



Egy közös projekt keretében a MAPAL és a bavius gépgyártó egy mintadarabot fejlesztett és gyártott a repülőipar számára. A körülbelül három méter hosszú alumínium alkatrész egy valós hátsó merevítő elemre épül, emellett számos további igényes alkalmazással is gazdagították. A komplexitás mellett lenyűgöző a tíz órás rövid megmunkálási idő, amely a bavius AeroCell termelékenységén és a MAPAL alumíniummegmunkáláshoz készült speciális szerszámain alapul.
A bavius technologie gmbh Baienfurtban az alumíniumból készült szerkezeti elemek nagy sebességű térfogatmarására specializálódott, amelyeket tipikusan a légiközlekedés területén használnak szárnyak és törzs esetében. A bavius (korábban Handtmann A-Punkt Automation) 2017 óta önálló, családi vállalkozásként működik, és két termékcsoportra összpontosít: Profil-bearbeitungszentren (PBZ) és Horizontale Bearbeitungszentren (HBZ) az AeroCell sorozattal. Jelenleg körülbelül 120 alkalmazottal a bavius a bevételeinek több mint 80 százalékát a légiközlekedési iparban generálja. OEM-ként vagy beszállítóként ügyfeleik kereskedelmi és katonai alkalmazásokhoz gyártanak alkatrészeket. Még műholdakhoz vagy rakétákhoz, mint például az Ariane 6, is készítenek alkatrészeket a gépeiken.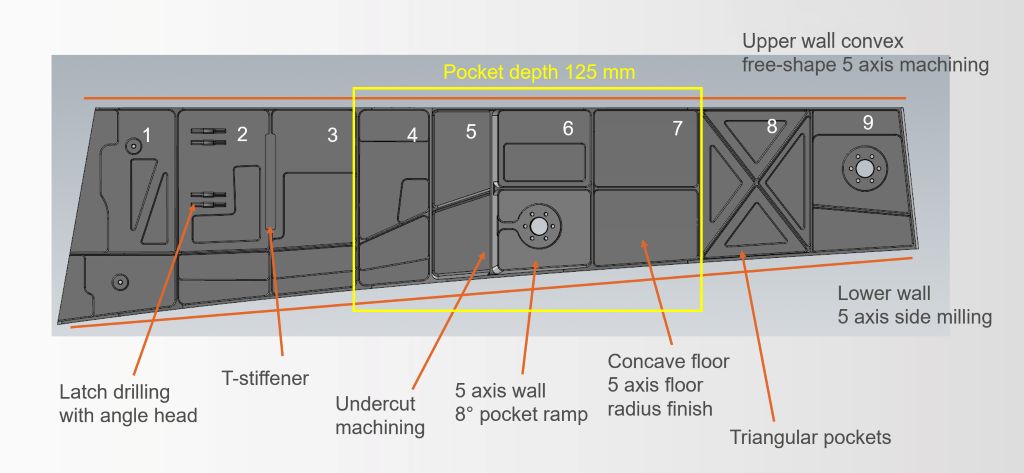
Minden Németországban készült
A bavius legtényeinek többsége Európában található, további erős piacok Észak-Amerika és Ázsia. Az Egyesült Államokban a gépgyártó saját fiókot üzemeltet, de a globális piac számára kizárólag Baienfurtban, két légkondicionált csarnokban, körülbelül 10.000 négyzetméteres gyártóterületen készítik a termékeket.
A bavius öt tengelyes megmunkáló központjainak különleges ereje a rendkívüli dinamizmusuk, amely a nagy sebességű megmunkálások során magas termelékenységet biztosít. Annak érdekében, hogy a gépekből a lehető legjobb teljesítményt hozzák ki, a bavius saját maga gyártja a marófejeket. A termékcsalád zászlóshajója a bavius AeroCell 160 I 400, amely 140 kW-os orsóteljesítménnyel és maximálisan 30.000 fordulattal rendelkezik percenként. A 140 kW már 18.000 fordulatnál elérhető, tehát a maximális teljesítmény egy széles fordulatszám-tartományban rendelkezésre áll. „Ha valamit csinálunk, azt kiválóan akarjuk csinálni, és az AeroCell 160 I 400-al világszerte technológiai vezetők vagyunk” - biztosít Dominik Merz, a bavius globális értékesítési igazgatója.


Több mint 90 százalék forgács
A hátsó gerenda mintadarabként lett kiválasztva, mert nagyon jól illeszkedik a géphez, amelynek asztalmagassága 1,6 méter és szélessége 4 méter. Ez a hátsó gerenda tipikus szerkezeti elem a szárnyakban. A hátsó gerenda és az első gerenda között bordák helyezkednek el, amelyek derékszögben állnak a gerendákhoz képest. A szerkezeti elemek meghatározzák a szárny geometriáját, amelyre a külső burkolat fel van szegecselve. A kész alkatrész, amely repülőgép alumíniumból, 7075-ös ötvözetből készült, pontosan 2977 x 748 mm méretű. A repülőgépalkatrészekre jellemző lapos forma 138 mm magassággal rendelkezik. A jól egy tonnás kiindulási súlyból a megmunkálás után mindössze 70,61 kg marad – ez az arány a légiközlekedési szektorban sem szokatlan.
Már csak jogi okokból sem használhattak a bavius és a MAPAL valós alkatrészt egy repülőgépgyártótól a megmunkáláshoz. Ez azonban egyben szabadságot is adott a felelősöknek, hogy a tervezést számos egyéb alkalmazásra is felhasználhassák. Így a bemutatóobjektum sokkal összetettebb, mint bármely valós hátsó gerenda, és olyan alkalmazásokat is tartalmaz, amelyek nem feltétlenül ehhez az alkatrészhez kapcsolódnak, de más alkatrészeknél szükségesek lehetnek.
„Egy ügyfél, aki jártas a szerkezeti elemekben és látja a mi alkatrészünket, felismeri magát benne, és olyan jellemzőket talál, amelyek a saját alkatrészeiben is megtalálhatók“ – indokolja Dominik Merz ezt a megközelítést.
A megmunkálás Baienfurtban két rögzítéssel zajlott. Az 1. beállításnál alulról rögzítettek, a 2. beállításnál vákuumtechnika biztosította a stabil tartást. Az elülső oldal első pillantásra egyszerűbbnek tűnik, mint amilyen valójában. A felület nem sík, hanem enyhén domború, 9,5 m-es sugárral. Ezért a munkadarabot nem lehet egyszerűen síkmarni, hanem öt tengelyes megmunkálást kell alkalmazni. A durva és finom megmunkáláshoz a MAPAL a NeoMill-Alu-QBig-et 50 mm átmérővel és az OptiMill-Alu-Wave-t 25 mm átmérővel használta. A felületi befejezést egy PKD különleges maró végezte.
Zsebek minden formában
Különösen kihívást jelentett a hátsó oldal megmunkálása, amelyet kilenc különböző szekcióra osztottak, mindegyik sajátos alkalmazásokkal. Mint minden hátsó merevítő, a mintadarab sok zsebet tartalmaz, itt azonban minden elképzelhető formában: téglalap, háromszög, kerek, nyitott, zárt, részben ferde vagy ívelt aljjal. A merevítők nagyon vékonyak, a falak túlnyomórészt ferde helyzetűek. A zsebek mélysége akár 137 mm is lehet.
A NeoMill-Alu-QBig előfeldolgozása után a zsebek kiürítésére különböző hosszúságú OptiMill-Alu-Wave eszközöket használtak. A félfinom megmunkálást egy, a légiközlekedési alkalmazásokhoz módosított sarokmaró végezte. Különleges geometriájának köszönhetően az eszköz különösen alkalmas a sarkok maradék anyagának megmunkálására, valamint a padlók és falak utólagos finommarására. A speciális magemelkedés biztosítja az optimális stabilitást a forgácsolási folyamat során. Az összes terület hatékony megmunkálása érdekében a MAPAL szakértői a módosított sarokmarót különböző átmérőkben és hosszúságokban alkalmazták.
Ahogyan a MAPAL programozásában is figyeltek a hatékonyságra, azt Alexander Follenweider komponensmenedzser így írja le: „Zig-zag stratégiával dolgozunk az azonos és az ellenkező irányban, hogy időt takarítsunk meg. A megmunkálás során tehát a stratégia folyamatosan változik.” A magas megmunkálási sebességek ellenére az alumíniumot nem szabad megsérteni, mivel a túlmelegedés megváltoztatja a tulajdonságait.
Az OptiMill-Alu-Wave 29.000 fordulatnál, 48 mm vágási mélységnél és 12 m/min előtolásnál működött a csúcson. A nagyobb NeoMill-Alu-QBig 10 mm vágási mélységnél több mint 25 m/min előtolást ért el. Csak az első 55 percben a második rögzítés megmunkálása során 425 kg alumíniumot forgácsoltak, a csúcsérték pedig több mint 14 l/min forgácsmennyiséget ért el.
„Ezek kiváló értékek, amelyeket itt elértünk – és közben nagyon jó felületeket is létrehoztunk“ – értékeli a resultados Stefan Diem, a bavius alkalmazástechnikai szakembere.





Semmi sem standard.
A különböző zsebek nem az egyetlen kihívást jelentik az alkatrész számára: A négy fülnél lévő fúrások csak szögfejjel hozzáférhetők. Más helyeken hátrahúzásokra van szükség.
Egy tipikus, úgynevezett T-megerősítő, amely a szerkezeti elemek merevítésére szolgál, szintén megtalálható a mintadarabon, és egy PKD különleges szerszámmal dolgozzák fel. Fúrási és reibolási műveletek is szükségesek bizonyos területeken. „A mi alkatrészünkön semmi sem normális” – kommentálja Dominik Merz azt a tényt, hogy gyakorlatilag sehol sem található derékszög. Az ilyen ferde konstrukciók azonban teljesen tipikusak a légiipar számára.
Az érintett partnerek ügyfélbemutatóihoz és a vásárokon való figyelemfelkeltéshez Baienfurtban öt ilyen hátsó merevítőt gyártottak. Egy alkatrész megmunkálása összesen pontosan 10 órát vesz igénybe, amivel a projekt résztvevői nagyon elégedettek. „Más gépeken egy ilyen alkatrész szívesen eltölt 20-30 órát” - becsüli Merz. Klasszikusan a szerkezeti alkatrészeket függőleges gantry gépeken, nagy szerszámokkal dolgozzák fel, jellemzően 125 mm átmérőjű szerszámfejekkel. A szerszám előtolása és fordulatszáma alacsony marad. Ennek a módszernek az egyik hátránya, hogy a forgácsok ott maradhatnak, és karcolásokat okozhatnak. Ezenkívül hőbevitelt is okoz az alkatrészbe. A vízszintes megmunkálás ezt kizárja. A dinamikus AeroCell 160 I 400, amely rendkívüli gyorsulásával magas vágási értékeket tesz lehetővé, teljesen új lehetőségeket nyit meg.
Szoros együttműködés
A MAPAL és a bavius már évek óta nagyon intenzív együttműködést ápol, amelyből mindkét fél profitál. Amikor a MAPAL kifejlesztette a NeoMill-Alu-QBig-et és az OptiMill-Alu-Wave-et, a új szerszámok prototípusait már Baienfurtban tesztelték és tovább optimalizálták. A szerszámgyártónak Aalenben nincsenek hasonló teljesítményű gépei. Másrészt a bavius is innovatív szerszámokra támaszkodik, ahogy Stefan Diem kifejti: „A prémium gépünkhöz olyan csúcsminőségű szerszámokra van szükségünk, mint a MAPAL, amely a nagy teljesítményű maróival a gépünket a határokig kihajtja. Univerzális szerszámokkal ez nem működik, így nem nyerünk tapasztalatokat.”
A partnerség két évvel ezelőtt bemutatta, mit tud az AeroCell 160. A tesztüzemben túlterhelés mellett a teljes keményfém maró, az OptiMill-Alu-Wave, akár 20 l/min forgácsvolumenet is elért a normál alumínium teljes horonymarásakor. A most elért csúcsérték, 12 l/min egy AL 7075-ből készült alkatrész esetében, semmiben sem marad el ettől.
„Nagyon értékelem a MAPAL-lal való együttműködést, mert nyíltan és tisztességesen beszélgetünk egymással, és mindig megkapjuk a megoldást“ – hangsúlyozza Stefan Diem. Jens Ilg, a MAPAL légi közlekedési és kompozit üzletágának fejlesztési vezetője számára a közös sikernek személyes vonatkozása is van: „Optimális érzést kapok a saját termékeinkről, amikor azokat a valós, szükséges körülmények között használom. Így azokat a megfelelő ajánlásokkal tudom a vásárlóknak kínálni.”
Kapcsolat:


