


Automatizálás és digitalizálás – ez a középvállalkozások CNC-bérgyártói számára is a jövőbeni siker kulcsa Németországban. Egy példa arra, hogyan működhet ez, a Maschinenbau Strunk GmbH Langenbachból, a Westerwaldból. A vállalat a szerszámkezelését egy HAIMER Microset előbeállító készülékkel, a Power Clamp zsugorítóval, a WinTool szerszámkezelő szoftverrel és a Toolbase kiadórendszerrel teljes mértékben digitalizálta – beleértve a CAD/CAM és ERP rendszerekkel való adatcserét is.
A Strunk GmbH egy CNC-bérgyártó, körülbelül 45 alkalmazottal, amely nehezen megmunkálható anyagokra és összetett alkatrészekre specializálódott. Patrick Panthel ügyvezető hangsúlyozza: „Megrendeléseink gyakran ott kezdődnek, ahol más megmunkálók visszafognák magukat. Ennek megfelelően gyártásunk a legmodernebb 5-tengelyes maró- és esztergálómarással van felszerelve. Ezek többsége automatizált, így nagyon rugalmasan és a harmadik műszakban ember nélkül tudunk gyártani.”
A high-tech géppark több mint 30 CNC eszterga-, maró-, fúró- és csiszológépből áll, amelyekkel a DIN ISO 9001 tanúsítvánnyal rendelkező vállalat alumíniumból, acélból, titánból és más nehezen megmunkálható anyagokból állít elő alkatrészeket – prototípusoktól a nagy sorozatokig. „Az alkatrészeink minősége fontos szerepet játszik” – hangsúlyozza Patrick Panthel. „Ezt a saját minőségbiztosításunk révén garantáljuk, magas színvonalú 3D mérőgépekkel. Az előállításukhoz azonban a gépek és nem utolsósorban az szerszámok döntő fontosságúak.”
Moritz Panthel, a vezérigazgató fia, felelős a szerszámok beszerzéséért és kezeléséért. Lelkesedéssel számol be arról, hogyan állította át a Strunk az egész szerszámkezelést, és szinte teljesen digitalizálta azt: „Ezzel a lépéssel jócskán előrehaladtunk az Ipar 4.0 felé, és sokféleképpen profitálunk ebből a projektből.
Most már pontosan tudjuk, hol található melyik szerszám, csökkentettük a beállítási időket, és jelentősen növeltük a folyamatbiztonságot.
Egy új struktúra az eszközkezeléshez

Körülbelül tíz évvel ezelőtt kezdődött a Toolbase szerszámkiadó rendszer bevezetésével, amellyel a Strunk a szerszámait raktározási szempontból kezeli, nyilvántartja a készleteket és újrarendeléseket indít. A vállalat növekedésének fényében 2024-ben a szerszámok területén kapacitásbővítésre volt szükség. Moritz Panthel elmagyarázza: „Jelenleg körülbelül 2200 szerszám található a gépekhez tartozó raktárakban. Ezen kívül körülbelül 3000 cikk van a Toolbase automatákban."
Digitális támogatás nélkül nehéz nyomon követni, hogy hol található melyik szerszám és mikor van szükség rá melyik gépen. Ezért indokolt volt, hogy a kiadási rendszer bővítésével teljesen átszervezzük a szerszámkezelést.
A megfelelő partner keresése során Moritz Panthel számára gyorsan világossá vált, hogy a HAIMER-rel szeretne együttműködni. „Egyrészt ismerjük a céget és a termékeinek minőségét a nálunk forgalomban lévő számos szerszámfoglalat révén.
Másrészt mindenképpen egy HAIMER Microset szerszámbeállító készüléket szerettünk volna, mivel ezt a gyártót technikailag vezetőnek tartjuk.
Egy további döntési szempont az volt, hogy a HAIMER a Microset UNO 20/40 előbeállító készülékhez a WinTool adat- és szerszámkezelő szoftvert is kínálja. „Ez a rendszer pontosan az, amire szükségünk van” – mondja Moritz Panthel. „Ezzel áttekinthetően kezelhetjük a szerszámaink digitális ikreit, de a segédeszközöket, gépprogramokat, folyamatokat, alapadatokat stb. is.” Az, hogy a HAIMER 25%-os részesedéssel bír a WinTool AG-ban, a szerszámfelelős számára további előny volt: „Ez biztosít minket arról, hogy a HAIMER a szoftverterületen is fejlesztéseket hajt végre.”
És nem utolsósorban előnyös, hogy a meglévő kiadási rendszer, a Toolbase szintén a HAIMER szállítási programjába tartozik. „Így egy kézből kínáljuk a teljes digitalizációs csomagot az eszközök területén” – örül Moritz Panthel.
WinTool – a gyártás központi eleme
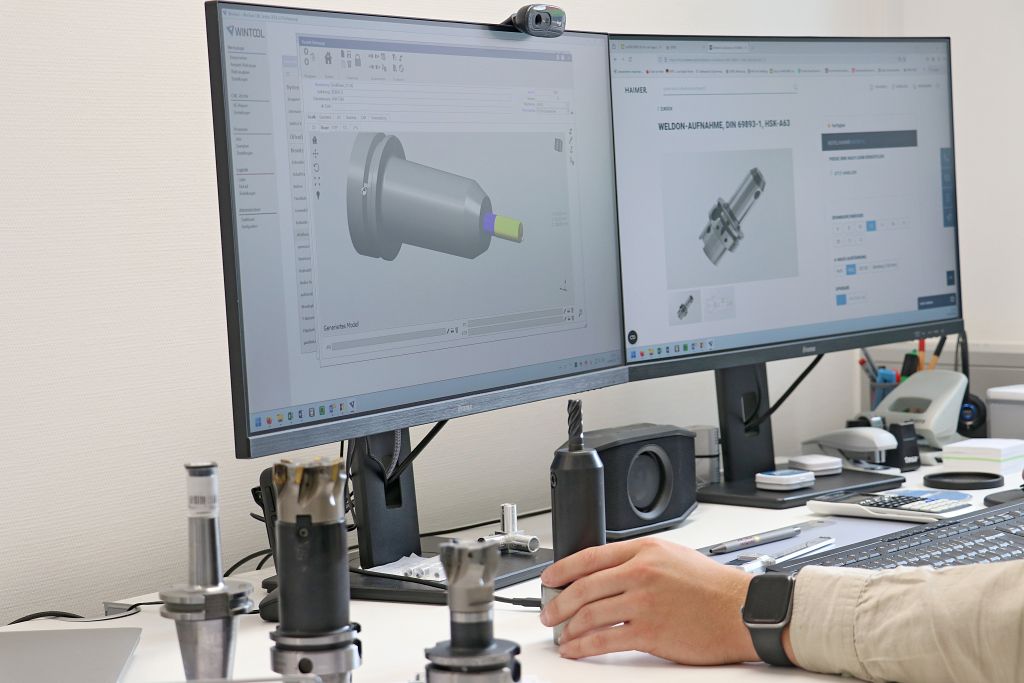
Közben a WinTool a Strunknál a szerszámkezelés középpontjává és a gyártás központi szoftverévé vált, ami elsősorban a jó hálózati kapcsolhatóságának köszönhető. A szoftver interfészeket kínál a Microset előbeállító készülékhez, a Toolbase rendszerhez, a CAD/CAM és az ERP szoftverhez, amelyet Strunk 2025 közepén üzemeltetett be.
„A szerszámterületből kiindulva teljesen újrastrukturáltuk a gyártási folyamatokat“ – hangsúlyozza Moritz Panthel. A kiindulópont a gyártási megbízás ERP rendszerbe való bevitele. Ha a „Freesen“ költséghelyet érinti, átkerül a WinTool szoftverhez, amely többek között a CAD/CAM irodák számítógépein fut, és adatokat tud cserélni a CAD/CAM rendszerrel. „Amikor a WinToolban megnyitunk egy digitális szerszámot, látjuk a tényleges kiemelési hosszokat, zavaró kontúrokat stb. Az adatok közvetlenül importálhatók a CAD/CAM rendszerbe, így a szerszámokkal pontosan úgy tudunk programozni, ahogyan végül a gépen vannak. Ez elkerüli a félreértéseket és végső soron a ütközéseket.“ Végül a WinToolban egy digitális adatlap készül, amely tartalmazza az összes, a gépen szükséges szerszámot. Ezt a megbízással együtt továbbítják a gyártásba.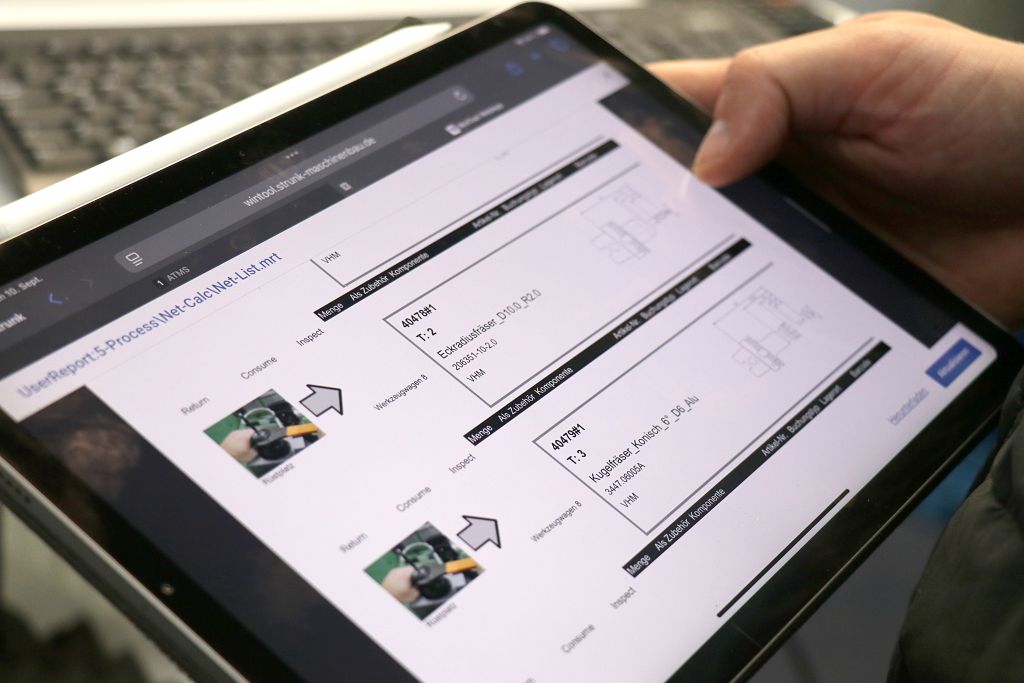
A gép beállításához a kezelő a WinTool-ból generál egy nettó töltési listát, amely tartalmazza az összes újonnan a magazinba töltendő szerszámot. Hasznos, hogy a WinTool minden fizikai komplett szerszámot egyértelműen azonosítani tud a raktárhelyével. Ha a szerszámokat először össze kell szerelni, a kezelő a WinTool-ból megkapja a szükséges adatokat, beleértve a megengedett toleranciákat is. Végül ezeket összehasonlítja a HAIMER Microset UNO előbeállítóval, és kinyomtatja a pontos méreteket egy címkére, amely a szerszámot a géphez kíséri. „A mért adatokat azonban a WinTool adatbázisába is betöltjük, ahol bármikor lekérhetők” - mondja Moritz Panthel.
A szerszámadatok gépbe történő bevitele jelenleg még manuális, mivel az átállási folyamat még nem fejeződött be” - magyarázza a szerszámfelelős. Tudatában van annak, hogy a Microset UNO automatic drive előbeállító közvetlenül a gépre is írhatná az adatokat egy utófeldolgozó segítségével. „De először be kell fejeznünk a többi feladatot.
Aztán ilyen intézkedéseket teszünk a pontok fölé.” Először minden szerszámot és tartót digitalizálni kell, és egy lézerrel bevésett Data-Matrix kóddal egyértelműen meg kell jelölni. „Egy részét már elvégeztük. De nagy készleteink vannak, amelyek még időt igényelnek” - mondja Moritz Panthel.
Benjamin Dombrowe, a Strunk technikai értékesítési képviselője a HAIMER-nél elmondja, hogy a HAIMER segít csökkenteni a digitalizálási költségeket: „Mostanra minden paramétert, lépés- és DXF-adatot a DIN 4000 és ISO 13399 szerint előkészítettünk a szerszám tartóinkhoz. Az adatok elérhetők és letölthetők a weboldalunkon és a Tooltracer adatplatformon minden ügyfél számára. Ezen kívül 2025 elejétől minden szerszám tartót egyedi azonosítóval látunk el – lézerrel bevésett, egyértelmű Data-Matrix kódként, amely kizárja a bármilyen összetévesztést.”
A digitalizálás időt igényel, de megéri

„Még nem fejeződött be a szervezeti átalakítási folyamatunk. De már nagyon pozitív fejlődéseket látunk” - számol be Moritz Panthel. „A HAIMER Microset UNO automatic drive 20/40 előbeállítóba történő befektetéssel nemcsak pontosan tudjuk mérni a szerszámokat. A WinTool-ból be tudjuk olvasni a hosszúság és átmérő kívánt értékeit, és össze tudjuk hasonlítani a tényleges értékekkel. Így biztosítjuk, hogy a szerszámok helyesen legyenek összeszerelve, és a gépen ne legyen ütközési veszély.”
Egy további előny: A WinTool segítségével a felelősök képesek a megszerelt szerszámokat digitális ikerként kezelni és raktározási szempontból nyilvántartani. Ez a Strunk-nál már papírmentesen működik.
Minden gyártási munkatársnak van egy táblagépe, amely az ERP rendszer és a cikkhez kapcsolódó dokumentumtartók mellett a WinTool webalkalmazást is tartalmazza. A lézerrel bevésett Data-Matrix kód segítségével egy szkennelési folyamat során minden szerszámot raktárhelyekre, szerszámtartókra vagy gépekre foglalhat. „Ennek az az előnye, hogy bármikor tudjuk, hol van a szerszám és mennyi ideig állt” - érvel Moritz Panthel.
Megérik a beruházások és a digitalizálási költségek? A Strunk-nál a felelősök biztosak benne. „Bár a Break-Even pontot nem tudjuk kiszámítani, mert túl sok tényező játszik szerepet, amelyeket nem lehet monetárisan meghatározni” - foglalja össze Moritz Panthel. „A folyamatjavítások például, a gyorsabb beállítás, a csökkentett hibák és gépállásidők, a rendelkezésre álló szerszámok pontos ellenőrzése, mindez végső soron pénzt takarít meg és hozzájárul a befektetés megtérüléséhez. Számokban és időben kifejezni azonban nem lehet.”
Kapcsolat:


