wymiarach 4 x 4 m.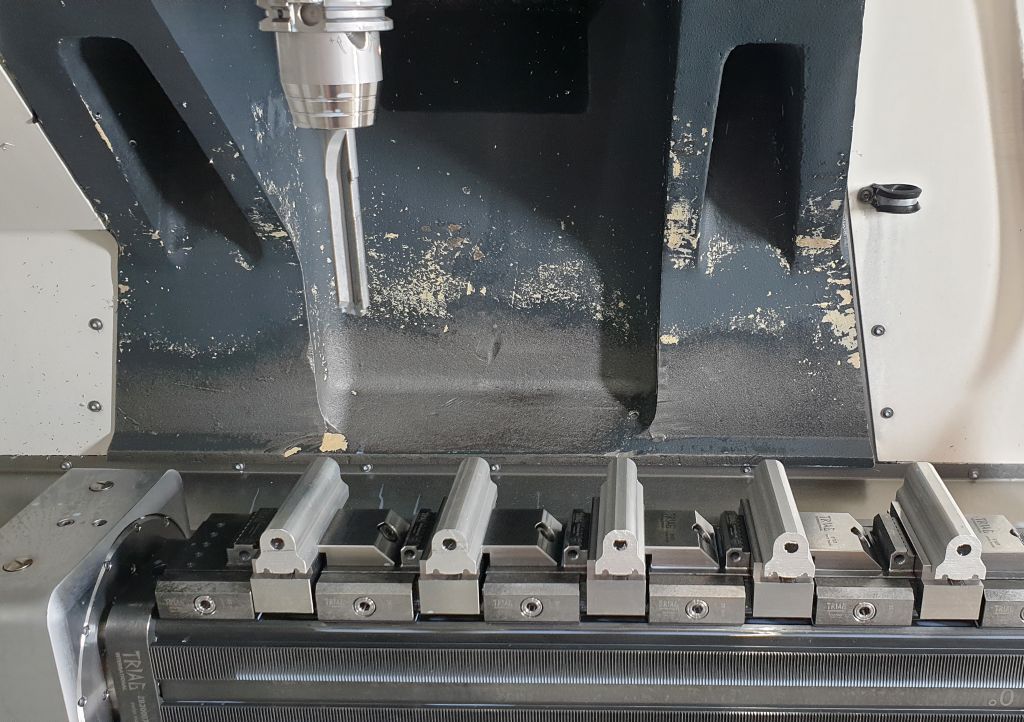
Parasol składa się w zależności od typu z 150 do 180 pojedynczych części. Ponad 80 procent z nich to elementy aluminiowe, które firma obrabia na siedmiu maszynach CNC w technologii trzy- lub czteroosiowej. Stal, stal nierdzewna i tworzywa sztuczne stanowią niewielki odsetek. Główna kolumna w środku oraz ramiona są wykonane z profili odlewanych. Materiał nie jest towarem masowym, lecz jest prasowany specjalnymi narzędziami specjalnie dla Bahama. Powodem tego są specjalne funkcje, które producent integruje w elementach.
Kto przy pojęciu „pełne wyposażenie” myśli tylko o zakupie samochodu, jeszcze nie widział listy akcesoriów Bahama. Od ścian bocznych i zabezpieczeń przed kradzieżą, przez oświetlenie LED, promienniki ciepła, Wi-Fi, gniazda USB i głośniki, aż po ekran telewizyjny do publicznego oglądania – wszystko jest możliwe. Bahama oferuje wymarzoną konfigurację już od jednej sztuki parasola.
Narzędzia zamiast nowej maszyny
Połączenie z producentem narzędzi INGERSOLL nawiązało się raczej przypadkowo. Kiedy miała zostać zakupiona nowa maszyna do obróbki skrawaniem, istniała możliwość wcześniejszego obejrzenia odpowiedniego modelu w centrum technologicznym INGERSOLL w Haiger. Zakup maszyny został wprawdzie tymczasowo wstrzymany, jednak technicy z Bahama nawiązali kontakt ze specjalistami od narzędzi z INGERSOLL, dla których szybko znaleziono zadanie.
„Podczas obróbki określonego elementu mieliśmy ciągłe problemy, dlatego zapytaliśmy INGERSOLL, czy za pomocą narzędzia specjalnego można skrócić czas obróbki, a przede wszystkim zwiększyć bezpieczeństwo procesu“, relacjonuje Sven Altmann, kierownik CNC / ślusarni w Bahama. Część aluminiowa o długości 84 mm służy jako konsola mocująca dla przełącznika elektrycznego. Automatycznie włącza i wyłącza oświetlenie LED za pomocą tulei ślizgowej podczas otwierania i zamykania ekranu. Do każdego ekranu z oświetleniem montowane są cztery takie elementy. Początkowo Bahama produkowało ten element za pomocą trzech narzędzi HSS, a następnie przeszło na frezy węglikowe. Wyniki jednak pozostały niezadowalające.
„Ponieważ Reichshof nie jest daleko od Haiger, postanowiliśmy przyjrzeć się temu na miejscu“, wyjaśnia Christopher Hees, technik aplikacji w INGERSOLL. Surowiec do komponentu jest odcinany z pręta profilowego. W zależności od partii materiału mogą występować odchylenia od 0,1 do 0,4 mm. W procesie odlewania ciągłego zawsze występują pewne tolerancje. W przypadku przeważającej liczby swoich części Bahama radzi sobie z tym całkiem dobrze i może je uwzględnić.
Część odlewana z ciągnienia stawia wyzwania

W przypadku tego uchwytu się to nie udało. „W przypadku części odlewanej mieliśmy często trudności z dokładnym znalezieniem środka otworu”, wyjaśnia Altmann. Oprócz centralności 72 mm głębokiego otworu musiały być również przestrzegane wąskie tolerancje. Dodatkowo pojawiły się problemy z bezpieczeństwem procesu, ponieważ wymagane było przerywane cięcie. Otwór przechodzi przez już istniejący otwór podłużny, który w gotowym elemencie później przyjmuje gwintowany bolec do prowadzenia przełącznika.
Z relatywnie skomplikowanej do wyprodukowania części Bahama produkuje kilka tysięcy sztuk rocznie. Christopher Hees porównał możliwe czasy produkcji i technologie narzędziowe, dochodząc do wniosku, że opłaca się zastosowanie narzędzia specjalnego. Po kilku przemyśleniach INGERSOLL wybrał narzędzie z nośnikiem z pełnego węglika, z wtopionymi ostrzami PKD i długimi prowadnicami.
Johannes Post, menedżer produktu PKD-CBN w INGERSOLL, wyjaśnia znaczenie systemu dla bezpieczeństwa procesu: „Narzędzie jest wyposażone w lekko wykonaną zwężkę. Gdy wchodzi w przerywany skok, jest nadal prawidłowo prowadzone w tylnym obszarze, który wcześniej został nawiercony. Dzięki listwie prowadzącej istnieje bezpieczne prowadzenie aż do wyjścia z przerywanego skoku.”
Tworzenie wiórów jest spowolnione.
Wstępne wiercenie surowca może zawsze nieco się różnić. Aby temu przeciwdziałać i uzyskać jak najmniejsze siły promieniowe, firma INGERSOLL zdecydowała się na ostrze o kącie 180° na końcu narzędzia. Narzędzie jest wykonane jako wiertło stopniowe, które z dodatkowym, bocznie umieszczonym ostrzem wytwarza również drugi średnicę. Aby uzyskać jak najkrótsze wióry przy materiale AlMgSi05 o niskiej zawartości krzemu, oprócz odpowiedniego narzędzia i ustawionych przez INGERSOLL parametrów skrawania, potrzebna była również odpowiednia strategia obróbcza. Dzięki wielu niemal niewyczuwalnym krótkim zatrzymaniom posuwu wióry są regularnie łamane, zanim mogą spowodować problemy.
„Współpraca z INGERSOLL już na etapie planowania bardzo nam się podobała, a z dwóch dostarczonych narzędzi byliśmy bardzo zadowoleni”, zapewnia Sven Altmann. Wcześniej używane narzędzie węglikowe wymagało dwóch i pół minuty na wiercenie, teraz element jest gotowy w niecałe 20 sekund. Zysk na bezpieczeństwie procesu jest dla Bahama również ważny, ponieważ na DMG CMX 1100 V zawsze jednocześnie mocowane jest 16 części i obrabiane jedna po drugiej. Gdyby na początku narzędzie się złamało, pozostałe części byłyby odpadami.
Mimo że zapotrzebowanie na te elementy jest bardzo duże, Bahama produkuje zawsze tylko partie maksymalnie 500 sztuk. Produkcja opiera się na ciągłym procesie, aby zapewnić dostawę części dla wszystkich parasoli. Dlatego niemal codziennie na maszynach znajdują się inne elementy. Własna produkcja części umożliwia również w razie potrzeby wytwarzanie części zamiennych do starszych produktów. Często parasole tej firmy są używane przez dziesięciolecia.
Bardzo możliwe, że produkcja w odpowiednim momencie przejdzie z profilu na materiał pełny. Niektóre inne części są już dzisiaj frezowane z bloków aluminium. Wiertło stopniowe mogłoby być również używane po zmianie. Sven Altmann wyobraża sobie, że w przyszłości w produkcji zostaną wykorzystane jeszcze inne narzędzia specjalne od INGERSOLL – aby jeszcze bardziej zoptymalizować istniejącą produkcję lub aby przy nowo opracowanych produktach od razu rozpocząć optymalną obróbkę.
Kontakt:


