


Amikor a világ legkeményebb anyaga és a puha műanyag egyesül, akkor olyan szerszámok jönnek létre, amelyek különleges tulajdonságokkal rendelkeznek a csiszolás során. Az elasztikusan kötött gyémántcsiszolókorongokról van szó. Ezek a végső megmunkálás során mutatják meg erejüket, és biztosítják a tökéletes élt. Az ilyen innovatív eljárásokra szükség van, mivel a gyártóipar előtt az a kihívás áll, hogy egyre bonyolultabb és precízebb alkatrészeket állítson elő ellenálló anyagokból. A hagyományos gyártási eljárások gyakran határokba ütköznek, különösen akkor, amikor a felületek olyan finomak, hogy különösen érzékenyen kell őket megmunkálni. A GrindingHub szakmai vásáron, amelyet a VDW (Német Szerszámgépgyártók Szövetsége) 2026. május 5. és 8. között Stuttgartban rendez, a látogatók többet megtudhatnak a legmagasabb felületi minőségekhez szükséges innovatív csiszolási technikákról.
Követelményes befejező és polírozó folyamatokhoz

„A tükörfényesség elvárásainak megfelelően az elasztikusan kötött gyémántszerszámok érik el maximális hatásukat” – mondja Jens Meiberg, az Artifex Dr. Lohmann GmbH & Co. KG, Kaltenkirchen csiszolástechnikai fejlesztési vezetője. Kép: Artifex
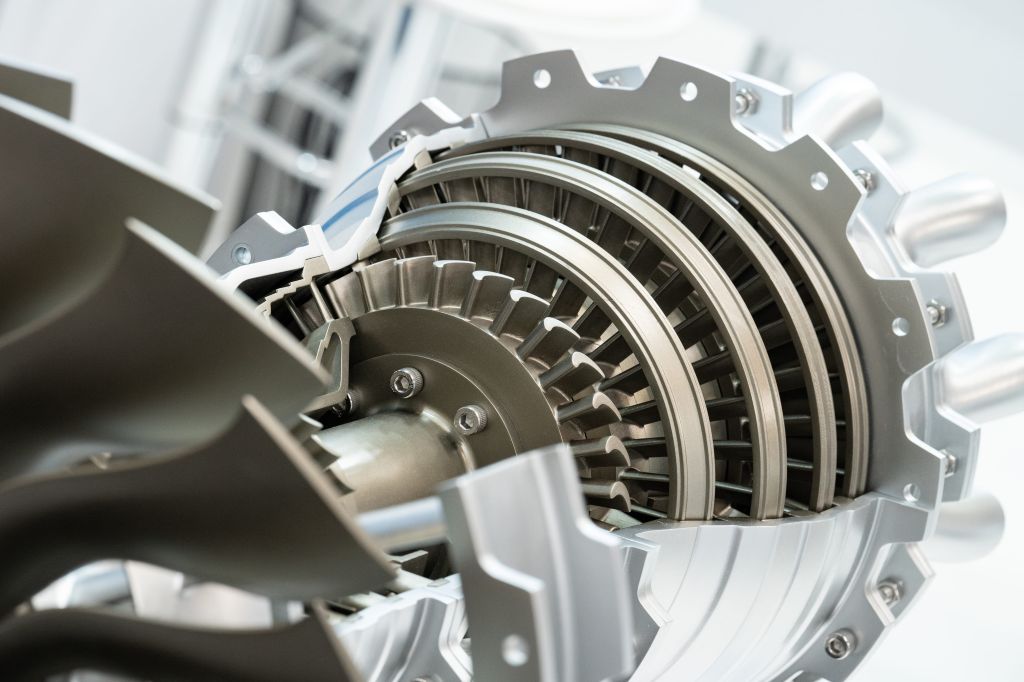
Rugalmas csiszoló- és polírozó szerszámok különböző iparágakban találhatók meg. A fémmegmunkálás során a legfinomabb sebészeti eszközök felületeitől kezdve a nagy terhelésű turbinapalákig javítják a felületeket. Ezekkel a szerszámokkal felgyorsíthatók a gyártási folyamatok, valamint növelhető a gazdaságosság és a fenntarthatóság a termelésben. „Az elastikusan kötött gyémántszerszámaink erősségei ott mutatkoznak meg, ahol a nagyon kemény anyagok, mint például a keményfém, precíz megmunkálása szükséges” – mondja Jens Meiberg, a GrindingHub kiállítójának, az Artifex Dr. Lohmann GmbH & Co. KG technológiai fejlesztési vezetője, amely rugalmas csiszoló- és polírozó szerszámok specialistája, és a hamburgi Kaltenkirchenben található. „Különösen azokban az alkalmazásokban, ahol rendkívül finom felületek, akár tükörfényes kivitel is szükséges, érik el maximális hatásukat” – mondja Meiberg. Ennek köszönhetően ideálisak a kihívást jelentő befejező és polírozó folyamatokhoz. Jelenleg az Artifex a keményfém fúró- és marószerszámok megmunkálására összpontosít, a vágóélek tökéletesítése és a forgácsvezetés hatékonyabbá tétele érdekében.
Magasabb hatékonyság és csökkentett összköltségek
A technikailag optimális felületek egy dolog, a gazdaságosság pedig egy másik. Az ipari gyakorlatban végső soron a felhasználó költség-haszon számításán múlik minden. Más szavakkal: mikor indokolja a javított felületi minőség a magasabb ráfordítást? „Tanulmányok bizonyítják, hogy a szerszámok élettartama több mint 50 százalékkal javul a nem előkészített szerszámokhoz képest” – mondja az Artifex menedzsere, Meiberg. A gyorsabb forgácsáramlással és nagyobb forgácsmennyiséggel kombinálva a felhasználó jelentős költség- és élettartamelőnyre tesz szert. Az elasztikusan kötött gyémántszerszámokkal végzett megmunkálás során a megmunkált munkadarabok felületi minősége jelentősen javul. „Ez az optimalizálás a gyakorlatban érezhetően hosszabb élettartamot eredményez a következő szerszámok esetében, valamint stabilabb és megbízhatóbb folyamatviselkedést biztosít. A felhasználók így magasabb hatékonyságból és csökkentett összköltségekből profitálnak” – mondja Meiberg.
Finom érzékeny megmunkálás filigrán felületekhez
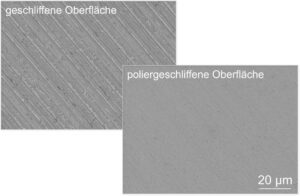
Egyes felületek annyira finomak, hogy rendkívül érzékenyen kell őket megmunkálni. Az elasztikusan elhelyezett gyémánt részecskék, ahogy az Artifex technológiai fejlesztési vezetője magyarázza, „nem kontúrváltoztató fényes felületeket” érnek el a topológiai anyagcsúcsok levágásával. Eközben a homogén eloszlású csiszolóanyag a kötőmátrixban előre-hátra rugózik. Egyszerűsítve és laikusan szólva: a puha massza egy kicsit enged, így a szemcsék dörzsölés közben enyhén mozognak, ahelyett, hogy erősen karcolnának. Ezért a felületet csak nagyon finoman simítják és polírozzák, ahelyett, hogy agresszíven anyagot távolítanának el vagy megváltoztatnák a formát. Más szavakkal: az okosabb csiszolókorong enged. „A folyamat nyomás- és sebességparaméterei jelentik a legnagyobb kihívást, hogy kizárjuk a szemcsekitöréseket ebből az újonnan kifejlesztett puha kötésből” – mondja Meiberg. A felületi minőség reprodukálható módon elérhető a tárcsák teljes élettartama alatt.
A gépben található szerszámcsere lehetőségeivel a megmunkálás egy befogásban történik, és nem utólagos folyamatok révén. Meiberg szavai szerint az Artifex a házon belüli kutatás-fejlesztési osztály révén folyamatosan biztosítja a gyémántszerszámok fejlesztését – különösen az új keményfémötvözetek és modern keményfém szerszámok tekintetében.
Hely a kutatás alapjainak a nanométeres tartományig.
A mikro- és nanométeres tartományban még sok lehetőség van az alapkutatásra az egyetemeken. Ez vonatkozik a rugalmas finom megmunkáló szerszámok alkalmazására is a strukturált felületek végső megmunkálásában. Dr. Monika Kipp, aki a Dortmundi Műszaki Egyetem Forgácsoló Technológiai Intézetének csiszolástechnikai részlegét vezeti, intenzíven foglalkozik a témával. „Egy példa a rugalmas finom megmunkáló szerszámok alkalmazására a strukturált felületek végső megmunkálása”, mondja Kipp. Ha ezeket például marással állítják elő, mikroélképződések keletkezhetnek. Ezek eltávolításához, anélkül, hogy lényeges változást okoznánk a struktúrában, és egyidejűleg a felületi minőség javításához, a szerszámok magas alkalmazkodóképessége szükséges, és csak nagyon kis anyagleválasztás érhető el. „E cél elérése érdekében a kutatás során a rugalmas gyémántszerszámok alapvető folyamatviselkedésével foglalkozunk”, mondja a tudós, aki nemrégiben az Otto-Kienzle Emlékérmet kapta meg a WGP-től (Tudományos Társaság a Gyártástechnika Területén).
Tökéletes koreográfia
Ha nagyon érzékeny felületeket rugalmas szerszámokkal dolgoznak fel, pontosan tudni kell, hogyan működnek együtt a szerszámok és az anyag. „A finom megmunkálás során, hogy elkerüljük a nem kívánt kontúrváltozásokat rugalmasan kötött gyémántcsiszolókorongokkal vagy más hajlékony csiszolóeszközökkel, elengedhetetlen a folyamat alapvető kölcsönhatásainak ismerete“ – fogalmaz Kipp a központi kihívást.
Ez magában foglalja például a folyamatparaméterek és a szerszámok kötési keménységének vagy rugalmasságának, valamint így a helyi érintkezési helyzetnek az összehangolását. Ezen kívül, mondja a tudós, a folyamatirányítás célzott módosítása a beavatkozási kinematika szempontjából is célravezető lehet. A laikusok számára úgy képzelhető el, mint egy koreográfia. Milyen gyorsan mozog a csiszolóeszköz? Milyen gyorsan halad el a munkadarab?
Milyen szögben vagy mintázatban érkeznek a szemcsék a felületre? Milyen gyakran hatol be egyetlen szemcse az anyagba? Az optimális eredmény érdekében a tökéletes együttműködésre van szükség.
A három K: érintkezési nyomás, érintkezési idő, szemcseméret
A finom megmunkálás során a felületi minőség többek között a helyi érintkezési helyzettől függ – mondja Kipp. „A folyamattervezés szempontjából fontos megkülönböztetni, hogy a lehető legkisebb érdességet kell-e beállítani, vagy funkcionális felületeket kell-e utólagosan feldolgozni struktúra- vagy kontúrelemekkel“ – magyarázza a kutató. A megfelelő alkalmazásokhoz rugalmas abrazív szerszámok használhatók. Az anyagleválasztás és ezzel együtt a felületminőség többek között az érintkezési nyomás, az érintkezési idő és a szemcseméret összehangolásával szabályozható.
A csiszoló résben sötét van.
A technikai lehetőségek és a gazdaságilag értelmes határok határán alkalmazások esetén tehát még széles terület nyílik meg az ipari és akadémiai kutatás számára. Mert a szakemberek körében továbbra is érvényes a szállóige: „A csiszoló résben sötét van.” Ez a bonmot arra utal, hogy a gyakorlati szakembereknek és a kutatóknak még ki kell világítaniuk a csiszolás legmélyebb fizikai és eljárástechnikai titkait, hogy technikailag optimalizálhassák az ipari termelési folyamatokat, valamint hatékonyabbá és fenntarthatóbbá tegyék azokat.
Kapcsolat:


