


For the production of clamping systems, Erwin Halder KG uses hardened steel. However, processing this material posed challenges for the specialist in standard parts. The tool previously used had a too short tool life and lacked process reliability. The company found a new solution in collaboration with the tool experts from ISCAR. Since the introduction of the solid carbide torus cutter Z7, tool life has significantly increased, processing runs reliably, and Halder has been able to reduce machining time in hard milling by 55 percent.


Company founder Erwin Halder chose the path of self-employment in 1938 to bring his invention to market on his own – the SIMPLEX soft hammer. The principle has not changed to this day: The hammer can be individually adapted to the material being processed through easily interchangeable striking inserts of different hardness levels. This allows the user to work on the workpiece more gently, reducing strain on their joints.
Today, the family-owned company, now in its third generation and based in Achstetten-Bronnen in Swabia, employs 200 staff. From the small workshop of the company founder, it has grown into an area of 18,000 square meters of production space with a modern machine park. Over the years, the product range has steadily expanded. In addition to soft hammers and forestry tools, Halder produces precise standard parts, fixtures for workpiece clamping, and aerospace products. Customers from industry, crafts, and trade are spread across the globe.
Hard-milled grooves

For clamping systems, Halder uses steel with a hardness of 55 HRC. To create suitable grooves, hard milling was necessary. However, the machinists were not satisfied with the processing. The tool used from a competitor, ISCAR, had a significant issue with tool life. "The cutter barely lasted for one workpiece before it was severely worn," explains Patrick Ehringer, a production master at Halder. Additionally, the quality of the grooves was not consistently high.
"It happened repeatedly that the operator had to run the machining process again with a new cutter. This tool was not process-safe," he summarizes.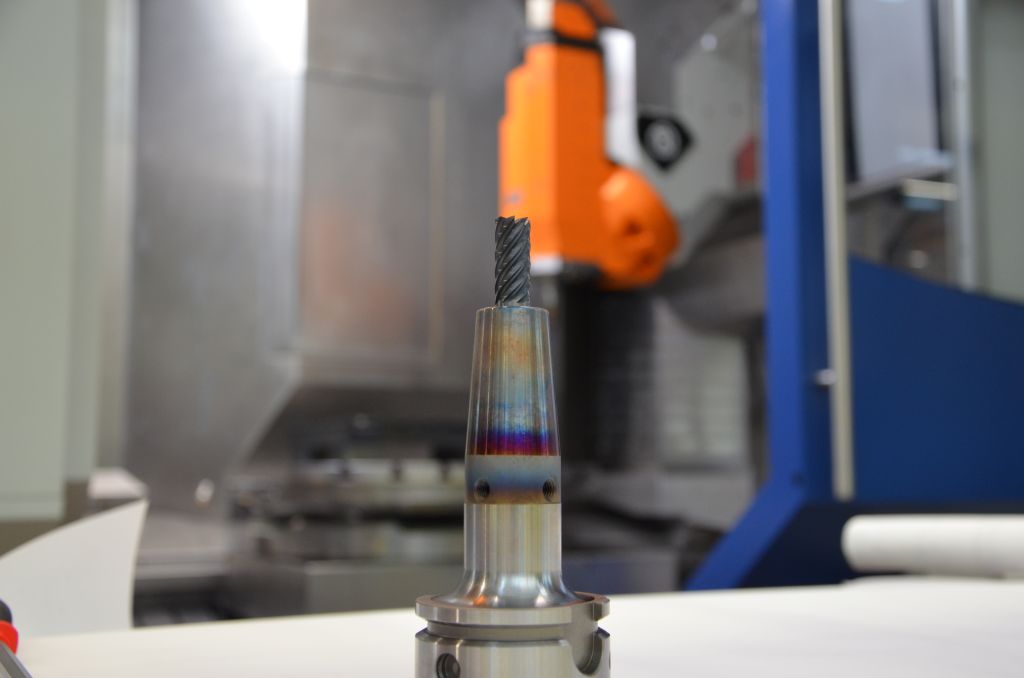
In search of an alternative, the Swabians ultimately found a solution at ISCAR. Florian Schöffler, Consulting and Sales, and Martin Staudacher, Technical Consulting and Sales, took on the task. After a thorough analysis, they proposed the solid carbide torus cutter Z7 for hard machining up to 72 HRC. ISCAR has expanded its portfolio as a full-range supplier with high-performance tools from the SOLIDMILL High-Hard line. Ball, high-feed, and torus cutters are offered.
The tools feature a special microgeometry and durable substrates for the economical machining of hardened steel, PM steel, and HSS. "The cutters excel due to the combination of product development and machining strategy. Of course, the customer must be willing to take this path," explains Florian Schöffler.
Clear test results

The ISCAR experts encountered exactly this willingness at Halder. "We selected the appropriate tool internally and tested it together on the component," says Martin Staudacher. The results were clear: Compared to the competition, the Torus cutter Z7 processed significantly more clamping systems per hour. The machine costs per component were clearly below those of the competitive product, and the material removal volume increased. "These results convinced us. We directly transferred the cutter from the tests into production," explains Patrick Ehringer.
Two-thirds faster

A decision that Halder has never regretted for a second. Since the solid carbide end mills with diameters of six, eight, and ten millimeters have been in use, the machinists have achieved significantly shorter processing times in hard milling. Now, ten instead of just two components can be machined per cutter. "The tool shows significantly less wear than its predecessor, and process reliability is ensured," explains Patrick Ehringer. Halder saves time and money with the ISCAR solution. "The operators do not need to readjust when changing tools, and we now only have half the processing time in hard milling," says Patrick Schneider, CAM programmer at Halder.
The Swabians also rate the long-standing collaboration with ISCAR very positively. "The support is very good, the employees are always reachable, and ISCAR always responds quickly to our inquiries," says Patrick Ehringer. The successful use of the ISCAR tool has led to other components being machined with the solid carbide cutter as well. Patrick Ehringer summarizes: "We are completely switching over. What is hard-milled will be milled with ISCAR."
Contact:


