



V rámci společného projektu vyvinuly společnosti MAPAL a výrobce strojů bavius vzorovou součást pro letecký průmysl. Hliníková součást o rozměrech přibližně tři metry na délku je inspirována skutečným zadním nosníkem z leteckého průmyslu, navíc byla obohacena o řadu dalších náročných aplikací. Kromě složitosti ohromuje krátká doba zpracování deseti hodin, která vychází z produktivity bavius AeroCell a speciálních nástrojů pro zpracování hliníku od společnosti MAPAL.
Společnost bavius technologie gmbh v Baienfurtu se specializuje na vysokorychlostní objemové obrábění strukturálních dílů z hliníku, které jsou typicky potřebné v oblasti letectví pro křídla a trup. bavius (dříve Handtmann A-Punkt Automation) působí od roku 2017 jako samostatná, rodinná firma a zaměřuje se na dvě produktové řady: centra pro obrábění profilů (PBZ) a horizontální obráběcí centra (HBZ) s řadou AeroCell. V současnosti s přibližně 120 zaměstnanci generuje bavius více než 80 procent svého obratu v leteckém a kosmickém průmyslu. Jako OEM nebo dodavatel vyrábějí jejich zákazníci díly pro komerční a vojenské aplikace. Na strojích se vyrábějí také komponenty pro satelity nebo rakety, jako je Ariane 6.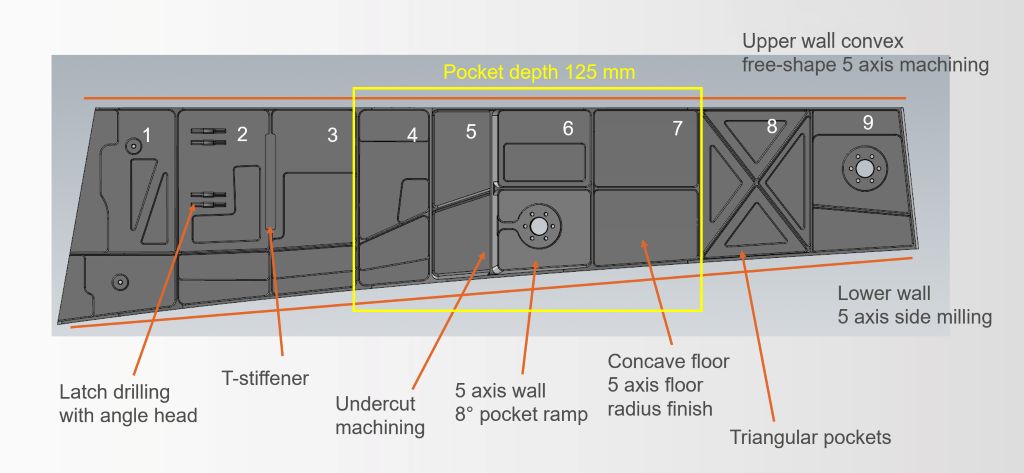
Všechno vyrobeno v Německu
Většina strojů od bavius se nachází v Evropě, další silné trhy jsou Severní Amerika a Asie. V USA má výrobce strojů vlastní pobočku, výroba pro celosvětový trh se však provádí výhradně v Baienfurtu ve dvou klimatizovaných halách na výrobní ploše přibližně 10 000 m².
Jednou z výjimečných sil pětiosých obráběcích center společnosti bavius je jejich neobyčejná dynamika, která při vysokorychlostním obrábění zajišťuje vysokou produktivitu. Aby bavius z strojů dostal ještě poslední výkon, vyrábí si své frézovací hlavy sám. Vlajkovou lodí produktové řady je bavius AeroCell 160 I 400 s výkonem vřetena 140 kW a maximálně 30 000 otáčkami za minutu. Přičemž 140 kW je dosaženo již při 18 000 otáčkách, maximální výkon je tedy k dispozici v širokém rozsahu otáček. „Když něco děláme, chceme to dělat excelentně, a s naším AeroCell 160 I 400 jsme technologicky vedoucí na světě,“ ujišťuje Dominik Merz, ředitel globálního prodeje společnosti bavius.


Více než 90 procent třísek
Zadní nosník byl vybrán jako vzorová součást, protože velmi dobře vyhovuje stroji s výškou stolu 1,6 metru a šířkou 4 metry. Tento zadní nosník je typickou strukturální součástí v křídlech. Mezi zadním a předním nosníkem probíhají žebra, která jsou uspořádána kolmo k nosníkům. Strukturální součásti definují geometrii nosné plochy, na kterou je připevněna vnější plášť. Hotová součást z letadlového hliníku 7075 měří přesně 2977 x 748 mm. Typické pro letecké součásti je ploché provedení s výškou 138 mm. Z původní hmotnosti přes jednu tunu zůstává po obrábění právě 70,61 kg – tento poměr není v oblasti letectví neobvyklý.
Již z právních důvodů nemohli bavius a MAPAL pro zpracování použít skutečnou součástku od výrobce letadel. To však zároveň dalo odpovědným osobám svobodu využít design pro řadu dalších aplikací. Tím je demonstrační objekt mnohem složitější než jakýkoli skutečný zadní nosník a obsahuje také aplikace, které nemusí být nutně přiřazeny této součástce, ale mohou být požadovány u jiných součástí.
„Zákazník, který se vyzná ve strukturálních dílech a vidí náš díl, se v tom poznává a nachází rysy, které jsou obsaženy i v jeho vlastních dílech,“ vysvětluje Dominik Merz tento přístup.
Zpracování probíhalo v Baienfurt ve dvou upínáních. Nastavení 1 bylo provedeno v nízkém upínacím tlaku, v nastavení 2 zajistila vakuová technologie bezpečné uchycení. Přední strana vypadá na první pohled jednodušeji, než ve skutečnosti je. Plocha není rovná, ale mírně se zakřivuje konvexně přes rádius 9,5 m. Proto nelze součást jednoduše frézovat na rovno, ale je nutné využít pětiosé obrábění. Pro hrubování a dokončování zvolil MAPAL nástroj NeoMill-Alu-QBig s průměrem 50 mm a OptiMill-Alu-Wave s průměrem 25 mm. Povrchovou úpravu provedl speciální fréza PKD.
Kapsy ve všech tvarech
Zpracování zadní strany, která je rozdělena do devíti různých sekcí s různými aplikacemi, se ukázalo jako obzvlášť náročné. Stejně jako každá zadní výztuha má vzorová součást mnohé kapsy, zde však ve všech myslitelných tvarech: obdélníkové, trojúhelníkové, kulaté, otevřené, uzavřené, částečně se šikmým nebo zakřiveným dnem. Příčky jsou velmi tenké, stěny převážně šikmé. Kapsy mají hloubku až 137 mm.
Po předběžném zpracování pomocí NeoMill-Alu-QBig byl k vyprázdnění kapes použit OptiMill-Alu-Wave v různých délkách. Poloviční dokončování převzal speciálně pro letecké aplikace modifikovaný rohový frézař. Díky své zvláštní geometrii je nástroj zvláště vhodný pro zpracování zbytkového materiálu v rozích a pro následné dokončovací frézování dno a stěn. Speciální jádrový vzestup zajišťuje optimální stabilitu v procesu obrábění. Aby bylo možné efektivně zpracovat všechny oblasti, specialisté MAPAL použili modifikovaný rohový frézař v různých průměrech a délkách.
Jak bylo v programování u MAPAL dbáno na efektivitu, popisuje manažer komponentů Alexander Follenweider: „Pracujeme se zigzagovou strategií v souběžném a protisouběžném chodu, abychom ušetřili cestu. Během zpracování se tedy strategie neustále mění.“ I přes vysoké rychlosti zpracování nesmí být hliník poškozen, protože při přehřátí mění své vlastnosti.
