


When the hardest material in the world combines with soft plastic, tools with very special properties for grinding are created. We are talking about elastically bonded diamond grinding wheels. They demonstrate their strengths in finishing and ensure the perfect grind. Innovative processes like this are necessary because the manufacturing industry faces the challenge of producing increasingly complex and precise components from resilient materials. Conventional production methods often reach their limits here, especially when the surfaces are so fine that they need to be processed very sensitively. At the GrindingHub trade fair, organized by the VDW (Association of German Machine Tool Manufacturers) from May 5 to 8, 2026, in Stuttgart, visitors will learn more about innovative grinding techniques for the highest surface quality.
For demanding finishing and polishing processes

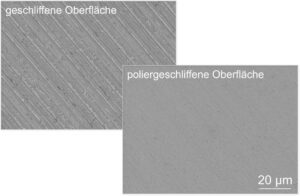
mirror gloss are required, elastically bonded diamond tools achieve their maximum effect,” says Jens Meiberg, head of technology development at the grinding specialist Artifex Dr. Lohmann GmbH & Co. KG, Kaltenkirchen. Image: Artifex
Elastic grinding and polishing tools are used in various industries. In metalworking, they refine the surfaces of the finest surgical instruments to highly stressed turbine blades. These tools can accelerate manufacturing processes and increase efficiency and sustainability in production. “Our elastically bonded diamond tools showcase their strengths wherever hard materials like carbide need to be processed precisely,” says Jens Meiberg, head of technology development at GrindingHub exhibitor Artifex Dr. Lohmann GmbH & Co. KG, a specialist in elastic grinding and polishing tools based in Kaltenkirchen near Hamburg. “Especially in applications where extremely fine surfaces up to mirror gloss are required, they achieve their maximum effect,” says Meiberg. This makes them ideal for demanding finishing and polishing processes. Currently, Artifex is focusing, according to Meiberg, on the processing of drilling and milling tools made of carbide for edge perfection and more efficient chip removal of cutting tools.
Higher efficiency and reduced overall costs
Technically optimal surfaces are one thing; economic efficiency is another. In industrial practice, it ultimately comes down to the cost-benefit calculation for the user. In other words: When does the improved surface quality justify the higher effort? “Studies show tool life improvements of over 50 percent compared to unprepared tools,” says Artifex manager Meiberg. Combined with faster chip flow and larger chip volume, the user achieves a significant cost and tool life advantage. The processing with elastically bonded diamond tools significantly improves the surface quality of the workpieces. “This optimization leads in practice to noticeably longer tool lives for subsequent tools as well as a more stable and reliable process behavior. Users benefit from higher efficiency and reduced overall costs,” says Meiberg.
Sensitive processing for delicate surfaces
Some surfaces are so delicate that they must be processed extremely sensitively. Elastically mounted diamond particles achieve, as the head of technology development at Artifex explains, “non-contour-changing glossy surfaces” by truncating topological material peaks. In this process, the homogeneously distributed grinding medium in the bonding matrix springs forward and back. Simplified and in layman's terms: The soft mass gives a little, so the grains wobble slightly while rubbing instead of scratching hard. Therefore, the surface is only smoothed and polished very gently, instead of aggressively removing material or altering the shape. In other words: The smarter grinding wheel gives way. “Pressure and speed parameters of the process present the greatest challenge to exclude grain breakouts from this newly developed soft bond,” says Meiberg. The surface quality can be reproducibly achieved over the entire lifecycle of the wheels.
The processing takes place in a single clamping using the tool change options in the machine, not through subsequent processes. According to Meiberg, Artifex ensures continuous development of diamond tools through its in-house research and development department – especially regarding new carbide alloys and modern carbide tools.
Room for fundamental research down to the nanometer range
In the micro and nanometer range, there is still much room for fundamental research at universities. This also applies to the use of compliant fine machining tools in the finishing of structured surfaces. Dr. Monika Kipp, who heads the grinding technology department at the Institute for Cutting Manufacturing at the Technical University of Dortmund, is intensively engaged with the topic. “An application example for the use of compliant fine machining tools is the finishing of structured surfaces,” says Kipp. If these are produced, for example, by milling, micro burrs can occur. To remove these without causing a significant change in structure and simultaneously improve the surface quality, a high adaptability of the tools is necessary, and only a very small material removal should be achieved. “To achieve this objective, we are researching the fundamental process behavior of compliant diamond tools,” says the scientist, who was recently awarded the Otto-Kienzle Memorial Prize by the WGP (Scientific Society for Production Technology).
Perfect choreography
When very sensitive surfaces are processed with flexible tools, it must be precisely known how tools and materials interact. “To avoid unwanted contour changes in fine machining with elastically bonded diamond grinding wheels or other compliant grinding tools, knowledge of the fundamental process interactions is essential,” Kipp summarizes the central challenge.
This includes, for example, the adjustment of process parameters and the bond hardness or compliance of the tools and thus the local contact situation. Furthermore, the scientist states, a targeted adjustment of the process control regarding the engagement kinematics can also be effective. One can imagine this in layman's terms as a choreography. How fast does the grinding tool move? How quickly is the workpiece passed? At
what angle or pattern do the grains hit the surface? How often does a single grain engage with the material? For an optimal result, a perfect interplay is crucial.
The three Cs: contact pressure, contact time, grain size
The surface quality in fine machining depends, among other things, on the local contact situation, says Kipp. "In terms of process design, it is important to distinguish whether the goal is to achieve the lowest possible roughness or whether functional surfaces with structural or contour elements need to be reworked," explains the researcher. For such applications, compliant abrasive tools can be used. Material removal and thus surface quality can be controlled, among other things, by adjusting the contact pressure, contact time, and grain size.
It is dark in the grinding gap
In applications at the limits of what is technically possible and economically sensible, there is still a wide field for industrial and academic research. Because the saying among experts still holds true: "It is dark in the grinding gap." This witticism suggests that practitioners and researchers still need to illuminate the deepest physical and process engineering secrets of grinding in order to technically optimize industrial production processes and make them more efficient and sustainable.
Contact:


