



V skupnem projektu sta MAPAL in proizvajalec strojev bavius razvila in izdelala vzorčni del za letalsko industrijo. Aluminijasti del, velik približno tri metre, je zasnovan po realnem zadnjem nosilcu iz letalske industrije, poleg tega pa je obogaten z vrsto drugih zahtevnih aplikacij. Poleg kompleksnosti navdušuje tudi kratek čas obdelave desetih ur, ki temelji na produktivnosti bavius AeroCell in posebnih orodjih za obdelavo aluminija MAPAL.
Bavius technologie gmbh v Baienfurtu se je specializiral za obdelavo aluminijastih strukturnih delov z visoko hitrostjo, kot jih običajno potrebujejo v letalstvu za krila in trup. Bavius (prej Handtmann A-Punkt Automation) deluje od leta 2017 kot samostojno družinsko podjetje in se osredotoča na dve produktni liniji: obdelovalni centri za profile (PBZ) in horizontalni obdelovalni centri (HBZ) z serijo AeroCell. Z okoli 120 zaposlenimi bavius ustvarja več kot 80 odstotkov svojega prihodka v industriji letalstva in vesoljske tehnologije. Kot OEM ali dobavitelj njihovi kupci proizvajajo komponente za komercialne in vojaške aplikacije. Tudi komponente za satelite ali rakete, kot je Ariane 6, se proizvajajo na teh strojih.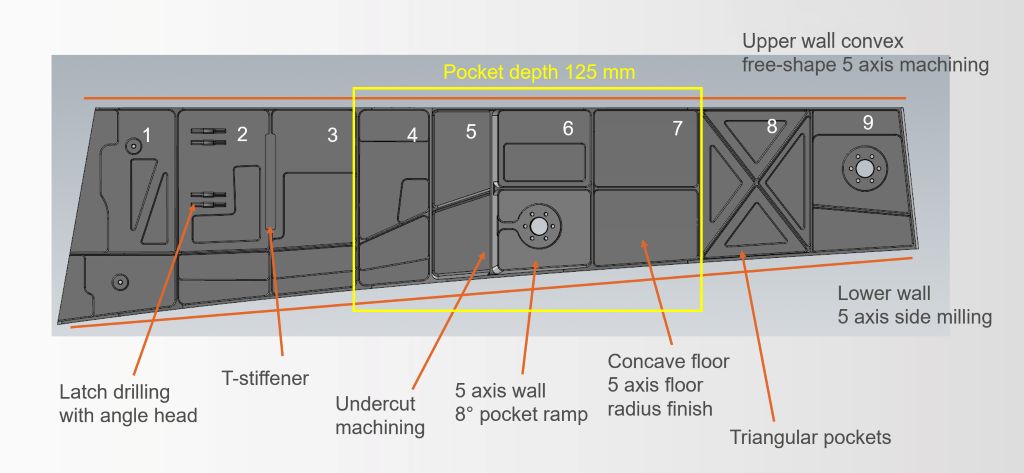
Vse narejeno v Nemčiji
Večina strojev bavius se nahaja v Evropi, drugi močni trgi so Severna Amerika in Azija. V ZDA ima proizvajalec strojev svojo lastno podružnico, proizvodnja pa poteka izključno v Baienfurtu v dveh klimatiziranih halah na proizvodni površini približno 10.000 kvadratnih metrov.
Posebna prednost petosnih obdelovalnih centrov bavius je njihova izjemna dinamika, ki pri obdelavah z visoko hitrostjo zagotavlja visoko produktivnost. Da bi iz strojev iztisnili še zadnjo zmogljivost, bavius sam proizvaja svoje rezalne glave. Vrhunski izdelek v liniji je bavius AeroCell 160 I 400 z močjo vretena 140 kW in največ 30.000 vrtljaji na minuto. Pri tem se 140 kW doseže že pri 18.000 vrtljajih, kar pomeni, da je maksimalna moč na voljo v širokem razponu vrtljajev. „Če že nekaj počnemo, želimo to narediti odlično, in z našo AeroCell 160 I 400 smo tehnološko vodilni po svetu,“ zagotavlja Dominik Merz, direktor globalne prodaje pri bavius.


Več kot 90 odstotkov odpadkov
Zadnji nosilec je bil izbran kot vzorčni del, ker se zelo dobro prilega stroju z višino mize 1,6 metra in širino 4 metra. Ta zadnji nosilec je tipičen strukturni del v krilih. Med zadnjim in sprednjim nosilcem potekajo rebra, ki so pravokotno nameščena na nosilce. Strukturni deli definirajo geometrijo krila, zunanji plašč pa je na to pritrjen. Končni del iz letalskega aluminija 7075 meri natančno 2977 x 748 mm. Tipična oblika letalskih delov je ravna oblika z višino 138 mm. Od dobro tone začetne teže ostane po obdelavi le 70,61 kg – tudi ta delež ni v letalski industriji nenavaden.
Že iz pravnih razlogov nista bavius in MAPAL za obdelavo smela uporabiti realnega dela letalskega proizvajalca. To je odgovornim omogočilo svobodo, da oblikovanje ustrezno prilagodijo za vrsto drugih aplikacij. Tako je demonstracijski objekt veliko bolj kompleksen kot vsak realen zadnji nosilec in vsebuje tudi aplikacije, ki niso nujno povezane s tem delom, vendar so lahko zahtevane pri drugih delih.
„Stranka, ki se spozna na strukturne dele in vidi naš del, se prepozna in najde značilnosti, ki so prisotne tudi v lastnih delih,“ pojasnjuje Dominik Merz to prakso.
Obdelava je potekala v Baienfurtu v dveh pritrdilnih točkah. Nastavitev 1 je potekala v nizkem pritisku, v nastavitvi 2 pa je vakuumska tehnologija zagotavljala varen oprijem. Sprednja stran se na prvi pogled zdi enostavnejša, kot je v resnici. Površina ni ravna, temveč se rahlo ukrivlja konveksno čez polmer 9,5 m. Tako del ne moremo preprosto obdelati s ploskimi rezili, temveč moramo uporabiti petosno obdelavo. Za grobo in fino obdelavo je MAPAL uporabil NeoMill-Alu-QBig s premerom 50 mm in OptiMill-Alu-Wave s premerom 25 mm. Končno obdelavo je izvedel posebni rezkar PKD.
Žepki vseh oblik
Obdelava zadnje strani je bila še posebej zahtevna, saj je razdeljena na devet različnih sekcij z vsako posebnimi aplikacijami. Kot vsak zadnji nosilec ima vzorčni del številne žepke, tukaj pa so zasnovani v vseh mogočih oblikah: pravokotne, trikotne, okrogle, odprte, zaprte, deloma s poševnim ali ukrivljenim dnom. Stebri so zelo tanki, stene pa pretežno poševne. Žepki imajo globino do 137 mm.
Po predobdelavi z NeoMill-Alu-QBig je za praznjenje žepkov prišel OptiMill-Alu-Wave v različnih dolžinah. Polfine obdelave se je lotil posebej za letalske aplikacije prilagojen kotni rezkar. Zaradi svoje posebne geometrije je orodje še posebej primerno za obdelavo preostalega materiala v kotih ter za nadaljnje fino obdelavo tal in sten. Posebna zasnova jedra zagotavlja optimalno stabilnost v procesu obdelave. Da bi učinkovito obdelali vse dele, so strokovnjaki MAPAL uporabili prilagojen kotni rezkar v različnih premerih in dolžinah.
Kot je v programiranju pri MAPAL poskrbljeno za učinkovitost, opisuje vodja komponent Alexander Follenweider: „Delamo s strategijo zig-zag v usklajenemu in nasprotnemu teku, da prihranimo poti. Med obdelavo se strategija nenehno spreminja.“ Kljub visokim hitrostim obdelave aluminija ne sme biti poškodovan, saj se pri pregrevanju njegove lastnosti spremenijo.
OptiMill-Alu-Wave je bil vožen pri 29.000 obratih, z globino rezanja 48 mm in pomikom 12 m/min. Večji NeoMill-Alu-QBig je pri 10 mm globini rezanja dosegel pomik preko 25 m/min. Samo v prvih 55 minutah obdelave drugega vpenjanja je bilo obdelanih 425 kg aluminija, v vrhuncu pa je bilo doseženo prostornino chipsov več kot 14 l/min.
„To so odlične vrednosti, ki smo jih tukaj dosegli – in pri tem smo ustvarili tudi zelo dobre površine,“ ocenjuje Stefan Diem, tehnični strokovnjak pri baviusu, rezultate.





Ni nič standardno
Različni žepi niso edini izzivi pri delu: Luknje na štirih ušesih so dostopne le s kotnim glavo. Na drugih mestih so potrebni zadnji rezi.
Tudi tipičen T-ojačevalec za strukturne komponente je prisoten na vzorčnem delu in se obdeluje s posebnim orodjem PKD. Tudi vrtalne in rekalne operacije so zahtevane na določenih področjih. „Na našem delu ni nič normalnega,“ komentira Dominik Merz dejstvo, da praktično nikjer ni pravega kota. Takšne poševne konstrukcije pa so povsem tipične za področje letalstva.
Za predstavitve strank pri vključenih partnerjih in kot privlačen element na sejmih je bilo v Baienfurtu izdelanih pet teh zadnjih reber. Obdelava dela traja skupno natanko 10 ur, kar je za projektne sodelavce zelo zadovoljivo. „Na drugih strojih tako delo običajno traja 20 do 30 ur,“ ocenjuje Merz. Klasično se strukturne komponente obdelujejo na vertikalnih gantry strojih z velikimi orodji, tipični so rezalni glave s premeri 125 mm. Pomik in hitrost ostajata nizka. Slabost te metode je, da ostajajo chipsi in lahko povzročijo praske. Poleg tega pride do prenosa toplote v del. Horizontalna obdelava to izključuje. V povezavi z zmogljivimi orodji, ki omogočajo visoke vrednosti rezanja, dinamična AeroCell 160 I 400 s svojo ekstremno pospešitvijo odpira povsem nove možnosti.
Tesno sodelovanje
MAPAL in bavius že vrsto let vzdržujeta zelo intenzivno sodelovanje, od katerega imata koristi obe strani. Ko je MAPAL razvil NeoMill-Alu-QBig in OptiMill-Alu-Wave, so lahko že prototipi novih orodij bili testirani in dodatno optimizirani v Baienfurtu. Orodjarna v Aalen nima podobno zmogljivih strojev. Po drugi strani pa je tudi bavius odvisen od inovativnih orodij, kot pojasnjuje Stefan Diem: „Za našo premium napravo potrebujemo vrhunska orodja od ponudnika, kot je MAPAL, s svojimi visokovolumnimi rezalniki, ki našo napravo pripeljejo do meja. S splošnimi orodji to ne deluje, saj ne pridobimo nobenih spoznanj.“
Partnerji so pred dvema letoma pokazali, kaj lahko AeroCell 160 stori. V testnem obratovanju z obremenitvijo je polno trdni rezalnik OptiMill-Alu-Wave dosegel prostornino chipsov do 20 l/min pri polnem rezanju v običajnem aluminiju. Zdaj dosežena vrhunska vrednost 12 l/min pri delu iz tršega AL 7075 ni nič manjša.
„Zelo cenim sodelovanje z MAPAL, ker se odprto in pošteno pogovarjamo, in vedno dobimo rešitev,“ poudarja Stefan Diem. Za Jensa Ilga, poslovnega razvoja letalstva in kompozitov pri MAPAL, ima skupni uspeh tudi osebni vidik: „Tudi jaz dobim optimalen občutek za naše lastne izdelke, ko sem jih uporabil pod realnimi, potrebnimi pogoji. In jih lahko nato ponudim stranki z ustreznimi priporočili.“
Kontakt:


