



U zajedničkom projektu, MAPAL i proizvođač strojeva bavius razvili su i proizveli uzorak dijela za zrakoplovnu industriju. Aluminijski dio dimenzija oko tri metra je inspiriran stvarnim stražnjim nosačem iz zrakoplovne industrije, ali je dodatno obogaćen raznim zahtjevnim primjenama. Osim složenosti, impresionira kratko vrijeme obrade od deset sati, temeljenom na produktivnosti bavius AeroCell i posebnim alatima za obradu aluminija od MAPAL-a.
bavius technologie gmbh u Baienfurtu specijalizirana je za visok brzi volumenski strojni rad strukturalnih dijelova od aluminija, koji su tipično potrebni u zrakoplovstvu za krila i trup. bavius (ranije Handtmann A-Punkt Automation) djeluje od 2017. kao samostalna, obiteljski vođena tvrtka i fokusira se na dvije proizvodne linije: Centri za obradu profila (PBZ) i horizontalni centri za obradu (HBZ) s serijom AeroCell. S trenutno oko 120 zaposlenika, bavius generira više od 80 posto svog prihoda u industriji zrakoplovstva. Kao OEM ili dobavljač, njihovi klijenti proizvode dijelove za komercijalne i vojne primjene. Također se proizvode komponente za satelite ili rakete poput Ariane 6 na tim strojevima.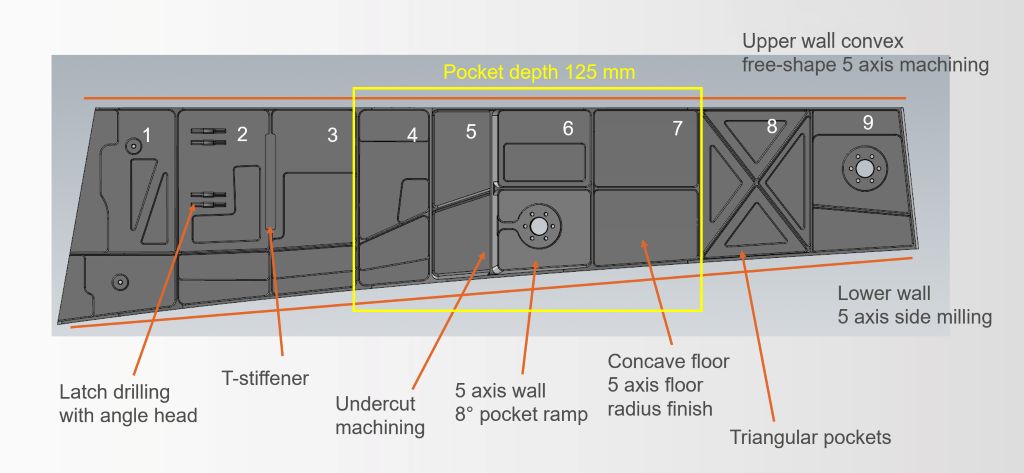
Sve je Made in Germany
Većina strojeva bavius nalazi se u Europi, a dodatna jaka tržišta su Sjeverna Amerika i Azija. U SAD-u, proizvođač strojeva ima vlastitu podružnicu, ali se isključivo proizvodi za svjetsko tržište u Baienfurtu u dva klimatizirana hala na proizvodnoj površini od oko 10.000 četvornih metara.
Posebna snaga petosnih centara za obradu bavius je njihova izvanredna dinamika, koja nudi visoku produktivnost pri visok brzim obradama. Kako bi izvukli posljednju performansu iz strojeva, bavius sam proizvodi svoje glave za rezanje. Zastavni proizvod linije je bavius AeroCell 160 I 400 s snagom vretena od 140 kW i maksimalno 30.000 okretaja u minuti. Snaga od 140 kW se postiže već pri 18.000 okretaja, tako da je maksimalna snaga dostupna kroz širok raspon okretaja. „Ako nešto radimo, želimo to učiniti izvrsno, a s našom AeroCell 160 I 400 smo tehnološki vodeći u svijetu“, uvjerava Dominik Merz, direktor globalne prodaje u bavius.


Preko 90 posto strugotine
Stražnji nosač je odabran kao uzorak dijela jer se vrlo dobro uklapa u stroj s visinom stola od 1,6 metara i širinom od 4 metra. Ovaj stražnji nosač je tipičan strukturalni dio u krilima. Između stražnjeg nosača i prednjeg nosača nalaze se rebra koja su postavljena okomito na nosače. Strukturalni dijelovi definiraju geometriju krila, a vanjska koža je na njih zakovana. Gotovi dio od zrakoplovnog aluminija 7075 ima dimenzije 2977 x 748 mm. Tipično za dijelove zrakoplova je ravni oblik s visinom od 138 mm. Od više od jedne tone početne težine, nakon obrade ostaje samo 70,61 kg – ovaj omjer također nije neuobičajen u zrakoplovstvu.
Iz pravnih razloga, bavius i MAPAL nisu mogli koristiti stvarni dio proizvođača zrakoplova za obradu. To je odgovornima istovremeno dalo slobodu da dizajn prilagode za razne druge primjene. Tako je demonstracijski objekt daleko složeniji od bilo kojeg stvarnog stražnjeg nosača i sadrži i primjene koje nisu nužno povezane s ovim dijelom, ali se mogu zahtijevati na drugim dijelovima.
„Kupac koji se razumije u strukturalnim dijelovima i vidi naš dio prepoznaje se i nalazi karakteristike koje su također prisutne u vlastitim dijelovima“, objašnjava Dominik Merz ovaj pristup.
Obrada se odvijala u Baienfurtu u dva stezanja. Postavka 1 je izvršena u niskom stezanju, dok je u postavci 2 vakuumska tehnologija osigurala sigurno držanje. Prednja strana izgleda na prvi pogled jednostavnije nego što zapravo jest. Površina nije ravna, već se lagano savija konveksno preko radijusa od 9,5 m. Stoga se dio ne može jednostavno obraditi ravno, već se mora koristiti petosna obrada. Za grubnu i fini obradu, MAPAL je koristio NeoMill-Alu-QBig promjera 50 mm i OptiMill-Alu-Wave promjera 25 mm. Završna obrada površine izvršena je posebnim PKD rezačem.
Džepovi svih oblika
Obrada stražnje strane bila je posebno zahtjevna, jer je podijeljena u devet različitih sekcija s posebnim primjenama. Kao svaki stražnji nosač, uzorak dijela ima mnogo džepova, ovdje međutim oblikovanih u svim zamislivim oblicima: pravokutni, trokutasti, okrugli, otvoreni, zatvoreni, djelomično s kosim ili zakrivljenim dnom. Pregrade su vrlo tanke, a stijenke većinom koso postavljene. Džepovi imaju dubinu do 137 mm.
Nakon preliminarne obrade putem NeoMill-Alu-QBig, za čišćenje džepova korišten je OptiMill-Alu-Wave u različitim duljinama. Polu-fini obradu preuzeo je kutni rezač posebno modificiran za zrakoplovne primjene. Zahvaljujući svojoj posebnoj geometriji, alat je posebno prikladan za obradu preostalog materijala u kutovima, kao i za naknadno fino rezanje dna i stijenki. Posebni uspon jezgre osigurava optimalnu stabilnost u procesu obrade. Kako bi se učinkovito obradili svi dijelovi, stručnjaci iz MAPAL-a koristili su modificirani kutni rezač u različitim promjerima i duljinama.
Kao i u programiranju kod MAPAL-a, na učinkovitosti se pažnja posvećuje, opisuje menadžer komponenti Alexander Follenweider: „Radimo sa strategijom cik-cak u istom i suprotnom smjeru kako bismo uštedjeli put. Tijekom obrade strategija se stalno mijenja.“ Unatoč visokim brzinama obrade, aluminij se ne smije oštetiti jer se pri pregrijavanju njegove osobine mijenjaju.
OptiMill-Alu-Wave je radio na 29.000 okretaja, s dubinom rezanja od 48 mm i brzinom pomaka od 12 m/min. Veći NeoMill-Alu-QBig postigao je pri dubini rezanja od 10 mm brzinu pomaka od više od 25 m/min. Samo u prvih 55 minuta obrade drugog stezanja obrađeno je 425 kg aluminija, a u vrhuncu je volumen strugotine iznosio više od 14 l/min.
„To su izvrsne vrijednosti koje smo ovdje postigli – a pritom smo također dobili vrlo dobre površine“, ističe Stefan Diem, tehnički stručnjak u baviusu, rezultate.





Ništa nije standard.
Različiti džepovi nisu jedini izazovi za komponentu: Otvori na četiri uške dostupni su samo s kutnom glavom. Na drugim mjestima potrebni su povlačeni rezovi.
Također je prisutan i tipični T-ukrućivač za strukturalne dijelove, koji služi za učvršćivanje, a obrađuje se posebnim PKD alatom. Također su potrebne bušačke i rezačke operacije u određenim područjima. „Na našem dijelu ništa nije normalno“, komentira Dominik Merz okolnost da praktički nigdje nije moguće pronaći pravi kut. Takve kose konstrukcije su, međutim, potpuno tipične za područje zrakoplovstva.
Za prezentacije klijentima kod uključenih partnera i kao privlačan element na sajmovima, u Baienfurtu je proizvedeno pet ovih stražnjih nosača. Obrada dijela traje ukupno točno 10 sati, što je sudionicima projekta izuzetno zadovoljstvo. „Na drugim strojevima takav dio obično traje 20 do 30 sati“, procjenjuje Merz. Klasično se strukturalni dijelovi obrađuju na vertikalnim Gantry strojevima s velikim alatima, tipični su glave alata promjera 125 mm. Brzina pomaka i broj okretaja ostaju pri tome niski. Nedostatak ovog postupka je što se strugotine zadržavaju i mogu uzrokovati ogrebotine. Osim toga, dolazi do unosa topline u dio. Horizontalna obrada to isključuje. U kombinaciji s moćnim alatima koji omogućuju visoke brzine rezanja, dinamična AeroCell 160 I 400 sa svojom ekstremnom akceleracijom otvara potpuno nove mogućnosti.
Uska suradnja
MAPAL i bavius već dugi niz godina održavaju vrlo intenzivnu suradnju od koje obje strane imaju koristi. Kada je MAPAL razvio NeoMill-Alu-QBig i OptiMill-Alu-Wave, prototipi novih alata već su testirani u Baienfurtu i dodatno optimizirani. Proizvođač alata u Aalu nema slične visoko učinkovite strojeve. S druge strane, bavius također ovisi o inovativnim alatima, kako objašnjava Stefan Diem: „Za našu premijum mašinu trebamo vrhunske alate od dobavljača poput MAPAL-a s njegovim visokoprotočnim frezama, koji našu mašinu dovode do limita. S univerzalnim alatima to ne funkcionira, ne stječemo nikakva saznanja.“
U suradnji su partneri prije dvije godine demonstrirali što AeroCell 160 može. U testnom radu s preopterećenjem, punokarbonski rezač OptiMill-Alu-Wave postigao je volumen strugotine od do 20 l/min prilikom punog frezanja u normalnom aluminiju. Sada postignuta vršna vrijednost od 12 l/min na dijelu od čvrstijeg AL 7075 nije ništa lošija.
„Cijenim suradnju s MAPAL-om jer se otvoreno i pošteno razgovara, a uvijek dobijemo rješenje“, naglašava Stefan Diem. Za Jensa Ilga, poslovnog razvoja u zrakoplovstvu i kompozitima u MAPAL-u, zajednički uspjeh ima i osobni aspekt: „Dobivam optimalan osjećaj za naše proizvode kada ih koristim pod stvarnim, potrebnim uvjetima. Tada ih mogu ponuditi kupcu s odgovarajućim preporukama.“
Kontakt:


