


„Максимальна точність є основною вимогою для нашої роботи“ – таку високу планку ставить Йорг Остеркамп, керуючий директор Bott Werkzeug- und Maschinenbau GmbH. Компанія з Вольфегга в обершвабському Алльґаї оптимізує свої виробничі процеси за допомогою програмного забезпечення для вимірювання та автоматизації FormControl X від Blum-Novotest.
Алоїс Ботт заснував компанію Bott GmbH у 1987 році. Він та його співробітники з самого початку використовували свої навички та знання в найрізноманітніших сферах: для компаній у навколишньому середовищі виготовляються спеціальні машини, а власноруч розроблений куточковий фрезерний головка використовується клієнтами для фрезерування віконних профілів.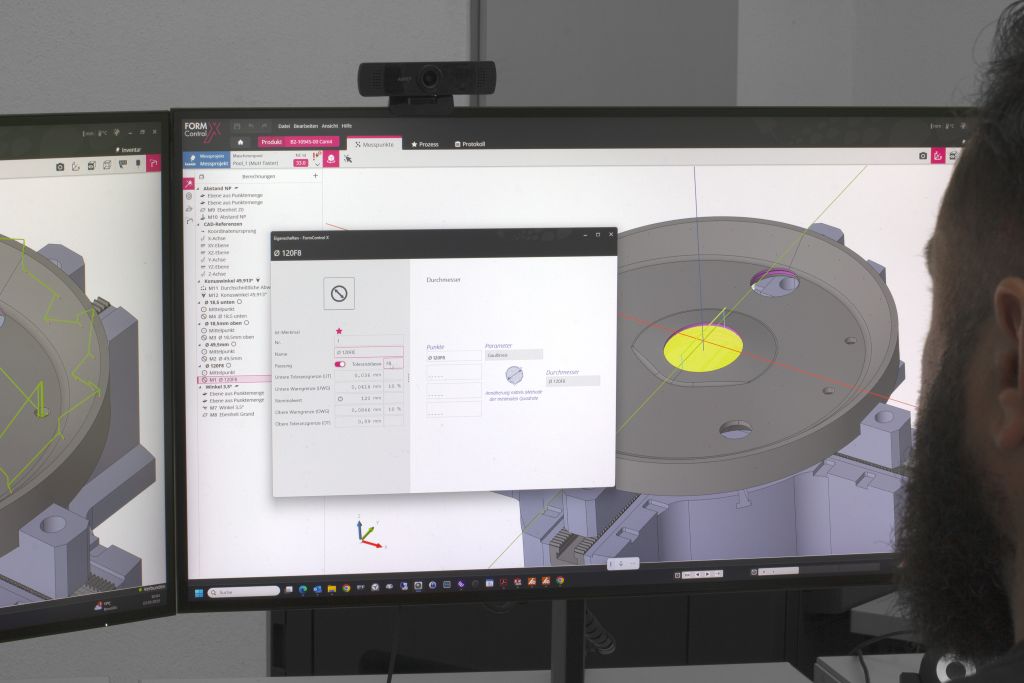
У 2009 році компанія Bott взяла на себе виробництво інструментів сусідньої компанії з машинами та працівниками, тим самим ще більше розширивши асортимент послуг. Сьогодні основою компанії є це виробництво інструментів, в якому, наприклад, виготовляються різальні, штампувальні та формувальні інструменти для автомобільної промисловості, а також постійно розширене виробництво на замовлення. Крім того, продовжується виготовлення кутових фрезерних головок, а також постачання шнекових дозаторів з контейнерними вагами клієнтам, які бажають змішувати дуже точні рецептури.
Кількість працівників зросла до 45, компанія досі перебуває в сімейних руках.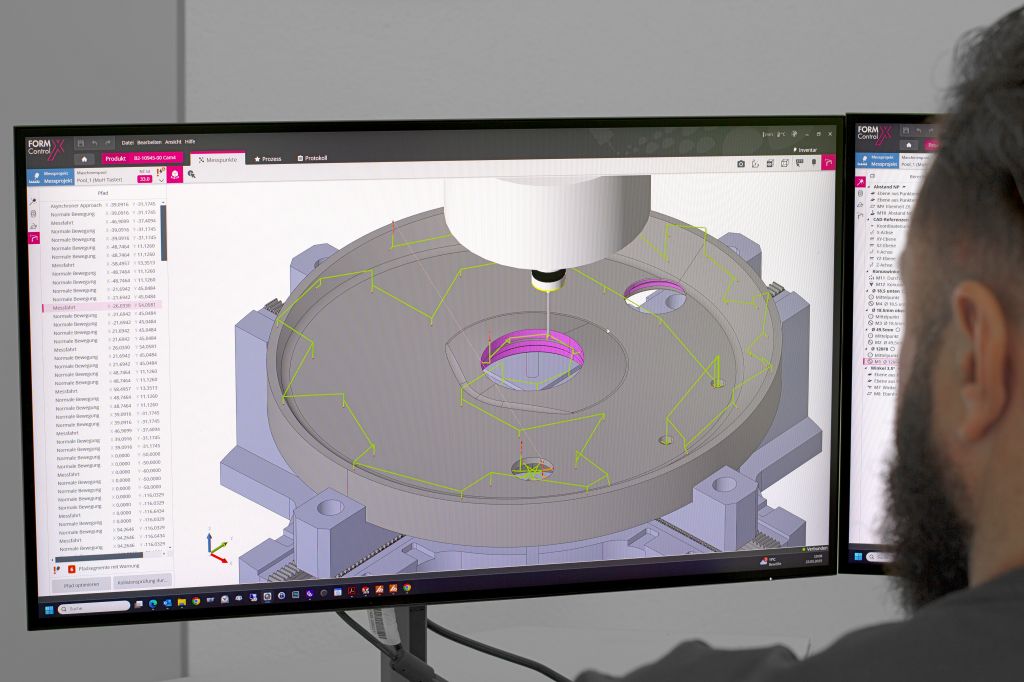
На токарно-фрезерному центрі HERMLE C42 MT є яскравий доказ того, що Bott забезпечує найвищу точність: тут Hermle самостійно виготовляє центральний елемент своїх машин. Інші деталі, що виготовляються на цій машині, - це так звані комбіновані фланці різних розмірів, які обробляються для сусідньої компанії. Ці висококомплексні токарно-фрезерні деталі стали причиною того, що фахівці з виробництва Bott швидко домовилися з BLUM про участь у тестуванні розробки програмного забезпечення для вимірювання та автоматизації FormControl X.
Норберт Лейнс, CAD/CAM-програміст та підготовник виробництва, називає причини впровадження програмного забезпечення: «По-перше, машина, обладнана змінником піддонів, повинна працювати максимально автоматизовано цілодобово, по-друге, під час і після процесу обробки необхідно контролювати розміри, які не можна просто виміряти вручну. І не в останню чергу, повинні вимірюватися допуски форми і положення, що не можливо зробити за допомогою стандартних вимірювальних циклів».
Зроблені на токарно-фрезерному центрі заготовки з важко оброблювальної нержавіючої сталі монтуються на палету на зовнішньому налаштувальному місці, яку змінювач розташував на налаштувальному місці. При зміні палети оператор вказує відповідну NC-програму для заготовки. Таким чином, склад палет заповнюється, і можна починати обробку. Спочатку вимірювальний зонд визначає нульову точку палети, після чого машина починає виконувати NC-програму. Для згаданого комбінованого фланця обробка триває понад 20 годин.
Тому особливо важливо вчасно виявляти помилки на верстаті. Наприклад, перед останнім шліфувальним процесом відповідні розміри вимірюються за допомогою вимірювального зонда, і відповідно коригується інструмент за допомогою FormControl X.
У процесі цієї висококомплексної обробки в Bott постійно перевіряються важливі розміри. Для цього вимірювальний зонд змінюється як інструмент, і вимірювальні точки проходять. „Довгий час нам не вистачало можливості перевіряти допуски форми та положення“, згадує Норберт Лейнс, „коли BLUM звернувся до нас з пропозицією взяти участь у бета-тестуванні FormControl X, ми відразу погодилися – адже FormControl X може вимірювати саме ці характеристики.
Програмне забезпечення дуже просте у використанні, і можна швидко створити перші вимірювальні програми одним клацанням миші." Для цього Лейнс у FormControl X Config-Client визначає вимірювальні точки на раніше імпортованій 3D моделі. Вбудований контекстний асистент автоматично розпізнає геометричні області та пропонує типові вимірювальні точки та стандартні допуски.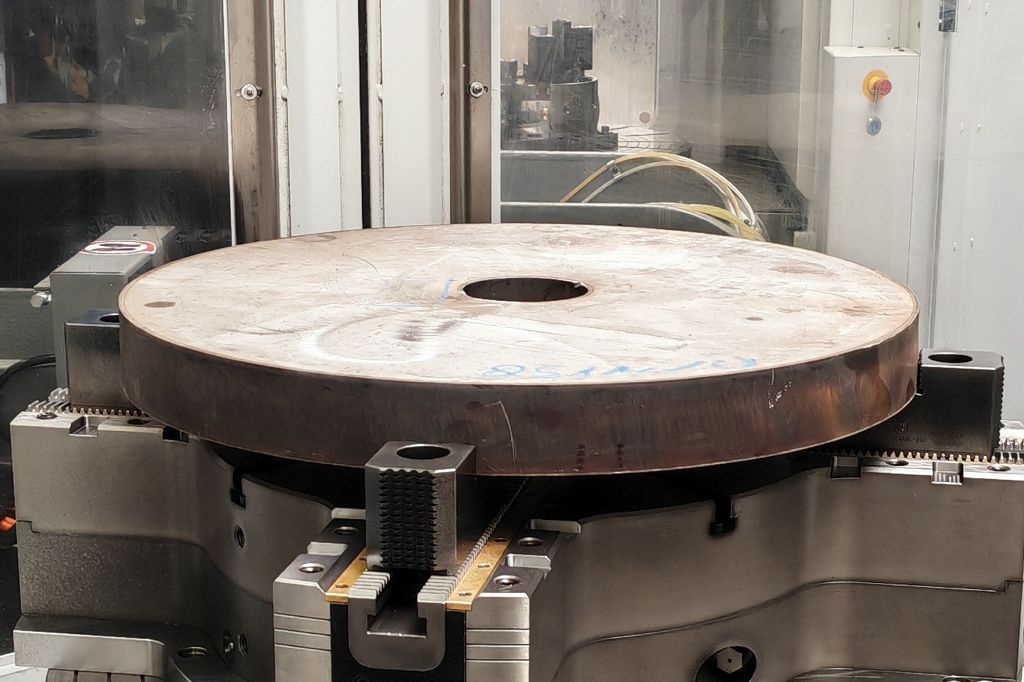
Вимірювальне завдання потім передається на сервер і зчитується машиною для обробки вимірювальних точок. Лейнс дуже сподобалося, що він може доповнити 3D-моделі, створені в SolidWorks, геометрією затискних засобів у CAM-системі SolidCAM, а потім передати цю загальну геометрію в FormControl X. Таким чином, ситуація затискання повністю відображається в FormControl X, і вже під час створення вимірювальних програм можна запобігти зіткненню вимірювального зонда.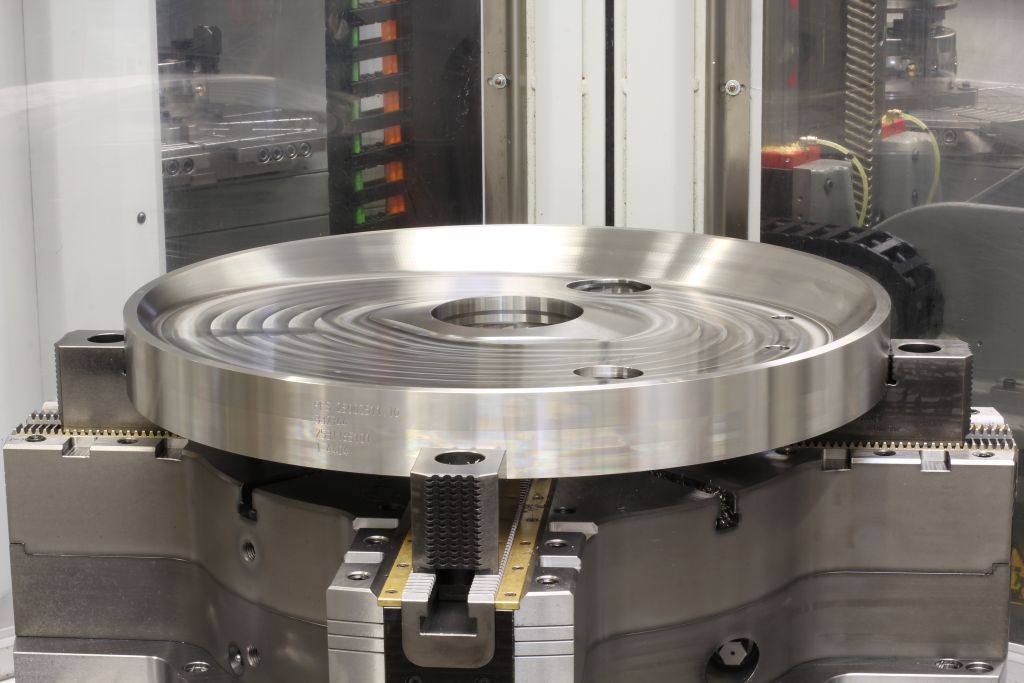
„Також координатні системи беруться з CAM-програми“, додає Лейнс. У FormControl X користувач визначає точки та вимірювання, які потрібно виміряти, це, зокрема, діаметри та ширини пазів, а також рівність оброблених поверхонь. „І тут ми повинні залишатися в межах п'яти мікрометрів“, додає Флоріан Ботт, керівник команди фрезерування.
«Ця точність розташування важлива для наступного процесу, в якому деталі обробляються шліфуванням. З одного боку, ми повинні залишити певний запас для шліфування, з іншого боку, чим менше запасу потрібно знімати, тим швидше проходить процес. Таким чином, точна обробка на токарно-фрезерному центрі економить багато часу.» Безпосередньо біля машини стоїть комп'ютер, на якому оператор може переглядати статистику всіх вимірювальних точок і миттєво реагувати на відхилення.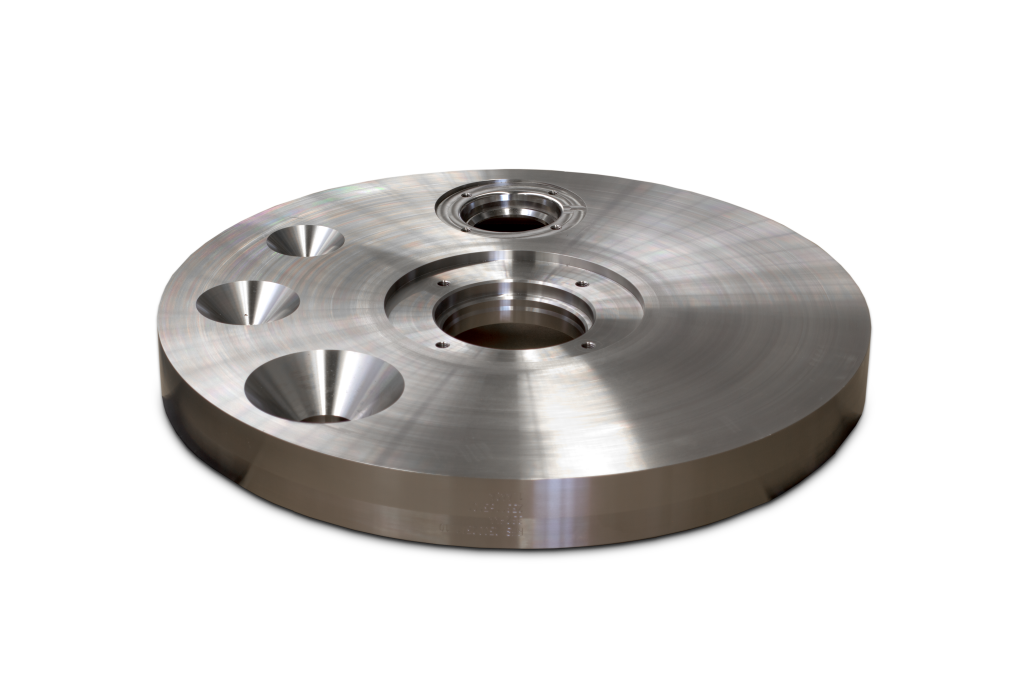
У програмному забезпеченні BLUM автоматично розраховуються шляхи переміщення між вимірювальними точками. При цьому оператор може визначити, чи дозволяти програмному забезпеченню виконувати інтелектуальну оптимізацію вимірювального шляху, щоб максимально скоротити час вимірювання, або ж просто слідувати заданій програмі. Після цього під час програмування відбувається симуляція вимірювальної програми та контроль за зіткненнями – як описано на основі всієї ситуації затискання.
Однією з найважливіших функцій FormControl X є статистичний контроль процесів (Statistical Process Control, SPC). Ця функція дозволяє відстежувати розвиток вимірювань з часом і автоматизувати процес обробки відповідно до заздалегідь визначених меж попередження та втручання. Кожне вимірювання зберігається в серверній базі даних програмного забезпечення і відображається в веб-інтерфейсі за потреби. Наприклад, можна відстежувати зношення інструментів або виявляти інші неточності, які виникають з машини або процесу. "Якщо це потрібно, FormControl X коригує значення подачі, щоб компенсувати зношення інструментів", пояснює Лейнс. "У SPC-відображенні видно, як інструмент зношується з часом, і можна вжити відповідних заходів вчасно. Прив'язка результатів вимірювань до поточної деталі відбувається за допомогою унікального ID."
Альтернативно, FormControl X пропонує можливість автоматичної заміни інструмента на сестринський, якщо зношення перевищує заздалегідь визначену межу попередження. Це дозволяє дотримуватися допусків навіть у безлюдному режимі. Для вимірювання та моніторингу інструментів у машині встановлено лазерну вимірювальну систему LC52-DIGILOG від BLUM, з якою вимірюються як фрези, так і токарні інструменти. Таким чином, Bott забезпечує надійне проходження процесів обробки як через вимірювання інструментів, так і через вимірювання деталей.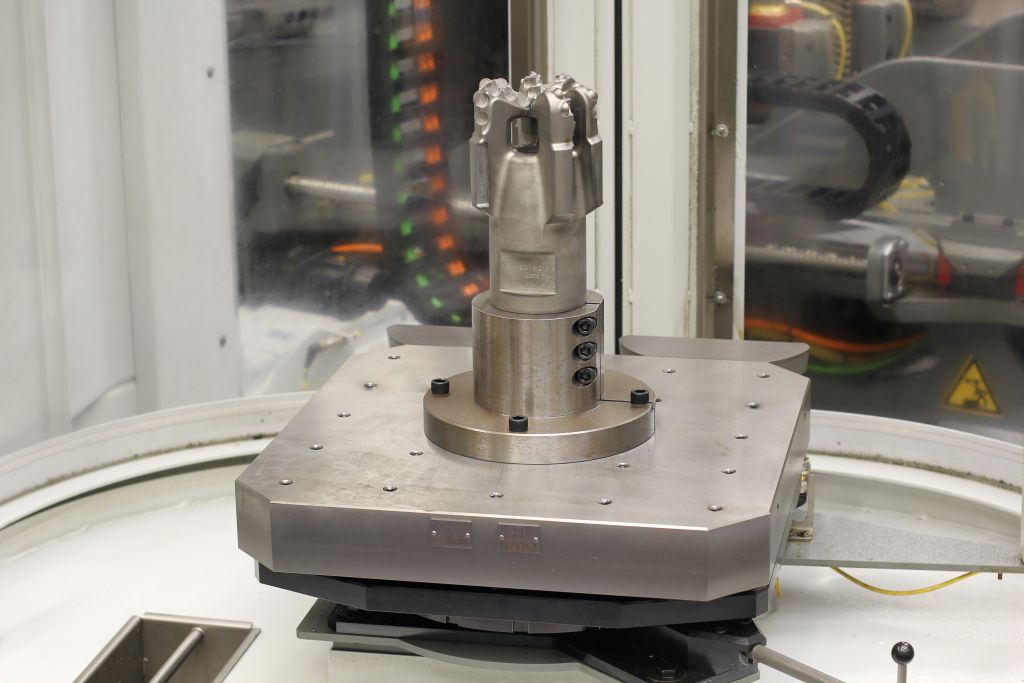
"FormControl X робить безлюдну роботу по-справжньому завершеною", говорить Лейнс. "Якщо щось піде не так під час цього часу, ми часто помічаємо це лише після того, як також були неправильно виготовлені наступні деталі. Завдяки програмному забезпеченню BLUM система реагує гнучко. Якщо подальша обробка, наприклад, після поломки інструмента, більше неможлива, відповідна палета блокується, завантажується нова палета і замінюється сестринський інструмент. Таким чином, використовується подальший час." І завдяки компенсації зношення значення вимірювань залишаються в бажаній точності.
"Проте ми перевіряємо безлюдно виготовлені деталі наступного ранку вибірково на вимірювальному станку", продовжує пояснювати Лейнс. "Це частково вимагається клієнтами для протоколу постачання. Крім того, лише вимірювальна кімната стабілізована за температурою. Але завдяки вимірюванням, можливим з FormControl X, ми можемо бути впевнені, що на вимірювальному станку ми вимірюємо лише добрі частини." На бета-етапі фахівці Bott перевірили вимірювання FormControl X за допомогою додаткового вимірювання на вимірювальному станку, але швидко з'ясувалося, що результати збігалися. "Таким чином, ми отримали довіру до програмного забезпечення та вимірювання в машині", підкреслює Лейнс.
Йорг Остеркамп підсумовує: "FormControl X виправдав наші очікування, ми змогли заощадити 30 відсотків часу в виробництві та встановити стабільний безлюдний процес. Особливо в умовах сьогоднішнього дефіциту кваліфікованих працівників це дуже важливо. Точність обробки є для нас основною умовою, це виконує FormControl X. Крім того, програмне забезпечення принесло нам підвищені часи шпинделя і, перш за все, статистичний контроль процесів, який забезпечує нам прозорість і довіру до процесу, які нам потрібні.
FormControl X наразі адаптується BLUM до старіших управлінь, після чого ми будемо використовувати програмне забезпечення на інших машинах."
Також Норберт Лейнс дуже задоволений: "Заощадження в процесі - це одне. Для мене ще важливіше, щоб процес працював оптимально. Людина може забути перевірити вимір, машина - ні. І те, що навіть BLUM довіряє нашим виробничим процесам, проявляється вже в тому, що ми час від часу виготовляємо комплектуючі для вимірювальних приладів BLUM."
Контакт:


