


Když Sandvik Coromant v březnu 2025 uvedl na trh CoroDrill DE10, bylo to víc než jen uvedení nového vrtacího nástroje: Vrták s vyměnitelnou hlavou byl prvním svého druhu pro hromadnou výrobu. Díky svému přístupu Plug-and-Play a univerzální geometrii M5 má umožnit rychlejší, kvalitnější a všestrannější zpracování. Takové výhody se však musí také potvrdit v praxi. Mikael Carlsson, globální produktový specialista pro indexovatelné rotační nástroje ve společnosti Sandvik Coromant, proto vysvětluje výkonnost CoroDrill DE10 v reálném nasazení.
Při vývoji CoroDrill DE10 byly sledovány tři hlavní cíle: uživatelská přívětivost, robustní výkon a přizpůsobivost. K tomu nástroj disponuje patentovaným rozhraním mezi vyměnitelnou hlavou a tělem nástroje, stejně jako vrtákem z vysoce pevné oceli. Tato kombinace zajišťuje maximální stabilitu při náročných řezných parametrech.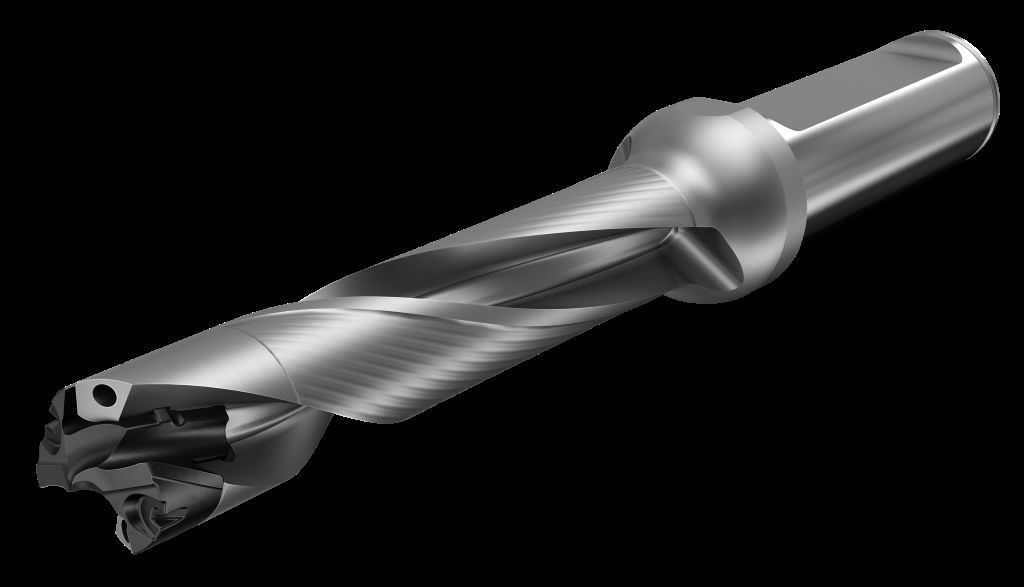
Jednou z centrálních inovací nástroje je jeho vstřikovaná plně karbidová špička, která představuje první vývoj od společnosti Sandvik Coromant. Přizpůsobením původně pro plasty používaného procesu vstřikování prášku se týmu podařilo vyvinout jemnější a konzistentnější geometrii nástroje. To umožnilo přesnější kontrolu středu vrtáku a zesílenou konstrukci rohů.
Výsledkem je nástroj, který spolehlivě funguje i za náročných řezných podmínek.
Rozhodující význam má také patentované rozhraní Pre-Tension s předpjatým upínáním. To spojuje osvědčený design se zvýšenou bezpečností, umožňuje rychlou a snadnou výměnu výměnné hlavy a nevyžaduje žádné náhradní díly. Rozhraní zajišťuje spolehlivé vrtání při vysokých posuvech a otáčkách, nabízí vynikající upínací sílu a dosahuje rovnějších vrtů s užšími tolerancemi – zcela bez pilotního vrtáku. Navíc prodlužuje životnost těla vrtáku, čímž se CoroDrill DE10 stává nejrobustnějším vrtákem s vyměnitelnou hlavou.
Bez ohledu na svůj potenciál musí nástroj v reálných zpracovatelských prostředích prokázat, že skutečně mění způsob, jakým výrobní společnosti provádějí vrtací práce.
Výhody ve všech třídách ISO-P.

Po uvedení CoroDrill DE10 na trh si Sandvik Coromant stanovil cíl prokázat výkonnost nástroje pomocí rozsáhlého globálního benchmarkingového programu. Po několik měsíců prováděly čtyři centra Sandvik Coromant v Sandvikenu (Švédsko), Renningenu (Německo), Čchung-čchingu (Čína) a Mebane (USA) přísné testy za reálných výrobních podmínek. Na každém místě byly aplikovány standardizované řezné parametry pro různé materiály – včetně ocelí kategorií ISO-P1 a -P2 a nerezových ocelí kategorie ISO-M1 – aby bylo možné porovnat vrták s hlavními konkurenty na trhu.
Abychom získali úplný přehled o výkonu nástroje, bylo testováno a analyzováno několik charakteristik. Byly hodnoceny průměr otvoru, kvalita povrchu, výška otřepu, tvorba třísek, životnost a procesní bezpečnost ve srovnání s řešeními šesti konkurentů. Přitom byly pro tři testované materiály vždy používány identické řezné parametry.
Ve všech testech si CoroDrill DE10 vedl nejlépe. Pokusy s vysoce pevnými materiály ISO-P2 v Sandvik Coromant Center v Sandvikenu přivedly všechny vrtáky na jejich hranice. CoroDrill DE10 však dosáhl tolerancí vrtání H9/H10 s výjimečnou procesní bezpečností. Dvě další testované nástroje tohoto přesnostního rozsahu nedosáhly. Kromě toho CoroDrill DE10 poskytuje rovnoměrnou kvalitu povrchu (Ra 0,8–1,3 µm) bez poškození nástroje. Konkurentní nástroje vykazovaly navzdory podobné drsnosti povrchu odštěpení nebo opotřebení hran.
Také jiné ISO-P testy vykázaly slibné výsledky. Při testech na ISO-P1 obrobku v Německu se ukázalo, že kvalita povrchu se za optimalizovaných podmínek (1,2–1,9 µm) mohla zlepšit nebo udržet s nástrojem CoroDrill DE10, zatímco výkon konkurenčního nástroje se i po optimalizaci zhoršil na 3,3–3,8 µm – což naznačuje nestabilní proces a špatnou kvalitu řezných hran. Další konkurenční produkt vykazoval již na začátku nestabilní kvalitu povrchu a nebyl dále testován kvůli svému špatnému výkonu.
V Chongqingu se na základě obrazů opotřebení jasně ukázalo, že CoroDrill DE10 vykazoval ve srovnání s konkurencí nejstabilnější a nejpředvídatelnější obraz opotřebení. Po vrtání o délce 41 metrů měl CoroDrill DE10 pouze mírné opotřebení volných ploch a nepatrné opotřebení. Navíc nebyl pozorován žádný zlomení řezného okraje. Rovnoměrné a předvídatelné opotřebení naznačuje kontrolované řezné síly a stabilní odvod třísek. Ačkoli jeden z konkurentů dosáhl podobné délky řezu, vykazoval však zlomení rohů a poškození hran. Tento typ křehkého opotřebení je známkou nestabilního procesu, který pravděpodobně způsobil přilnavost třísek nebo mikropraskliny na řezném okraji. Jiný vrták vykazoval již po 38 metrech silné opotřebení, včetně výlomu na řezném okraji a špatné integrity povlaku.
Ovládání přesnosti v ISO M

I v testu s ISO-M materiály mohl CoroDrill DE10 ukázat své silné stránky. V Mebane (USA) překonal nástroj řešení konkurenta výrazně, neboť dosáhl nejlepší rovnováhy mezi přesností, kvalitou povrchu a stabilitou a navíc měl nejdelší životnost.
Během testu dosáhl CoroDrill DE10 přesného průměru otvoru od 13,03 do 13,05 milimetrů s hladkým povrchovým úpravou Ra 0,7 až 1,0 µm. Vrtal více než 52,5 metru, aniž by překročil svou životnost, zatímco ostatní nástroje již dosáhly své opotřebitelnosti při stejné délce řezu.
Ve Sandvikenu byly výsledky s ISO-M1 opět přesvědčivé. Zatímco soutěžní řešení selhalo již po 53 metrech a tvorba třísek se začala zhoršovat, CoroDrill DE10 vyvrtal více než 76 metrů a dosud nedosáhl své maximální životnosti. Nástroj přitom udržoval průměr vrtání konstantní na 13–13,02 milimetrech a splnil tak toleranční třídy H9/H10. Produkt soutěže naopak vytvářel mírně poddimenzované otvory o velikosti 12,99 až 13,02 milimetrů. I když se jedná pouze o drobný rozdíl, mohou i ty nejmenší odchylky v velikosti otvoru v praxi vést k problémům při montáži dílů.
Závěr
Uvést na trh nový koncept je jedna věc. Prokázat jeho výkonnost vůči jiným řešením je však vždy zvláštní výzvou. Ale inovace za CoroDrill DE10 zní nejen extrémně zajímavě, ale také se osvědčily v praxi. Jsou tedy schopny revolučně změnit výrobu otvorů ve velkých sériích.
Kontakt:


 Freude statt Frust")