
« La précision maximale est la condition préalable à notre travail » – cette exigence élevée est formulée par Jörg Osterkamp, directeur général de la Bott Werkzeug- und Maschinenbau GmbH. L'entreprise de Wolfegg dans l'Allgäu oberschwaben optimise ses processus de fabrication grâce au logiciel de mesure et d'automatisation FormControl X de Blum-Novotest.
Alois Bott a fondé la Bott GmbH en 1987. Lui et ses employés ont mis leurs compétences et leur savoir-faire à profit dès le début dans divers domaines : des machines spéciales sont construites pour des entreprises environnantes, un tête de fraisage angulaire développé en interne est utilisé par des clients pour fraiser des profils de fenêtres.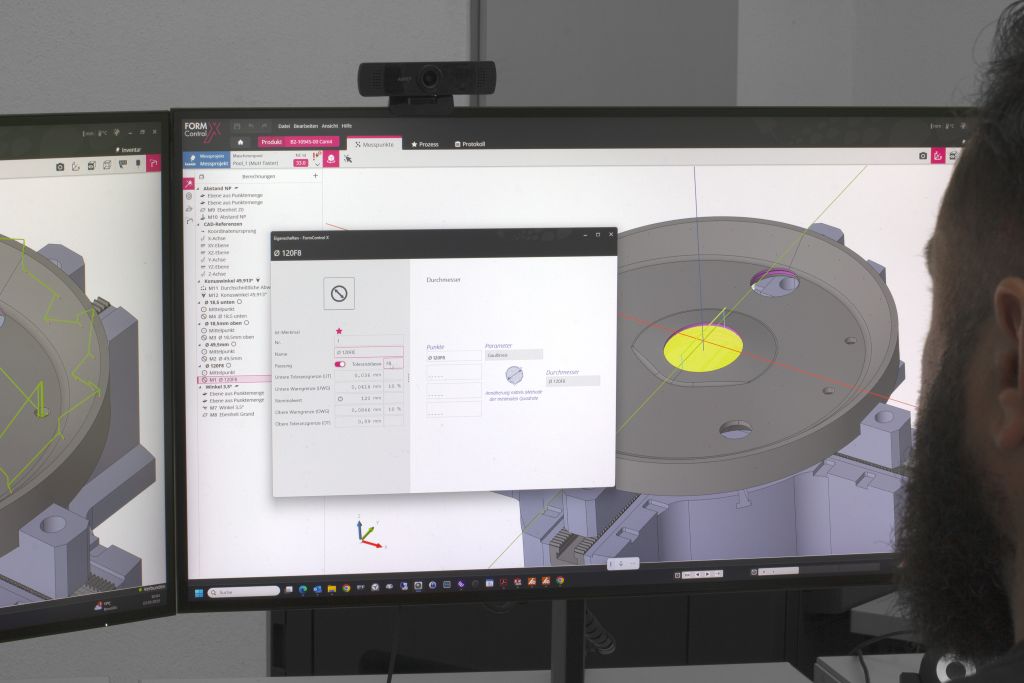
En 2009, Bott a repris la construction d'outils d'une entreprise voisine avec des machines et des employés, élargissant ainsi encore son éventail de services. Aujourd'hui, cette construction d'outils, où des outils de coupe, de formage et de déformation pour l'industrie automobile sont produits, ainsi que la fabrication sous-traitée en constante expansion, constituent le cœur de l'entreprise. Parallèlement, les têtes de fraisage angulaires continuent d'être fabriquées, mais des doseurs à vis avec des balances de conteneurs sont également livrés à des clients souhaitant mélanger des recettes très précises.
Le nombre d'employés a augmenté à 45, l'entreprise est toujours entre les mains de la famille.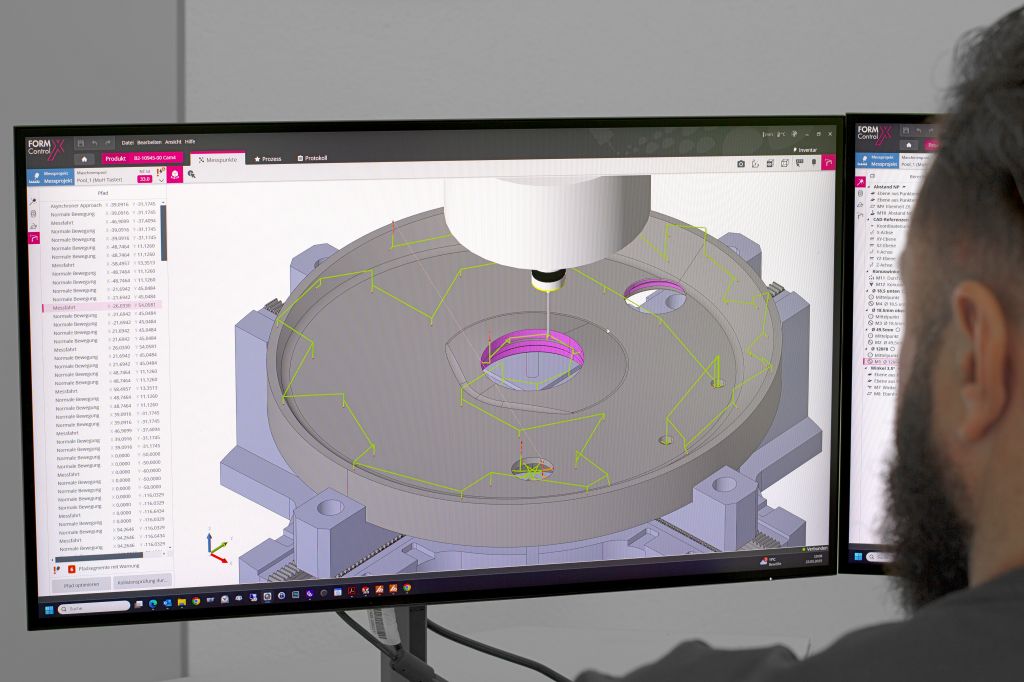
Sur un centre d'usinage tournage-fraisage HERMLE C42 MT, il existe une forte indication que Bott fournit une précision maximale : ici, Hermle fait fabriquer un composant central de ses machines. D'autres pièces fabriquées sur cette machine sont des flasques combinés de différentes tailles, qui sont usinés pour une entreprise voisine. Ces pièces tournées-fraisées hautement complexes ont été une raison pour laquelle les spécialistes de la fabrication de Bott se sont rapidement mis d'accord avec BLUM pour participer en tant que testeurs bêta au développement du logiciel de mesure et d'automatisation FormControl X.
Norbert Leins, programmeur CAD/CAM et préparateur de travail, énonce les raisons de l'introduction du logiciel : « D'une part, la machine équipée d'un changeur de palettes devait fonctionner de manière aussi automatisée que possible 24 heures sur 24, d'autre part, des mesures doivent être contrôlées pendant et après le processus d'usinage, qui ne peuvent pas être mesurées simplement à la main. Et enfin, des tolérances de forme et de position devaient être mesurées, ce qui n'est pas possible avec les cycles de mesure standard. »
Les pièces brutes fabriquées sur le centre d'usinage tournage-fraisage en acier inoxydable difficile à usiner sont montées sur une palette au poste de préparation externe, que le changeur a positionnée sur le poste de préparation. Lors du changement de la palette, l'opérateur indique le programme NC correspondant au brut. Ainsi, le stockage des palettes se remplit et le traitement peut commencer. D'abord, la sonde de mesure capture le point zéro de la palette, puis la machine commence à traiter le programme NC. Pour le flasque combiné mentionné, le traitement dure plus de 20 heures.
Il est donc particulièrement important de détecter les erreurs rapidement sur la machine. Par exemple, avant le dernier processus de finition, les mesures pertinentes sont mesurées avec la sonde de mesure et l'outil est corrigé avec FormControl X.
Au cours de ce traitement hautement complexe, des mesures importantes sont régulièrement vérifiées chez Bott. Pour cela, la sonde de mesure est échangée comme un outil et les points de mesure sont parcourus. « Nous manquions depuis longtemps d'un moyen de vérifier les tolérances de forme et de position », se souvient Norbert Leins, « lorsque BLUM nous a demandé si nous souhaitions participer au test bêta pour FormControl X, nous avons donc immédiatement accepté – car FormControl X peut mesurer précisément ces caractéristiques.
Le logiciel est très facile à utiliser et l'on peut rapidement créer les premiers programmes de mesure par un clic de souris. » Pour cela, Leins définit dans le client de configuration FormControl X les points de mesure sur le modèle 3D importé au préalable. L'assistant contextuel intégré reconnaît automatiquement les zones géométriques et propose des points de mesure typiques et des tolérances standard.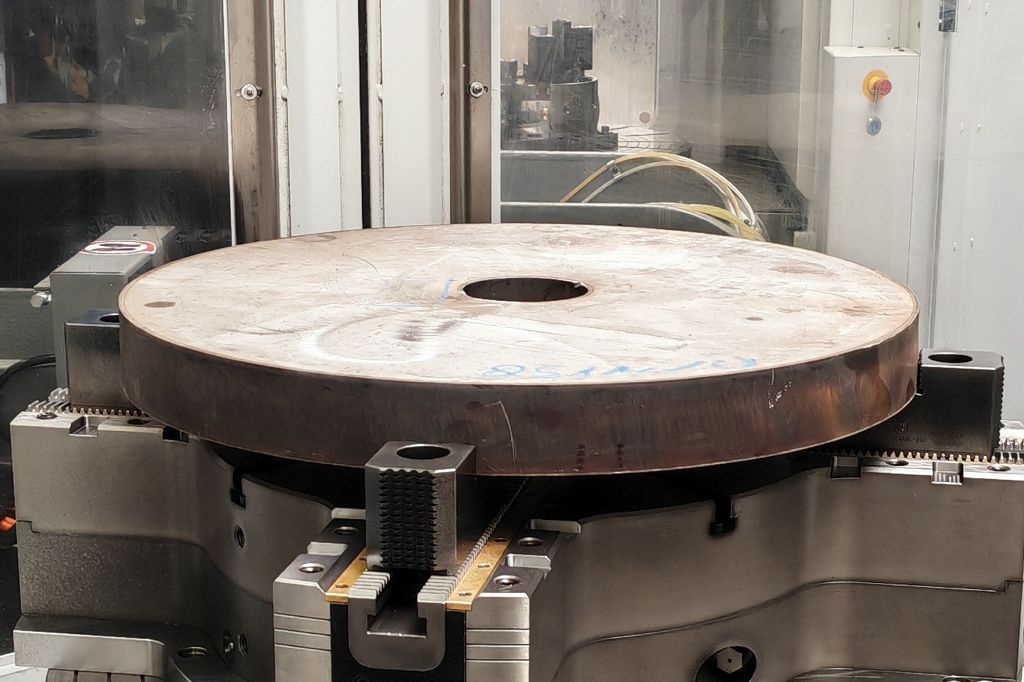
Le travail de mesure est ensuite transféré sur le serveur et récupéré par la machine pour le traitement des points de mesure. Leins a particulièrement apprécié qu'il puisse compléter les modèles 3D créés dans SolidWorks avec les géométries des dispositifs de serrage dans le système CAM SolidCAM et transmettre cette géométrie complète dans FormControl X. Ainsi, la situation de serrage est complètement représentée dans FormControl X et déjà lors de la création des programmes de mesure, une collision de la sonde de mesure peut être évitée.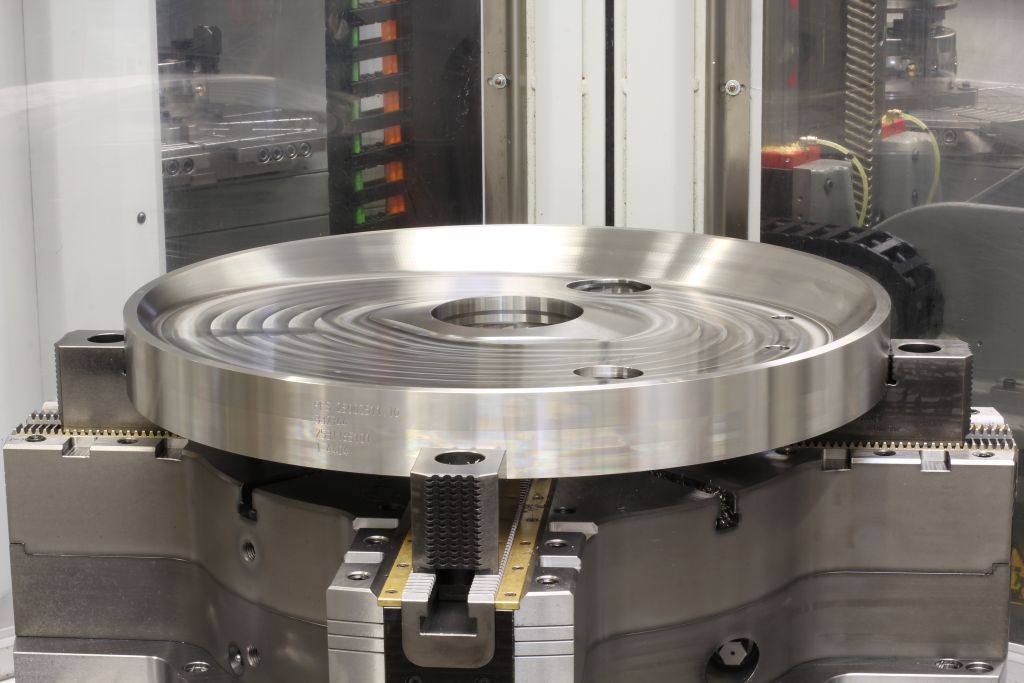
« Les systèmes de coordonnées sont également repris du programme CAM », ajoute Leins. Dans FormControl X, l'utilisateur définit les points et valeurs de mesure à mesurer, qui sont chez Bott, entre autres, les diamètres et largeurs de rainures, mais aussi la planéité des surfaces usinées. « Et nous devons rester dans une tolérance de cinq micromètres », ajoute Florian Bott, chef d'équipe de l'atelier de fraisage.
« Cette précision de position est importante pour le processus suivant, dans lequel les pièces sont meulées. D'une part, nous devons laisser un certain jeu pour le meulage, d'autre part, plus il y a peu de jeu à enlever, plus cela va vite. Ainsi, un usinage précis sur le centre d'usinage tournage-fraisage permet d'économiser beaucoup de temps. » Directement à proximité de la machine se trouve un ordinateur, où l'opérateur de la machine peut consulter les statistiques de tous les points de mesure et réagir immédiatement en cas d'écarts.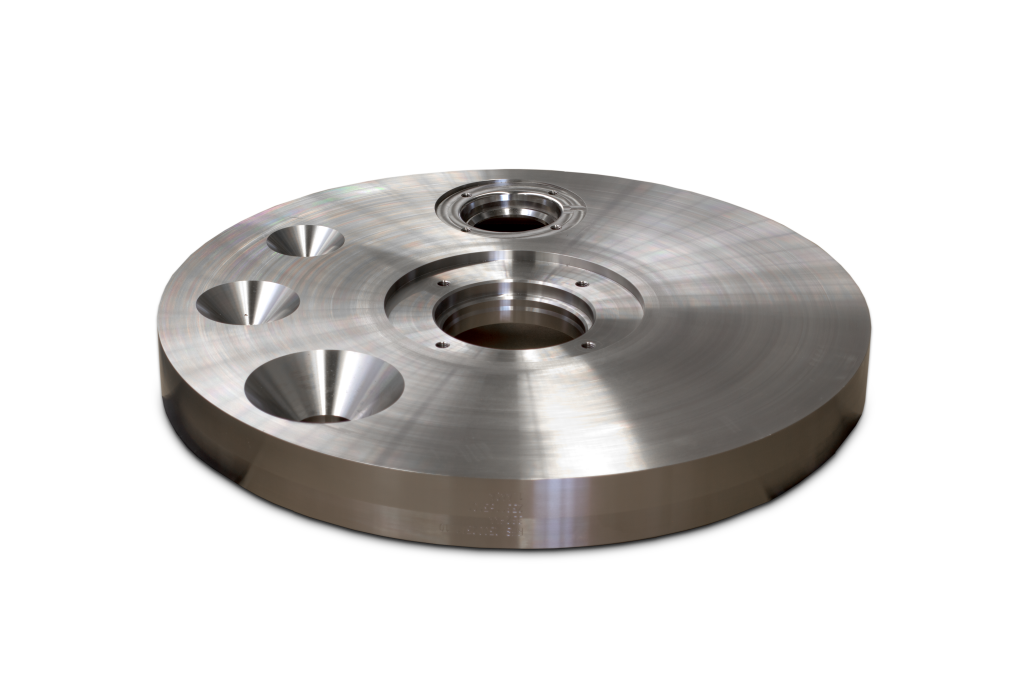
Dans le logiciel BLUM, les chemins de déplacement entre les points de mesure sont calculés automatiquement. L'opérateur peut définir si le logiciel doit effectuer une optimisation intelligente des chemins de mesure pour que le temps de mesure soit aussi court que possible ou s'il doit simplement parcourir le programme prédéfini. Ensuite, lors de la programmation, la simulation du programme de mesure suit et un contrôle de collision – comme décrit sur la base de la situation de serrage complète.
L'une des fonctionnalités les plus importantes de FormControl X est le contrôle statistique des processus (Statistical Process Control, SPC). Cette fonction permet de suivre l'évolution des valeurs mesurées au fil du temps et d'automatiser le processus d'usinage en fonction de limites d'alerte et d'intervention définies au préalable. Chaque mesure est stockée dans la base de données serveur du logiciel et affichée dans l'interface web si nécessaire. Par exemple, l'usure des outils peut être suivie ou d'autres inexactitudes identifiées, qui proviennent de la machine ou du processus. « Si souhaité, FormControl X corrige les valeurs d'alimentation pour compenser l'usure des outils », explique Leins. « Dans la représentation SPC, on voit exactement comment l'outil s'use au fil du temps et peut prendre des mesures appropriées à temps. L'attribution des résultats de mesure à la pièce actuelle se fait à l'aide d'un ID unique. »
Alternativement, FormControl X offre la possibilité de remplacer automatiquement un outil par un outil frère lorsque l'usure dépasse la limite d'alerte prédéfinie. Cela permet de respecter les tolérances même en fonctionnement sans opérateur. Pour la mesure et la surveillance des outils, le système de mesure laser LC52-DIGILOG de BLUM est installé dans la machine, avec lequel les outils de fraisage et de tournage sont mesurés. Ainsi, Bott s'assure, tant par la mesure des outils que par celle des pièces, que les processus d'usinage se déroulent de manière fiable.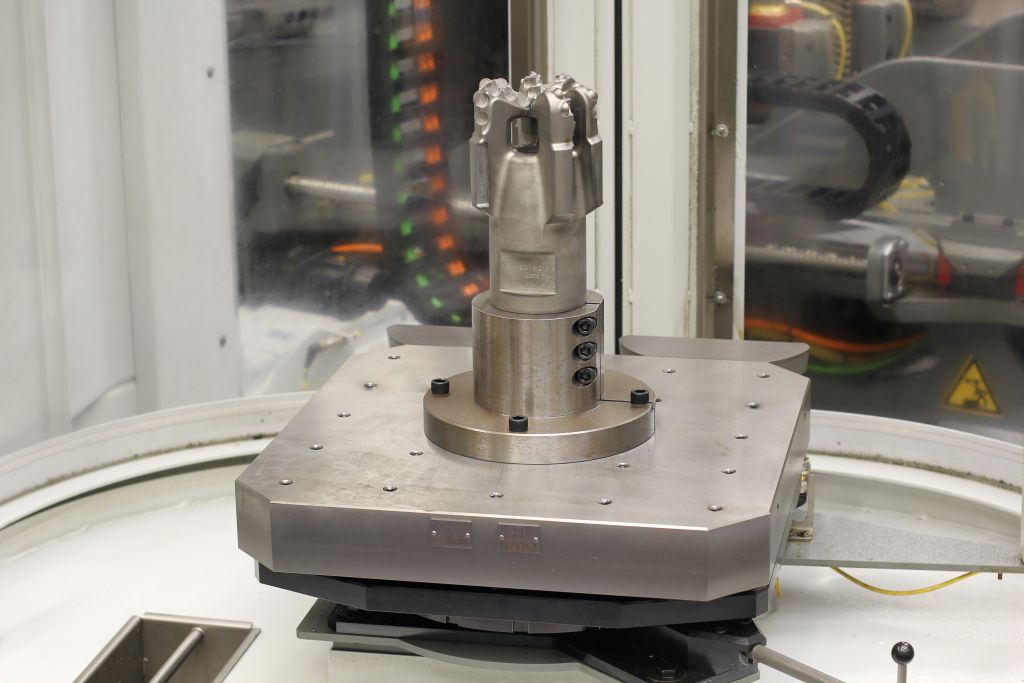
« FormControl X rend le fonctionnement sans opérateur vraiment complet », dit Leins. « Si quelque chose tourne mal pendant cette période, nous ne le remarquerions souvent qu'après que les pièces suivantes aient également été mal produites. Avec le logiciel BLUM, le système réagit de manière flexible. Si un traitement ultérieur n'est plus possible, par exemple après une rupture d'outil, la palette concernée est bloquée, une nouvelle palette est chargée et un outil frère est échangé. Ainsi, le temps supplémentaire est utilisé. » Et grâce à la compensation de l'usure, les valeurs mesurées restent dans la précision souhaitée.
« Néanmoins, nous vérifions les pièces fabriquées sans opérateur le lendemain matin de manière aléatoire sur la machine de mesure », explique Leins. « D'une part, cela est en partie imposé par les clients pour le protocole de livraison. De plus, seule la salle de mesure est stabilisée en température. Mais grâce aux mesures possibles avec FormControl X dans la machine, nous pouvons être sûrs que nous mesurons uniquement des pièces conformes sur la machine de mesure. » Dans la phase bêta, les spécialistes de Bott ont vérifié la mesure FormControl X avec une mesure supplémentaire sur la machine de mesure, mais il est rapidement apparu que les résultats étaient cohérents. « Ainsi, nous avons gagné confiance dans le logiciel et la mesure dans la machine », souligne Leins.
Jörg Osterkamp tire un bilan : « FormControl X a répondu à nos attentes, nous avons pu économiser 30 % de temps en production et établir un processus stable sans opérateur. Surtout en raison de la pénurie actuelle de travailleurs qualifiés, c'est très important. Que la précision de l'usinage soit correcte est pour nous une condition préalable, ce que FormControl X remplit. De plus, le logiciel nous a apporté des temps de broche accrus et surtout le contrôle statistique des processus, qui nous fournit la transparence et la confiance dans le processus dont nous avons besoin.
FormControl X est actuellement adapté par BLUM à des commandes plus anciennes, puis nous déploierons le logiciel sur d'autres machines. »
Norbert Leins est également très satisfait : « Les économies dans le processus sont une chose. Pour moi, il est encore plus important que le processus fonctionne de manière optimale. L'homme peut oublier de vérifier une mesure, la machine non. Et le fait que BLUM ait également confiance dans nos processus de fabrication se manifeste déjà par le fait que nous fabriquons parfois des pièces pour les capteurs BLUM. »
Contact :