OptiMill-Alu-Wave byl provozován při 29 000 otáčkách, s hloubkou řezu 48 mm a posuvem 12 m/min. Větší NeoMill-Alu-QBig dosáhl při hloubce řezu 10 mm posuvu přes 25 m/min. Pouze během prvních 55 minut zpracování druhého upnutí bylo zpracováno 425 kg hliníku, v nejlepším případě se dosáhlo objemu třísek více než 14 l/min.
„To jsou vynikající hodnoty, kterých jsme zde dosáhli – a také jsme vytvořili velmi dobré povrchy,“ oceňuje Stefan Diem, aplikační technik ve společnosti bavius, výsledky.





Nic není standardní.
Různé kapsy nejsou jedinými výzvami pro tuto součást: Otvory na čtyřech výstupcích jsou přístupné pouze s úhlovou hlavou. Na jiných místech jsou vyžadovány podříznutí.
Také typický T-ztužidlo pro strukturální komponenty je přítomno na vzorovém dílu a je zpracováváno speciálním PKD nástrojem. Také vrtací a rezný operace jsou vyžadovány v určitých oblastech. „Na našem dílu není nic normálního,“ komentuje Dominik Merz skutečnost, že prakticky nikde není pravý úhel. Takové šikmé konstrukce jsou však zcela typické pro oblast letectví.
Pro prezentace zákazníků u zapojených partnerů a jako lákadlo na výstavách bylo v Baienfurtu vyrobeno pět těchto zadních nosníků. Obrábění jedné součásti trvá celkem přesně 10 hodin, což účastníky projektu velmi uspokojuje. „Na jiných strojích trvá zpracování takové součásti rádo 20 až 30 hodin,“ odhaduje Merz. Klasicky se strukturální součásti zpracovávají na vertikálních gantry strojích s velkými nástroji, typické jsou frézovací hlavy s průměry 125 mm. Posuv a otáčky zůstávají přitom nízké. Nevýhodou tohoto postupu je, že třísky zůstávají a mohou způsobovat škrábance. Navíc dochází k přenosu tepla do součásti. Horizontální zpracování to vylučuje. V kombinaci s výkonnými nástroji, které umožňují vysoké řezné hodnoty, otevírá dynamická AeroCell 160 I 400 se svou extrémní akcelerací zcela nové možnosti.
Úzká spolupráce
MAPAL a bavius udržují již mnoho let velmi intenzivní spolupráci, z níž mají prospěch obě strany. Když MAPAL vyvinul NeoMill-Alu-QBig a OptiMill-Alu-Wave, mohly být prototypy nových nástrojů testovány a dále optimalizovány v Baienfurtu. Nástrojářský výrobce v Aalenu sám nemá podobně výkonné stroje. Na druhé straně je bavius také závislý na inovativních nástrojích, jak vysvětluje Stefan Diem: „Pro naši prémiovou stroj potřebujeme špičkové nástroje od dodavatele jako MAPAL se svými frézami pro vysoké objemy, které naši stroj dostávají na limit. S univerzálními nástroji to nefunguje, z toho nezískáme žádné poznatky.“
Ve spolupráci partneři před dvěma lety demonstrovali, co dokáže AeroCell 160. V testovacím provozu s přetížením dosáhl plně tvrdokovový fréza OptiMill-Alu-Wave objemu třísky až 20 l/min při frézování plných drážek v běžném hliníku. Nyní dosažená špičková hodnota 12 l/min u součásti z pevnějšího AL 7075 se v ničem neliší.
„Oceňuji spolupráci s MAPAL, protože si otevřeně a férově povídáme a vždy dostaneme prezentované řešení,“ zdůrazňuje Stefan Diem. Pro Jense Ilga, Business Development Aerospace & Composites ve společnosti MAPAL, má společný úspěch také osobní aspekt: „Mám také optimální pocit z našich vlastních produktů, když je používám za reálných, potřebných podmínek. A poté je mohu nabídnout zákazníkovi s odpovídajícími doporučeními.“
Kontakt:


