



In un progetto comune, MAPAL e il produttore di macchine bavius hanno sviluppato e realizzato un campione per l'industria aeronautica. Il componente in alluminio, grande circa tre metri, è ispirato a un vero Rear Spar dell'industria aeronautica, ma è stato arricchito con una serie di ulteriori applicazioni impegnative. Oltre alla complessità, colpisce il breve tempo di lavorazione di dieci ore, basato sulla produttività della bavius AeroCell e sugli strumenti speciali per la lavorazione dell'alluminio di MAPAL.

La bavius technologie gmbh di Baienfurt è specializzata nella lavorazione volumetrica ad alta velocità di componenti strutturali in alluminio, come quelli tipicamente richiesti nel settore aeronautico per ali e fusoliere. bavius (precedentemente Handtmann A-Punkt Automation) opera dal 2017 come azienda indipendente a conduzione familiare e si concentra su due linee di prodotto: centri di lavorazione profili (PBZ) e centri di lavorazione orizzontali (HBZ) con la serie AeroCell. Con attualmente circa 120 dipendenti, bavius genera oltre l'80% del suo fatturato nell'industria aerospaziale. Come OEM o fornitore, i loro clienti producono componenti per applicazioni commerciali e militari. Anche componenti per satelliti o razzi come l'Ariane 6 vengono prodotti sulle macchine.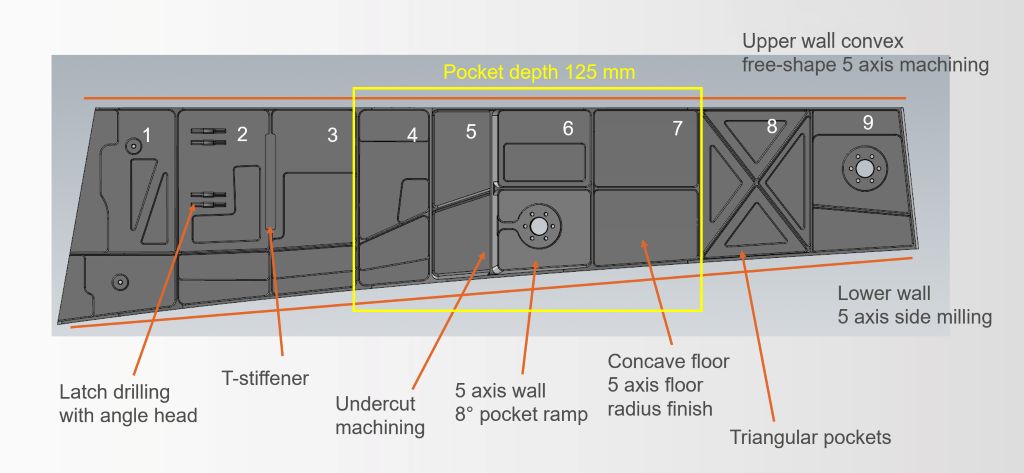
Tutto Made in Germany
La maggior parte delle macchine bavius si trova in Europa, altri mercati forti sono il Nord America e l'Asia. Negli Stati Uniti, il produttore di macchine ha una propria filiale, ma la produzione per il mercato mondiale avviene esclusivamente a Baienfurt in due capannoni climatizzati su una superficie produttiva di circa 10.000 metri quadrati.
Una particolare forza dei centri di lavorazione a cinque assi di bavius è la loro straordinaria dinamicità, che offre alta produttività nelle lavorazioni ad alta velocità. Per estrarre le ultime prestazioni dalle macchine, bavius produce autonomamente le proprie teste fresatrici. Il fiore all'occhiello della linea di prodotto è la bavius AeroCell 160 I 400 con una potenza del mandrino di 140 kW e un massimo di 30.000 giri al minuto. I 140 kW vengono già raggiunti a 18.000 giri, quindi la potenza massima è disponibile su un ampio intervallo di giri. “Quando facciamo qualcosa, vogliamo farlo in modo eccellente, e con la nostra AeroCell 160 I 400 siamo leader tecnologici a livello mondiale”, assicura Dominik Merz, Direttore Vendite Globali di bavius.


Oltre il 90% di trucioli
Il Rear Spar è stato scelto come campione perché si adatta molto bene alla macchina con i suoi 1,6 metri di altezza del tavolo e 4 metri di larghezza. Questo longherone posteriore è un tipico componente strutturale nelle ali. Tra il Rear Spar e il Front Spar scorrono le nervature, disposte perpendicolari ai longheroni. I componenti strutturali definiscono la geometria dell'ala, la pelle esterna è rivettata su di essa. Il componente finito in alluminio aeronautico 7075 misura esattamente 2977 x 748 mm. Tipico per i pezzi di aereo è la forma piatta con un'altezza di 138 mm. Da un peso iniziale di oltre una tonnellata, dopo la lavorazione rimangono appena 70,61 kg - anche questo rapporto non è insolito nel settore aerospaziale.
Solo per motivi legali, bavius e MAPAL non hanno potuto utilizzare un componente reale di un produttore di aerei per la lavorazione. Tuttavia, questo ha dato ai responsabili la libertà di utilizzare il design per una serie di ulteriori applicazioni. Pertanto, l'oggetto dimostrativo è molto più complesso di qualsiasi vero Rear Spar e contiene anche applicazioni che non devono necessariamente essere associate a questo componente, ma che possono essere richieste su altri componenti.
“Un cliente che conosce i componenti strutturali e vede il nostro componente si riconosce e trova caratteristiche che sono presenti anche nei propri componenti”, spiega Dominik Merz questa procedura.
La lavorazione si è svolta a Baienfurt in due bloccaggi. Il Setup 1 è avvenuto in bloccaggio a bassa trazione, nel Setup 2 la tecnologia del vuoto ha garantito una presa sicura. La parte anteriore sembra a prima vista più semplice di quanto non sia in realtà. La superficie non è piana, ma si curva leggermente in modo convesso su un raggio di 9,5 m. Pertanto, non è possibile fresare semplicemente in piano, ma è necessario utilizzare la lavorazione a cinque assi. Per la sgrossatura e la finitura, MAPAL ha utilizzato il NeoMill-Alu-QBig con un diametro di 50 mm e l'OptiMill-Alu-Wave con un diametro di 25 mm. La finitura superficiale è stata eseguita da un fresatore speciale PKD.
Tasche in tutte le forme
Particolarmente impegnativa è stata la lavorazione del retro, suddiviso in nove sezioni diverse, ognuna con applicazioni particolari. Come ogni Rear Spar, il campione presenta molte tasche, qui però realizzate in tutte le forme immaginabili: rettangolari, triangolari, rotonde, aperte, chiuse, alcune con fondo inclinato o curvo. Le traverse sono molto sottili, le pareti prevalentemente inclinate. Le tasche hanno una profondità fino a 137 mm.
Dopo la pre-lavorazione con il NeoMill-Alu-QBig, è stato utilizzato un OptiMill-Alu-Wave in diverse lunghezze per svuotare le tasche. La semi-finitura è stata eseguita da un fresatore angolare modificato appositamente per applicazioni aeronautiche. Grazie alla sua particolare geometria, lo strumento è particolarmente adatto per la lavorazione del materiale residuo degli angoli e per la successiva fresatura di finitura dei fondi e delle pareti. Il particolare aumento del nucleo garantisce stabilità ottimale nel processo di lavorazione. Per lavorare in modo efficiente tutte le aree, gli specialisti MAPAL hanno utilizzato il fresatore angolare modificato in diversi diametri e lunghezze.
Come è stato prestato attenzione all'efficienza anche nella programmazione presso MAPAL, descrive il manager dei componenti Alexander Follenweider: "Lavoriamo con una strategia a zigzag in parallelo e controcorrente per risparmiare percorsi. Durante l'elaborazione, quindi, la strategia viene costantemente cambiata." Nonostante le elevate velocità di lavorazione, l'alluminio non deve essere danneggiato, poiché in caso di surriscaldamento le sue proprietà cambiano.
L'OptiMill-Alu-Wave è stato utilizzato a 29.000 giri, con una profondità di taglio di 48 mm e un avanzamento di 12 m/min al massimo. Il più grande NeoMill-Alu-QBig ha raggiunto un avanzamento di oltre 25 m/min con una profondità di taglio di 10 mm. Solo nei primi 55 minuti della lavorazione della seconda morsa sono stati asportati 425 kg di alluminio, raggiungendo un volume di trucioli di oltre 14 l/min al massimo.
„Questi sono valori eccellenti che siamo riusciti a raggiungere – e abbiamo anche ottenuto superfici molto buone“, riconosce Stefan Diem, tecnico applicativo presso bavius, i risultati.





Niente è standard.
Le diverse tasche non sono le uniche sfide per il componente: i fori su quattro alette sono accessibili solo con una testa angolare. In altre parti sono necessari dei sottosquadri.
Anche un tipico rinforzo a T, chiamato così per la sua forma, per la rigidificazione è presente nel pezzo campione e viene lavorato con uno strumento speciale in PKD. Anche operazioni di foratura e di rettifica sono richieste in determinate aree. "Nel nostro componente non c'è nulla di normale", commenta Dominik Merz riguardo al fatto che praticamente non si trova un angolo retto. Tuttavia, tali costruzioni oblique sono del tutto tipiche per il settore aerospaziale.
Per le presentazioni ai clienti presso i partner coinvolti e come attrazione alle fiere, sono stati realizzati a Baienfurt cinque di questi Rear Spars. La lavorazione di un pezzo dura complessivamente esattamente 10 ore, con grande soddisfazione da parte dei partecipanti al progetto. "Su altre macchine, un componente del genere impiega volentieri 20-30 ore", stima Merz. Tradizionalmente, i componenti strutturali vengono lavorati su macchine Gantry verticali con grandi utensili, tipicamente teste di taglio con diametri di 125 mm. La velocità di avanzamento e il numero di giri rimangono bassi. Uno svantaggio di questo metodo è che i trucioli possono rimanere e causare graffi. Inoltre, si verifica un trasferimento di calore nel componente. La lavorazione orizzontale esclude questo problema. In combinazione con utensili ad alte prestazioni che consentono elevate velocità di taglio, la dinamica AeroCell 160 I 400 con la sua accelerazione estrema apre nuove possibilità.
Collaborazione stretta
MAPAL e bavius collaborano intensamente da molti anni, beneficiando entrambe le parti. Quando MAPAL ha sviluppato il NeoMill-Alu-QBig e l'OptiMill-Alu-Wave, è stato possibile testare e ottimizzare ulteriormente i prototipi dei nuovi strumenti a Baienfurt. Il produttore di utensili ad Aalen non dispone di macchine altrettanto performanti. D'altra parte, anche bavius dipende da strumenti innovativi, come spiega Stefan Diem: "Per la nostra macchina premium abbiamo bisogno di utensili di alto livello da un fornitore come MAPAL con i suoi fresatori ad alto volume, che portano la nostra macchina al limite. Con utensili universali non funziona, non otteniamo alcuna informazione."
Nel lavoro di squadra, i partner hanno dimostrato due anni fa cosa può fare l'AeroCell 160. Durante il test operativo con sovraccarico, il fresatore in metallo duro integrale OptiMill-Alu-Wave ha raggiunto un volume di truciolo fino a 20 l/min nella fresatura a pieno profilo in alluminio normale. Il valore di punta ora raggiunto di 12 l/min su un componente in AL 7075, che è più resistente alla trazione, non è da meno.
„Apprezzo molto la collaborazione con MAPAL perché si parla in modo aperto e corretto, e riceviamo sempre una soluzione“, sottolinea Stefan Diem. Per Jens Ilg, Business Development Aerospace & Composites di MAPAL, il successo comune ha anche un aspetto personale: „Ho anche una sensazione ottimale sui nostri prodotti quando li ho utilizzati nelle condizioni reali richieste. E poi posso offrirli a un cliente con le raccomandazioni appropriate.“
Contatto:


