


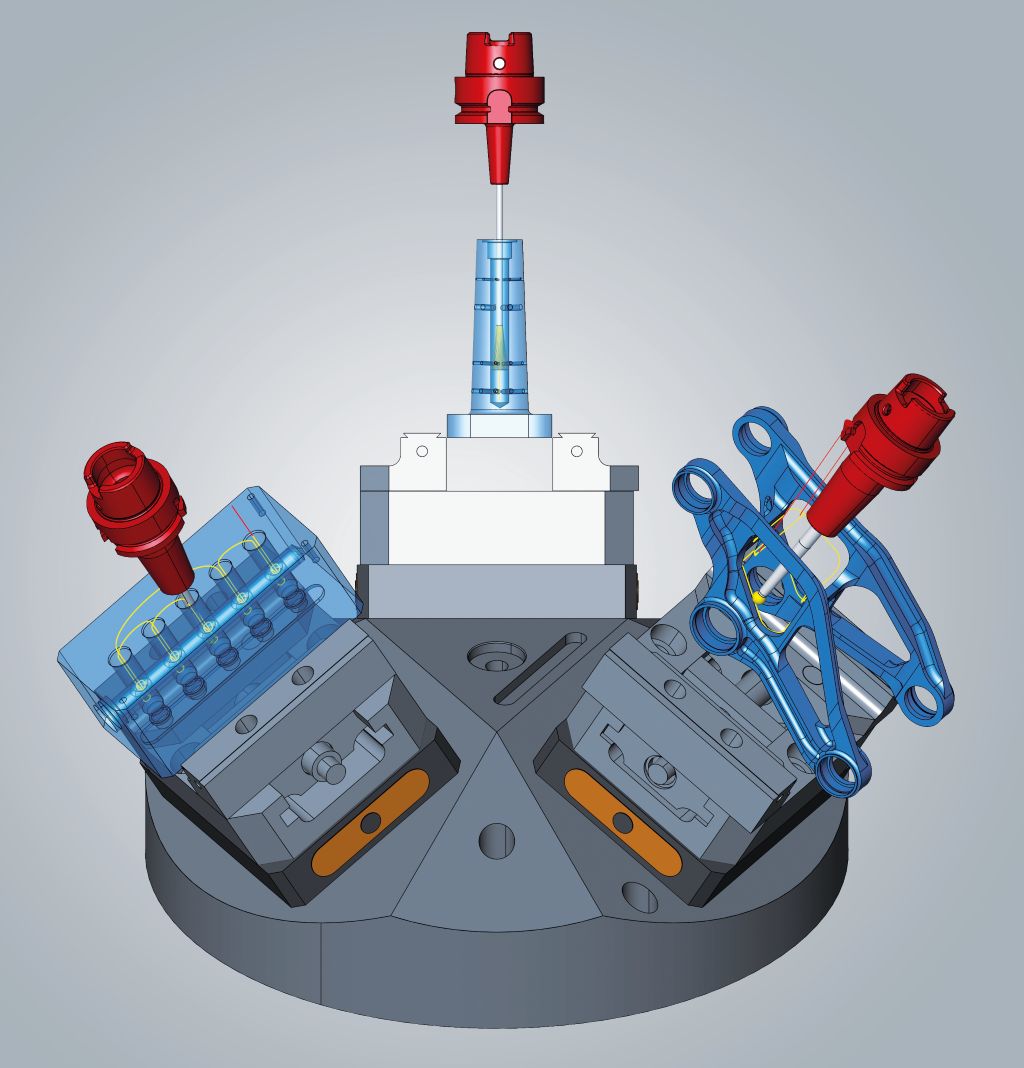
Edge and hole deburring are not only functionally critical but also significantly contribute to the quality and value of the end product. hyperMILL 2025 offers a package with three new strategies for deburring directly at the machine. Users can quickly and reliably deburr a wide variety of component geometries. An effective solution for breaking sharp edges of a component is 5-axis deburring. After selecting the edges, the strategy automatically calculates all tool paths. The strategy supports both a 3-axis and a 5-axis mode, where processing is indexed whenever possible. The same applies to the strategy for deburring edges at holes and intersecting holes. Another strategy in this context is hole brushing, where a special brushing tool deburrs cross holes, threads, or other features or improves surface quality. The machining process is divided into different phases, and for each phase, processing parameters such as spindle, feed, speed, coolant, and dwell time can be defined.

5-axis automatic mode
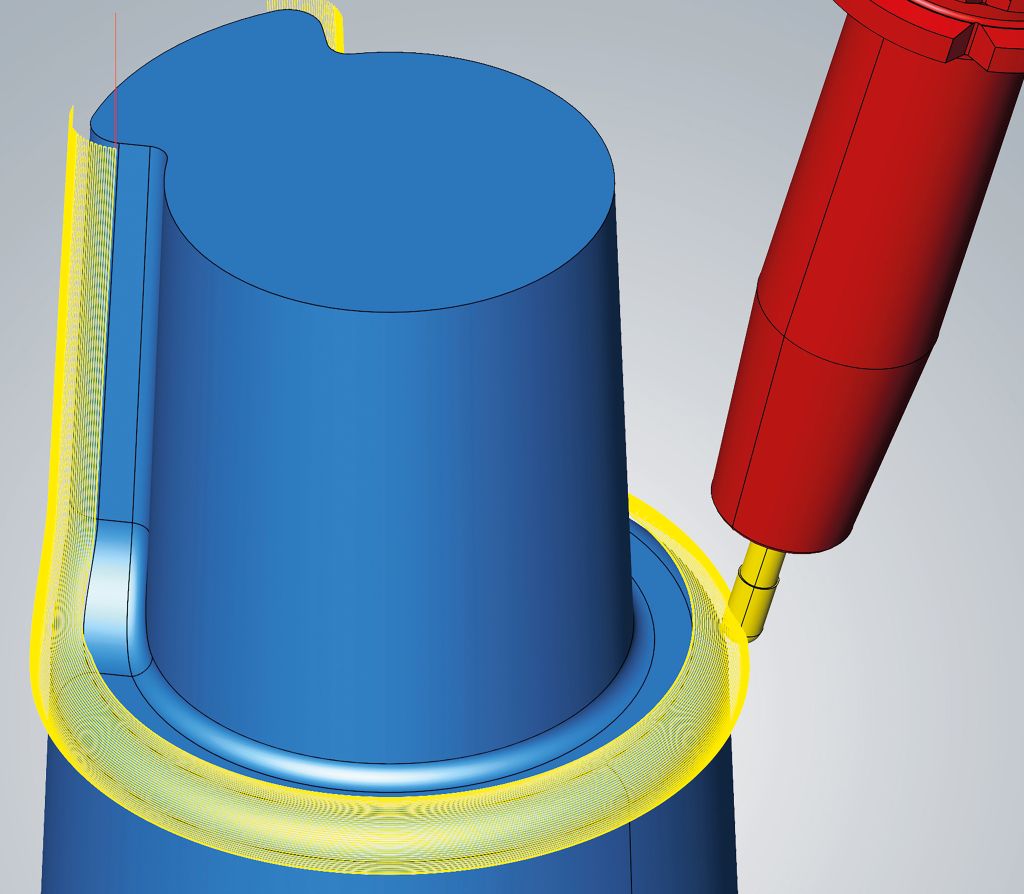
Thanks to the pre-analysis of the entire tool path, the new 5-axis algorithm in hyperMILL calculates an optimal processing sequence of simultaneous and indexed tool movements. The choice of the preferred, faster indexed processing and the simultaneous processing phases occurs automatically. The new strategy 5-axis ISO processing allows surfaces to be processed according to the course of the ISO lines (U and V). In addition to feed adjustment at curves and a 3D radius correction, a new high-precision surface mode with a homogeneous point distribution can be utilized here. This is also available in 5-axis profile finishing for surface and cavity processing. Both strategies are adaptations of proven 3D techniques.
Milling and Turning
For 3D-optimized roughing, the pocket milling algorithm has been newly developed to achieve higher efficiency in roughing, especially with large lateral infeed. Tool path rounding can be better controlled through the separate definition of contour and path radius. This is utilized in the new processing strategy 'Axis Parallel Mode' for processing flat surfaces. New features are also available for turning. It is now possible to quickly and easily create a V-sketch for turning contours from the 3D model. In the V-sketch, dimensions and tolerance specifications can then be defined. Based on these values, the turning contour can be shifted to the tolerance center.
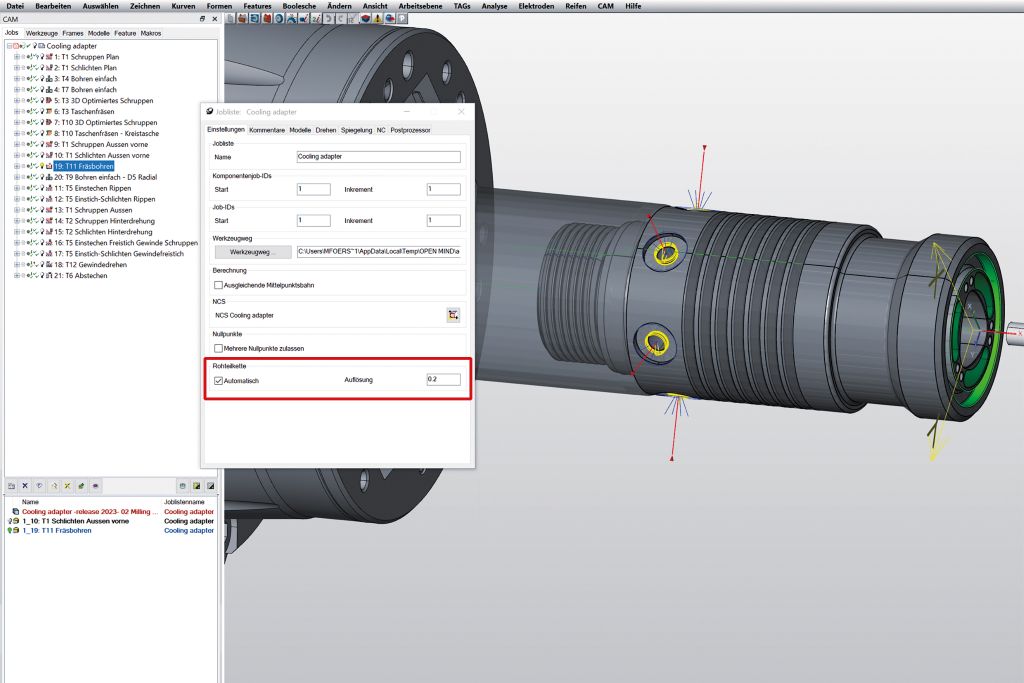
Especially for the transition between turning and milling operations or other projects with a variety of steps, the new automatic raw part chain provides security. hyperMILL automatically creates all raw parts in the correct order – even with changes in the job sequence.
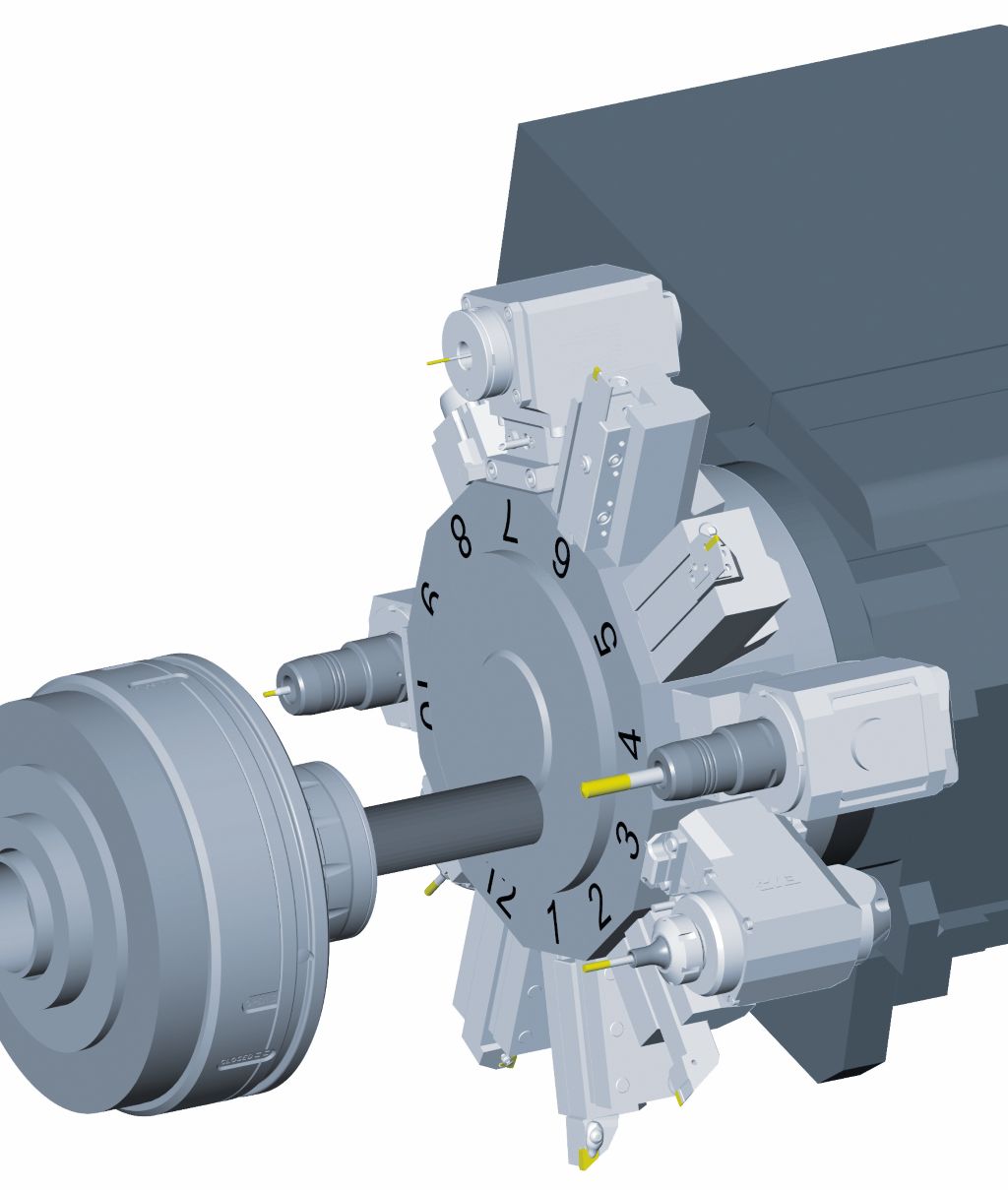
hyperMILL VIRTUAL Machining
In hyperMILL VIRTUAL Machining, lathes with a turret and a main spindle are represented as digital twins. Turning operations in hyperMILL now also support FANUC and Mitsubishi controls, in addition to Siemens. Also new is the job calculation with the virtual machine. This means that hyperMILL has the machine model available during tool path calculation. Collision control and avoidance occur considering machine geometry and limits.
The result is more precise and optimized tool paths, especially in tight spaces.
hyperMILL and Hummingbird-MES: improved tool management
The integration between hyperMILL and Hummingbird-MES is also progressing, especially in the area of tool management. With the new version, users benefit from an even deeper integration of both systems: Tool data from the hyperMILL tool database can now be managed consistently, conveniently, and across systems. Tools can be exported directly from hyperMILL – including all relevant technology parameters. To avoid inconsistent tool data, these tools are automatically locked in hyperMILL as soon as they are transferred to Hummingbird. This creates a seamless, secure, and efficient process for tool management – from the CAM system through Hummingbird to other systems such as a tool presetting device.
Contact:


