



У спільному проекті компанії MAPAL та виробник машин bavius розробили та виготовили зразкову деталь для авіаційної промисловості. Ця алюмінієва деталь розміром приблизно три метри в діаметрі є натхненною реальним заднім спаром з авіабудування, але також була оснащена безліччю інших складних застосувань. Окрім складності, вражає короткий час обробки – десять годин, що базується на продуктивності bavius AeroCell та спеціальних інструментах для обробки алюмінію від MAPAL.
Компанія bavius technologie gmbh у Байенфурті спеціалізується на високошвидкісній обробці об'ємних деталей з алюмінію, які зазвичай потрібні в авіаційній галузі для крил і фюзеляжів. bavius (раніше Handtmann A-Punkt Automation) діє з 2017 року як незалежне, сімейне підприємство та зосереджується на двох продуктових лініях: центрах обробки профілів (PBZ) та горизонтальних обробних центрах (HBZ) серії AeroCell. Наразі з приблизно 120 співробітниками bavius генерує понад 80 відсотків свого доходу в авіаційній та космічній промисловості. Як OEM або постачальники, їхні клієнти виробляють деталі для комерційних і військових застосувань. Також на цих машинах виготовляються компоненти для супутників або ракет, таких як Ariane 6.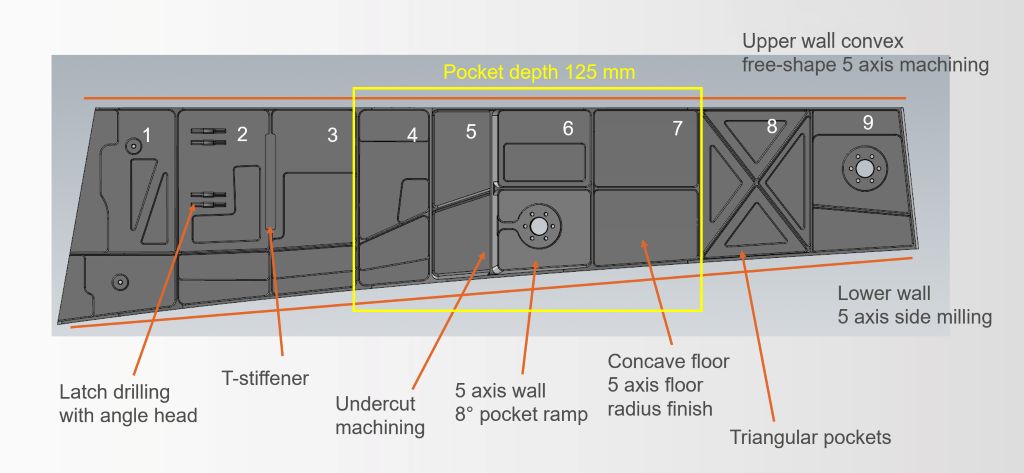
Все виготовлено в Німеччині
Більшість машин bavius знаходяться в Європі, інші сильні ринки - Північна Америка та Азія. У США виробник машин має власне представництво, але виробництво для світового ринку здійснюється виключно в Байєнфурті в двох кондиціонованих залах на виробничій площі близько 10 000 квадратних метрів.
Особливою перевагою п'ятиосьових обробних центрів компанії bavius є їхня виняткова динаміка, яка забезпечує високу продуктивність під час обробки на високих швидкостях. Щоб витягти останню продуктивність з машин, bavius виготовляє свої фрезерні головки самостійно. Флагманом продуктового ряду є bavius AeroCell 160 I 400 з потужністю шпинделя 140 кВт і максимальною швидкістю 30 000 обертів на хвилину. При цьому 140 кВт досягаються вже при 18 000 обертах, отже, максимальна потужність доступна на великому діапазоні обертів. "Коли ми щось робимо, ми хочемо зробити це відмінно, і з нашою AeroCell 160 I 400 ми є технологічними лідерами у світі", запевняє Домінік Мерц, директор з глобальних продажів компанії bavius.


Понад 90 відсотків стружки
Задня балка була обрана як зразковий елемент, оскільки вона дуже добре підходить до машини з висотою столу 1,6 метра та шириною 4 метри. Цей задній брус є типовим структурним елементом у крилах. Між задньою балкою та передньою балкою проходять ребра, які розташовані перпендикулярно до балок. Структурні елементи визначають геометрію несучого поверхні, зовнішня оболонка прикріплена до них заклепками. Готовий елемент з авіаційного алюмінію 7075 має точні розміри 2977 x 748 мм. Типовою рисою авіаційних частин є плоска форма з висотою 138 мм. З початкової ваги понад тонну після обробки залишається лише 70,61 кг – таке співвідношення також не є незвичайним у галузі аерокосмічної техніки.
Навіть з юридичних причин bavius і MAPAL не могли використовувати реальну деталь від виробника літаків для обробки. Це, однак, дало відповідальним особам свободу адаптувати дизайн для багатьох інших застосувань. Таким чином, демонстраційний об'єкт є значно складнішим, ніж будь-який реальний задній спар, і містить також застосування, які не обов'язково можна віднести до цієї деталі, але які можуть бути вимагатися для інших деталей.
«Клієнт, який знається на структурних елементах і бачить нашу деталь, впізнає себе в цьому і знаходить ознаки, які також містяться в його власних деталях», пояснює Домінік Мерц цей підхід.
Обробка відбулася в Байенфурті в два етапи. Налаштування 1 виконувалося в режимі нижнього затиску, а в налаштуванні 2 вакуумна техніка забезпечила надійне утримання. Передня частина на перший погляд виглядає простішою, ніж є насправді. Поверхня не є рівною, а злегка вигинається конвексно по радіусу 9,5 м. Тому деталь не можна просто фрезерувати плоско, а потрібно використовувати п’ятиосьову обробку. Для грубої та фінішної обробки компанія MAPAL використовувала NeoMill-Alu-QBig діаметром 50 мм та OptiMill-Alu-Wave діаметром 25 мм. Фінішну обробку виконувала спеціальна фреза з ПКД.
Сумки в усіх формах
Особливо складною виявилася обробка зворотного боку, який поділений на дев'ять різних секцій, кожна з яких має свої особливі аплікації. Як і кожен задній спар, зразковий елемент має багато кишень, але тут вони виконані в усіх можливих формах: прямокутні, трикутні, круглі, відкриті, закриті, частково з похилим або вигнутим дном. Перемички дуже тонкі, стінки переважно похилі. Глибина кишень становить до 137 мм.
Після попередньої обробки за допомогою NeoMill-Alu-QBig для вичищення кишень використовувався OptiMill-Alu-Wave різних довжин. Напівфінішну обробку виконував спеціально модифікований куточковий фрезер для авіаційних застосувань. Завдяки своїй особливій геометрії інструмент особливо підходить для обробки залишкового матеріалу в кутах, а також для подальшого фінішного фрезерування дна і стінок. Спеціальний підйом ядра забезпечує оптимальну стабільність у процесі обробки. Щоб ефективно обробити всі області, фахівці MAPAL використовували модифікований куточковий фрезер у різних діаметрах і довжинах.
Як також у програмуванні в MAPAL звертали увагу на ефективність, описує менеджер компонентів Олександр Фолленвайдер: «Ми працюємо зі зигзаг-стратегією в співпадінні та протилежному русі, щоб заощадити шляхи. Під час обробки стратегія постійно змінюється.» Незважаючи на високу швидкість обробки, алюміній не повинен бути пошкоджений, оскільки при перегріванні його властивості змінюються.
ОптиМілл-Алю-Вейв працював на 29 000 обертів, з глибиною різання 48 мм і подачею 12 м/хв на піку. Більший НеоМілл-Алю-QBig досягнув при 10 мм глибині різання подачі понад 25 м/хв. Лише за перші 55 хвилин обробки другого затиску було оброблено 425 кг алюмінію, на піку обсяг стружки перевищив 14 л/хв.
«Це чудові значення, які ми змогли досягти – і ми також отримали дуже хороші поверхні», – відзначає Степан Дієм, технік з застосування в bavius, результати.





Нічого не є стандартом.
Різні кишені не є єдиними викликами для деталі: отвори на чотирьох лапках доступні лише з кутовою головкою. В інших місцях потрібні задні зрізи.
Також типовий для конструкційних елементів так званий Т-стабілізатор для посилення присутній на зразку і обробляється за допомогою спеціального інструменту PKD. Також в певних областях вимагаються свердлильні та розточувальні операції. «На нашій деталі нічого нормального», – коментує Домінік Мерц обставину, що практично ніде немає прямого кута. Такі косі конструкції є дуже типовими для аерокосмічної галузі.
Для презентацій клієнтів у партнерів і як візуальний акцент на виставках у Байенфурті було виготовлено п'ять таких задніх стійок. Обробка однієї деталі займає в цілому точно 10 годин, чим учасники проекту дуже задоволені. «На інших машинах така деталь зазвичай працює 20-30 годин», – оцінює Мерц. Класично конструкційні елементи обробляються на вертикальних гантрійних машинах з великими інструментами, типовими є фрези з діаметрами 125 мм. Подача та обертання залишаються низькими. Недолік цього процесу полягає в тому, що стружка залишається і може викликати подряпини. Крім того, відбувається тепловий вплив на деталь. Горизонтальна обробка виключає це. У поєднанні з потужними інструментами, які дозволяють високі значення різання, динамічна AeroCell 160 I 400 зі своїм екстремальним прискоренням відкриває зовсім нові можливості.
Тісна співпраця.
MAPAL і bavius вже багато років підтримують дуже інтенсивну співпрацю, з якої виграють обидві сторони. Коли MAPAL розробляв НеоМілл-Алю-QBig і ОптиМілл-Алю-Вейв, вже були протестовані та подальше оптимізовані прототипи нових інструментів у Байенфурті. У виробника інструментів в Аален немає подібно потужних машин. З іншого боку, bavius також залежить від інноваційних інструментів, як пояснює Степан Дієм: «Для нашої преміум-машини нам потрібні найкращі інструменти від постачальника, такого як MAPAL, з його високопродуктивними фрезами, які виводять нашу машину на межу. З універсальними інструментами це не працює, ми не отримуємо жодних знань.
У спільній роботі партнери два роки тому продемонстрували, на що здатна AeroCell 160. У тестовій експлуатації з перевантаженням повноциліндровий фрезер ОптиМілл-Алю-Вейв досяг обсягу стружки до 20 л/хв при повному фрезеруванні в звичайному алюмінії. Тепер досягнутий піковий показник 12 л/хв для деталі з більш міцного AL 7075 не відстає.
«Я дуже ціную співпрацю з MAPAL, тому що ми відкрито і чесно спілкуємося, і нам завжди пропонують рішення», – підкреслює Степан Дієм. Для Йенса Ілга, бізнес-розвитку в аерокосмічній галузі та композитах у MAPAL, спільний успіх має також особистий аспект: «Я отримую оптимальне відчуття для наших власних продуктів, коли я використовую їх у реальних, необхідних умовах. І можу потім запропонувати їх клієнту з відповідними рекомендаціями.
Контакт:


