



În cadrul unui proiect comun, MAPAL și producătorul de mașini bavius au dezvoltat și fabricat o piesă de probă pentru industria aviației. Piesa din aluminiu, cu o dimensiune de aproximativ trei metri, este inspirată de un Rear Spar real din construcția aeronavelor, fiind dotată în plus cu o varietate de aplicații complexe. Pe lângă complexitate, impresionează și timpul scurt de prelucrare de zece ore, bazat pe productivitatea AeroCell de la bavius și pe uneltele speciale pentru prelucrarea aluminiului de la MAPAL.
Compania bavius technologie gmbh din Baienfurt s-a specializat în prelucrarea volumetrică de înaltă viteză a componentelor structurale din aluminiu, așa cum sunt necesare de obicei în domeniul aviației pentru aripi și fuselaje. bavius (fostă Handtmann A-Punkt Automation) acționează din 2017 ca o companie independentă, de familie, și se concentrează pe două linii de produse: centre de prelucrare a profilurilor (PBZ) și centre de prelucrare orizontale (HBZ) cu seria AeroCell. Cu aproximativ 120 de angajați, bavius generează mai mult de 80% din veniturile sale în industria aerospațială. Ca OEM sau furnizor, clienții lor produc componente pentru aplicații comerciale și militare. De asemenea, componente pentru sateliți sau rachete, cum ar fi Ariane 6, sunt fabricate pe aceste mașini.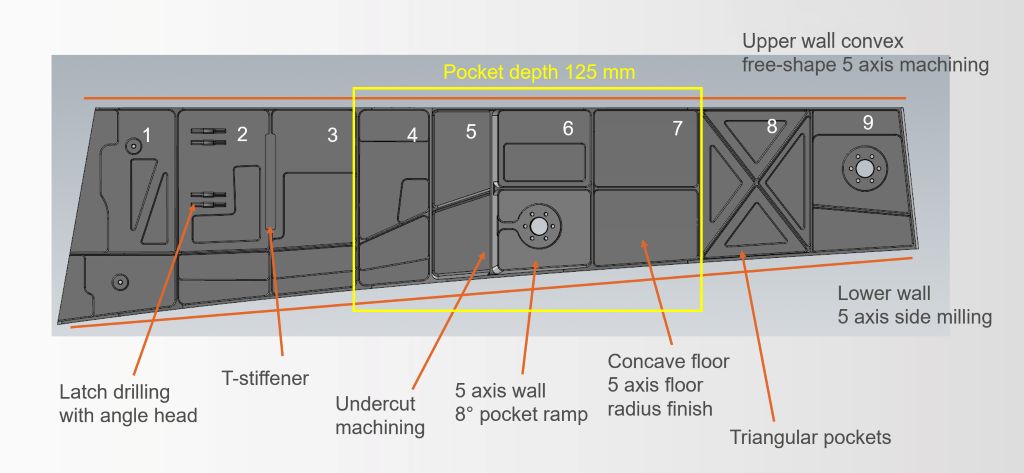
Totul fabricat în Germania
Cele mai multe mașini de la bavius se află în Europa, alte piețe puternice sunt America de Nord și Asia. În SUA, producătorul de mașini are o filială proprie, dar producția pentru piața mondială se desfășoară exclusiv în Baienfurt, în două hale climatizate, pe o suprafață de producție de aproximativ 10.000 de metri pătrați.
O forță deosebită a centrelor de prelucrare cu cinci axe de la bavius este dinamica lor extraordinară, care oferă o productivitate ridicată în prelucrările de înaltă viteză. Pentru a extrage ultima performanță din mașini, bavius își fabrică singur capetele de frezare. Steaua produselor este bavius AeroCell 160 I 400, cu o putere a axului de 140 kW și un maxim de 30.000 de rotații pe minut. Această putere de 140 kW este atinsă deja la 18.000 de rotații, astfel că puterea maximă este disponibilă pe o gamă largă de turații. „Când facem ceva, vrem să o facem excelent, iar cu AeroCell 160 I 400 suntem lideri tehnologici la nivel mondial”, asigură Dominik Merz, Director Vânzări Globale la bavius.


Peste 90 la sută a chipsurilor
Sparul din spate a fost ales ca piesă de model, deoarece se potrivește foarte bine cu mașina, având o înălțime a mesei de 1,6 metri și o lățime de 4 metri. Acest stâlp din spate este o piesă structurală tipică în aripile aeronavei. Între Sparul din spate și Sparul din față se află nervuri dispuse perpendicular pe stâlpi. Piesele structurale definesc geometria suprafeței de portanță, iar carena exterioară este fixată pe acestea. Piesa finală din aluminiu pentru aviație 7075 măsoară exact 2977 x 748 mm. Tipic pentru piesele de avion este forma plată, cu o înălțime de 138 mm. Dintr-o greutate inițială de peste o tonă, după prelucrare rămân exact 70,61 kg - această proporție nu este neobișnuită în domeniul aerospațial.
Deja din motive legale, bavius și MAPAL nu au putut folosi un component real al unui producător de avioane pentru prelucrare. Aceasta le-a oferit însă responsabililor libertatea de a utiliza designul corespunzător pentru o varietate de alte aplicații. Astfel, obiectul de demonstrație este mult mai complex decât orice spar posterior real și conține și aplicații care nu sunt neapărat asociate cu acest component, dar care pot fi solicitate pentru alte componente.
„Un client care se cunoaște cu componentele structurale și vede piesa noastră se regăsește acolo și găsește caracteristici care sunt de asemenea incluse în propriile sale componente“, justifică Dominik Merz această abordare.
Prelucrarea a avut loc în Baienfurt în două fixări. Setarea 1 a fost realizată în tensiune de tragere, iar în setarea 2 tehnologia de vid a asigurat o prindere sigură. Partea din față pare, la prima vedere, mai simplă decât este în realitate. Suprafața nu este plană, ci se curbează ușor convex pe un rază de 9,5 m. Astfel, componenta nu poate fi pur și simplu frezată plan, ci trebuie utilizată prelucrarea pe cinci axe. Pentru prelucrarea brută și fină, MAPAL a folosit NeoMill-Alu-QBig cu un diametru de 50 mm și OptiMill-Alu-Wave cu un diametru de 25 mm. Finisajul suprafeței a fost realizat de un frezare specială PKD.
Genți în toate formele
În special, prelucrarea părții din spate s-a dovedit a fi deosebit de provocatoare, fiind împărțită în nouă secțiuni diferite, fiecare cu aplicații speciale. Ca orice element de tip Rear Spar, piesa de modelare are multe buzunare, dar aici sunt concepute în toate formele posibile: dreptunghiulare, triunghiulare, rotunde, deschise, închise, parțial cu funduri înclinate sau bombate. Stâlpii sunt foarte subțiri, iar pereții sunt în majoritate înclinați. Buzunarele au o adâncime de până la 137 mm.
După prelucrarea preliminară cu NeoMill-Alu-QBig, pentru curățarea buzunarelor a fost utilizat un OptiMill-Alu-Wave în diferite lungimi. Semi-finisarea a fost realizată de un frezare unghiulară modificată special pentru aplicații în aviație. Datorită geometriei sale speciale, uneltele sunt potrivite în special pentru prelucrarea materialului rezidual din colțuri, precum și pentru finisarea ulterioară a fundurilor și pereților. Creșterea specială a nucleului asigură o stabilitate optimă în procesul de așchiere. Pentru a prelucra eficient toate zonele, specialiștii MAPAL au utilizat freza unghiulară modificată în diferite diametre și lungimi.
Așa cum s-a avut în vedere eficiența și în programarea MAPAL, descrie managerul de componente Alexander Follenweider: „Folosim o strategie în zig-zag în funcție de direcție, pentru a economisi trasee. Astfel, în timpul prelucrării, strategia este schimbată constant.” În ciuda vitezelor mari de prelucrare, aluminiul nu trebuie să fie deteriorat, deoarece la supraîncălzire își schimbă proprietățile.
OptiMill-Alu-Wave a fost utilizat la 29.000 de rotații, cu o adâncime de tăiere de 48 mm și o viteză de avans de 12 m/min. Mai marele NeoMill-Alu-QBig a atins, la o adâncime de tăiere de 10 mm, o viteză de avans de peste 25 m/min. Doar în primele 55 de minute ale prelucrării celei de-a doua fixări au fost prelucrate 425 kg de aluminiu, iar în vârf s-a ajuns la un volum de așchii de mai mult de 14 l/min.
„Acestea sunt valori excelente pe care am reușit să le atingem aici – și am obținut de asemenea suprafețe foarte bune“, apreciază Stefan Diem, tehnician de aplicații la bavius, rezultatele.





Nimic nu este standard.
Diferitele buzunare nu sunt singurele provocări pentru componenta respectivă: Găurile de pe cele patru urechi sunt accesibile doar cu un cap unghiular. În alte locuri sunt necesare sub-corte.
De asemenea, un T-stiffener tipic pentru componentele structurale, este prezent pe piesa de probă și este prelucrat cu un instrument special PKD. De asemenea, operațiuni de forare și reaming sunt solicitate în anumite zone. „Pe piesa noastră nu este nimic normal”, comentează Dominik Merz circumstanța că practic nu se găsește un unghi drept nicăieri. Astfel de construcții înclinate sunt însă foarte tipice pentru domeniul aerospațial.
Pentru prezentările clienților la partenerii implicați și ca element atrăgător la târguri, au fost fabricate cinci dintre aceste "Rear Spars" în Baienfurt. Prelucrarea unei piese durează în total exact 10 ore, ceea ce îi mulțumește foarte mult pe cei implicați în proiect. „Pe alte mașini, o astfel de piesă durează adesea între 20 și 30 de ore”, estimează Merz. În mod clasic, piesele structurale sunt prelucrate pe mașini verticale de tip gantry cu unelte mari, fiind tipice capetele de frezare cu diametre de 125 mm. Avansul și turația rămân scăzute. Un dezavantaj al acestui procedeu este că așchiile rămân și pot provoca zgârieturi. De asemenea, există o introducere de căldură în piesă. Prelucrarea orizontală elimină acest lucru. În combinație cu unelte performante, care permit valori de tăiere mari, AeroCell 160 I 400 dinamică, cu accelerația sa extremă, deschide complet noi posibilități.
Colaborare strânsă
MAPAL și bavius au avut o colaborare foarte strânsă de mulți ani, din care ambele părți beneficiază. Când MAPAL a dezvoltat NeoMill-Alu-QBig și OptiMill-Alu-Wave, prototipurile noilor unelte au putut fi testate și optimizate în Baienfurt. Producătorul de unelte din Aalen nu dispune de mașini la fel de performante. Pe de altă parte, bavius depinde și el de unelte inovatoare, așa cum explică Stefan Diem: „Pentru mașina noastră premium avem nevoie de unelte de top de la un furnizor precum MAPAL, cu freze de volum mare, care să ducă mașina noastră la limită. Cu unelte universale nu funcționează, nu obținem nicio informație.”
În colaborare, partenerii au demonstrat acum doi ani ce poate face AeroCell 160. În testele de funcționare cu suprasarcină, freza din metal dur OptiMill-Alu-Wave a realizat un volum de așchii de până la 20 l/min la frezarea cu caneluri complete în aluminiu normal. Valoarea maximă atinsă acum de 12 l/min pentru un component din AL 7075, care are o rezistență la tracțiune mai mare, nu este cu nimic mai prejos.
„Apreciez colaborarea cu MAPAL foarte mult, deoarece comunicăm deschis și corect, și întotdeauna primim o soluție prezentată“, subliniază Stefan Diem. Pentru Jens Ilg, Business Development Aerospace & Composites la MAPAL, succesul comun are și un aspect personal: „Am o senzație optimă pentru produsele noastre atunci când le-am utilizat în condițiile reale necesare. Și pot apoi să le ofer unui client cu recomandările corespunzătoare.”
Contact:


