


Dünyanın en sert malzemesi ile yumuşak plastik bir araya geldiğinde, özel özelliklere sahip taşlama aletleri ortaya çıkar. Burada elastik bağlanmış elmas taşlama disklerinden bahsediyoruz. Bunlar, son işleme aşamasında güçlü yönlerini sergiler ve mükemmel bir taşlama sağlar. Bu tür yenilikçi yöntemler gereklidir, çünkü üretim endüstrisi, dayanıklı malzemelerden her zamankinden daha karmaşık ve hassas parçalar üretme zorluğuyla karşı karşıyadır. Geleneksel üretim yöntemleri burada genellikle sınırlara ulaşır, özellikle yüzeyler o kadar ince olduğunda ki, özel bir hassasiyetle işlenmeleri gerekir. 05-08 Mayıs 2026 tarihlerinde Stuttgart'ta VDW (Alman Alet Makinaları Üreticileri Derneği) tarafından düzenlenecek GrindingHub fuarında, ziyaretçiler en yüksek yüzey kaliteleri için yenilikçi taşlama teknikleri hakkında daha fazla bilgi edinecekler.
Zorlu bitirme ve parlatma süreçleri için

"Elastik bağlı elmas aletler, ayna parlaklığı gerektiren uygulamalarda maksimum etkilerini elde eder," diyor Artifex Dr. Lohmann GmbH & Co. KG'nin teknoloji geliştirme müdürü Jens Meiberg, Kaltenkirchen. Görsel: Artifex
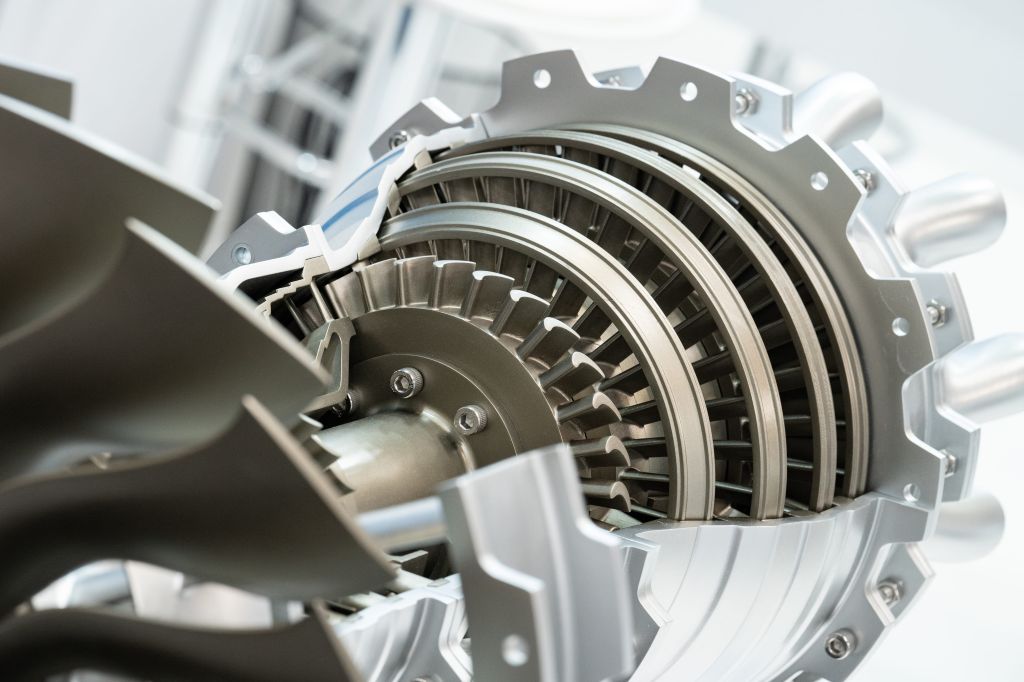
Esnek zımpara ve parlatma aletleri, çeşitli sektörlerde kullanılmaktadır. Metal işleme alanında, en ince cerrahi aletlerden yüksek dayanımlı türbin kanatlarına kadar yüzeyleri iyileştirirler. Bu aletler, üretim süreçlerini hızlandırmanın yanı sıra, üretimde ekonomik verimliliği ve sürdürülebilirliği artırma imkanı sunar. "Esnek bağlama sistemine sahip elmas aletlerimizin güçlü yönleri, sert metal gibi yüksek sertlikteki malzemelerin hassas bir şekilde işlenmesi gereken her yerde kendini gösterir," diyor GrindingHub sergisinin katılımcısı Artifex Dr. Lohmann GmbH & Co. KG'nin Teknoloji Geliştirme Müdürü Jens Meiberg. Hamburg'un Kaltenkirchen kentinde bulunan esnek zımpara ve parlatma aletleri uzmanı olan şirket, "Son derece ince yüzeylerin, hatta ayna parlaklığına kadar talep edildiği uygulamalarda maksimum etkiyi elde ederler," diyor Meiberg. Bu nedenle, zorlu yüzey bitirme ve parlatma süreçleri için ideal bir şekilde uygundurlar. Meiberg'in sözlerine göre, Artifex şu anda kesme kenarlarının mükemmelleştirilmesi ve kesme aletlerinin daha verimli talaş kaldırma işlemleri için sert metal delme ve frezeleme aletlerinin işlenmesine odaklanmaktadır.
Daha yüksek verimlilik ve azaltılmış toplam maliyetler
Teknik olarak optimum yüzeyler bir şeydir, ekonomiklik ise başka bir şeydir. Endüstriyel pratikte nihayetinde kullanıcı için maliyet-fayda hesabı önemlidir. Başka bir deyişle: Geliştirilmiş yüzey kalitesi, daha yüksek çabayı ne zaman haklı çıkarır? "Araştırmalar, hazırlanmamış aletlere kıyasla %50'den fazla bir ömür iyileştirmesi sağladığını göstermektedir," diyor Artifex yöneticisi Meiberg. Daha hızlı talaş akışı ve daha büyük talaş hacmi ile kullanıcı, önemli bir maliyet ve ömür avantajı elde eder. Elastik bağlı elmas aletlerle yapılan işleme sayesinde iş parçasının yüzey kalitesi belirgin şekilde iyileşir. "Bu optimizasyon, pratikte sonraki aletlerin belirgin şekilde daha uzun ömürlü olmasına ve daha stabil, daha güvenilir bir süreç davranışına yol açar. Kullanıcılar böylece daha yüksek verimlilik ve azaltılmış toplam maliyetlerden faydalanır," diyor Meiberg.
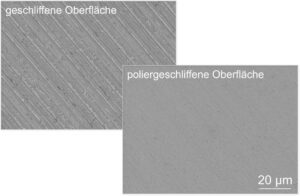
Hassas işleme için narin yüzeyler
Bazı yüzeyler o kadar narin ki, son derece hassas bir şekilde işlenmeleri gerekiyor. Artifex'in Teknoloji Geliştirme Müdürü'nün açıkladığı gibi, elastik destekli elmas parçacıkları, "kontur değiştirmeyen parlak yüzeyler" elde ediyorlar; bu, topolojik malzeme zirvelerinin kesilmesiyle gerçekleşiyor. Homojen dağıtılmış aşındırıcı ortam, bağ matrisinde ileri geri hareket ediyor. Basitçe ve halk dilinde söylersek: Yumuşak kütle biraz esner, böylece tanecikler sürtünme sırasında hafifçe sallanır, sert bir şekilde kazımak yerine. Bu nedenle yüzey sadece çok nazik bir şekilde düzleştirilir ve parlatılır, malzeme agresif bir şekilde aşındırılmaz veya şekli değiştirilmez. Diğer bir deyişle: Daha akıllı taşlama diski esner. "Süreçteki basınç ve hız parametreleri, bu yeni geliştirilen yumuşak bağdan tane kırılmalarını dışlamak için en büyük zorluğu oluşturuyor," diyor Meiberg. Yüzey kalitesi, disklerin tüm yaşam döngüsü boyunca tekrarlanabilir bir şekilde elde edilebilir.
Makinedeki alet değiştirme imkanları sayesinde işleme tek bir sabitleme ile gerçekleştirilir ve sonraki süreçlerle değil. Meiberg'in sözlerine göre, Artifex, kendi araştırma ve geliştirme departmanı aracılığıyla elmas aletlerin sürekli bir şekilde geliştirilmesini sağlıyor - özellikle yeni sert metal alaşımları ve modern sert metal aletler açısından.
Alan araştırmalar için nanometre aralığına kadar alan
Mikro ve nanometre alanında üniversitelerde temel araştırmalar için hala çok fazla alan var. Bu, yapılandırılmış yüzeylerin son işlenmesinde esnek ince işleme aletlerinin kullanımı için de geçerlidir. Dortmund Teknik Üniversitesi'nde Kesme Üretim Enstitüsü'nde Taşlama Teknolojisi bölümünü yöneten Dr. Monika Kipp, bu konuyla yoğun bir şekilde ilgilenmektedir. "Esnek ince işleme aletlerinin kullanımı için bir uygulama örneği, yapılandırılmış yüzeylerin son işlenmesidir," diyor Kipp. Örneğin, bunlar frezeleme ile üretildiğinde, mikro kenarların oluşması mümkündür. Bunları, yapının önemli bir değişikliğe uğramadan kaldırmak ve aynı zamanda yüzey kalitesini artırmak için, aletlerin yüksek bir uyum yeteneğine sahip olması ve yalnızca çok az bir malzeme kaybı sağlanması gerekmektedir. "Bu hedefe ulaşmak için, araştırmalarımızda esnek elmas aletlerin temel süreç davranışları ile ilgileniyoruz," diyor, yakın zamanda WGP (Üretim Teknolojisi Bilimsel Derneği) tarafından Otto-Kienzle Anı Madalyası ile ödüllendirilen bilim insanı.
Mükemmel koreografi
Çok hassas yüzeyler esnek aletlerle işlenirken, aletlerin ve malzemenin nasıl etkileşime girdiğinin tam olarak bilinmesi gerekir. "Esnek bağlarla bağlanmış elmas taşlama diskleri veya diğer esnek taşlama aletleri ile ince işleme sırasında istenmeyen kontur değişikliklerini önlemek için temel süreç etkileşimlerinin bilinmesi şarttır," diyor Kipp, merkezi zorluğu özetleyerek.
Bu, örneğin, süreç parametrelerinin ve aletlerin bağlanma sertliği veya esnekliğinin ve dolayısıyla yerel temas durumunun ayarlanmasını kapsamaktadır. Ayrıca, bilim insanına göre, işlem kinematiği açısından süreç yönetiminin hedefe yönelik bir şekilde ayarlanması da faydalı olabilir. Bunu basit bir şekilde bir koreografi olarak hayal edebiliriz. Taşlama aleti ne kadar hızlı hareket ediyor? İş parçası ne kadar hızlı geçiriliyor?
hangi açı veya desenle tanecikler yüzeye çarpar? Tek bir tanecik malzemeye ne sıklıkla girer? Optimal bir sonuç için mükemmel bir etkileşim önemlidir.
Üç K: Temas basıncı, temas süresi, tane boyutu
İnce işleme alanındaki yüzey kalitesi, yerel temas durumuna bağlıdır, diyor Kipp. "Proses tasarımı açısından, mümkün olan en düşük pürüzlülüğün ayarlanıp ayarlanmayacağı veya işlenmesi gereken yapı veya kontur elemanlarına sahip işlevsel yüzeyler olup olmadığına dikkat edilmelidir," diyor araştırmacı. İlgili uygulamalar için esnek aşındırıcı aletler kullanılabilir. Malzeme çıkarımı ve dolayısıyla yüzey kalitesi, temas basıncı, temas süresi ve tane boyutunun ayarlanmasıyla kontrol edilebilir.
Taşlama boşluğunda karanlık
Teknik olarak mümkün olanın ve ekonomik olarak mantıklı olanın sınırlarında uygulamalar, endüstriyel ve akademik araştırmalar için geniş bir alan açmaktadır. Çünkü uzmanlar arasında hâlâ bilinen bir söz vardır: "Taşlama boşluğunda karanlık." Bu söz, uygulayıcıların ve araştırmacıların taşlama işleminin en derin fiziksel ve proses mühendisliği sırlarını aydınlatmaları gerektiğini, böylece endüstriyel üretim süreçlerini teknik olarak optimize etmeleri ve daha verimli ve sürdürülebilir hale getirmeleri gerektiğini ima etmektedir.
İletişim:


