


Pentru fabricarea sistemelor de prindere, Erwin Halder KG folosește oțel tratat termic. Procesarea acestuia a creat probleme specialistului în piese standard. Timpul de utilizare al uneltei utilizate până acum era prea scurt și siguranța procesului nu era garantată. Compania a găsit o nouă soluție împreună cu experții în unelte de la ISCAR. De când freza toroidală VHM Z7 este în utilizare, timpul de utilizare s-a crescut semnificativ, procesarea se desfășoară în condiții de siguranță și Halder a reușit să reducă timpul de prelucrare la frezarea dură cu 55 la sută.


Fondatorul companiei, Erwin Halder, a ales în 1938 calea independenței pentru a-și aduce invenția pe piață – ciocanul SIMPLEX. Principiul nu s-a schimbat până în prezent: Prin utilizarea de inserturi de lovire ușor interschimbabile, cu diferite grade de duritate, ciocanul poate fi adaptat individual materialului care trebuie prelucrat. Astfel, utilizatorul poate prelucra piesa cu mai multă grijă, iar articulațiile sale sunt mai puțin solicitate.
Astăzi, compania de familie, condusă de a treia generație, cu sediul în Achstetten-Bronnen, Baden-Württemberg, are 200 de angajați. Din mica atelier a fondatorului, a devenit o suprafață de 18.000 de metri pătrați de producție, dotată cu un parc de mașini modern. De-a lungul anilor, gama de produse s-a extins constant. Pe lângă ciocanele de protecție și uneltele de pădure, Halder produce standarde precise, dispozitive pentru prinderea pieselor și produse pentru industria aeronautică. Clienții din industrie, meșteșug și comerț sunt răspândiți pe întreg globul.
Caneluri frezate dur

Pentru sistemele de prindere, Halder folosește oțel cu duritate 55 HRC. Pentru a introduce caneluri potrivite, a fost necesară frezarea dură. Cu toate acestea, prelucrătorii nu erau mulțumiți de procesare. La uneltele unui concurent ISCAR, timpul de utilizare era o problemă majoră. „Freză a fost bună doar pentru o piesă, înainte de a se uza semnificativ”, povestește Patrick Ehringer, maistru în producție la Halder. În plus, calitatea canelurilor nu era constant ridicată.
„Se întâmpla adesea ca operatorul să fie nevoit să repete procesarea cu o freză nouă. Această unealtă nu era sigură din punct de vedere procesual”, rezumă el.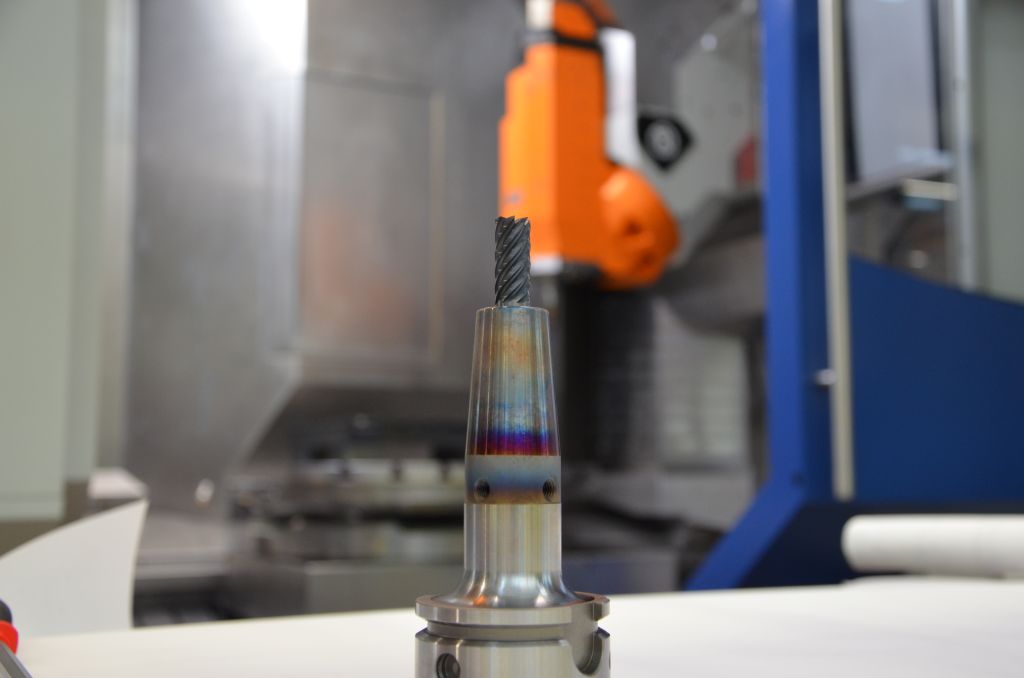
În căutarea unei alternative, bavarezii au găsit în cele din urmă soluția la ISCAR. Florian Schöffler, consultanță și vânzări, și Martin Staudacher, consultanță tehnică și vânzări, s-au ocupat de problemă. După o analiză amănunțită, au propus freza toroidală VHM Z7 pentru prelucrarea dură până la 72 HRC. ISCAR și-a extins portofoliul ca furnizor complet cu uneltele de înaltă performanță din linia SOLIDMILL High-Hard. Sunt oferite freze cu bile, freze cu avans mare și freze toroidale.
Uneltele au o microgeometrie specială și substraturi rezistente pentru prelucrarea economică a oțelului tratat termic, oțelului PM și HSS. „Frezile se remarcă prin combinația dintre dezvoltarea produsului și strategia de prelucrare. Desigur, clientul trebuie să fie dispus să urmeze această cale”, explică Florian Schöffler.
Rezultate clare ale testelor

Exact această disponibilitate au întâlnit experții ISCAR la Halder. „Am selectat intern unealta potrivită și am testat-o împreună pe piesă”, spune Martin Staudacher. Rezultatele au fost clare: Comparativ cu concurența, freza toroidală Z7 a prelucrat semnificativ mai multe sisteme de prindere pe oră. Costurile de mașină pe piesă au fost clar sub produsul concurent, iar volumul de timp de prelucrare a crescut. „Aceste rezultate ne-au convins. Am preluat freza din teste direct în producție”, povestește Patrick Ehringer.
Cu două treimi mai repede

O decizie pe care Halder nu a regretat nici o secundă. De când freza VHM cu diametre de șase, opt și zece milimetri este în utilizare, prelucrătorii obțin un timp de prelucrare semnificativ mai scurt la frezarea dură. Acum, fiecare freză poate prelucra zece piese în loc de doar două, cum era înainte. „Unealta prezintă o uzură semnificativ mai mică decât predecesoarea sa, iar siguranța procesului este garantată”, povestește Patrick Ehringer. Halder economisește timp și bani cu soluția ISCAR. „Operatorii nu trebuie să regleze din nou la schimbarea uneltei, iar timpul de prelucrare la frezarea dură este acum doar jumătate”, știe Patrick Schneider, programator CAM la Halder.
Bavarezii evaluează foarte pozitiv și colaborarea de lungă durată cu ISCAR. „Asistența este foarte bună, angajații sunt mereu disponibili, iar ISCAR răspunde rapid la solicitările noastre”, spune Patrick Ehringer. Utilizarea de succes a uneltei ISCAR a dus la prelucrarea altor piese cu freza VHM. Patrick Ehringer rezumă: Ne transformăm complet. Tot ce este frezat dur, este frezat cu ISCAR.
Contact:


