


„Najwyższa możliwa precyzja jest podstawowym warunkiem naszej pracy“ – tak wysokie wymagania formułuje Jörg Osterkamp, dyrektor generalny Bott Werkzeug- und Maschinenbau GmbH. Firma z Wolfegg w oberschwäbischen Allgäu optymalizuje swoje procesy produkcyjne za pomocą oprogramowania do pomiarów i automatyzacji FormControl X od Blum-Novotest.
Alois Bott założył firmę Bott GmbH w 1987 roku. On i jego pracownicy od samego początku wykorzystywali swoje umiejętności i wiedzę w różnych dziedzinach: dla firm w okolicy budowane są maszyny specjalne, a opracowana we własnym zakresie głowica frezarska kątowa jest wykorzystywana przez klientów do frezowania profili okiennych.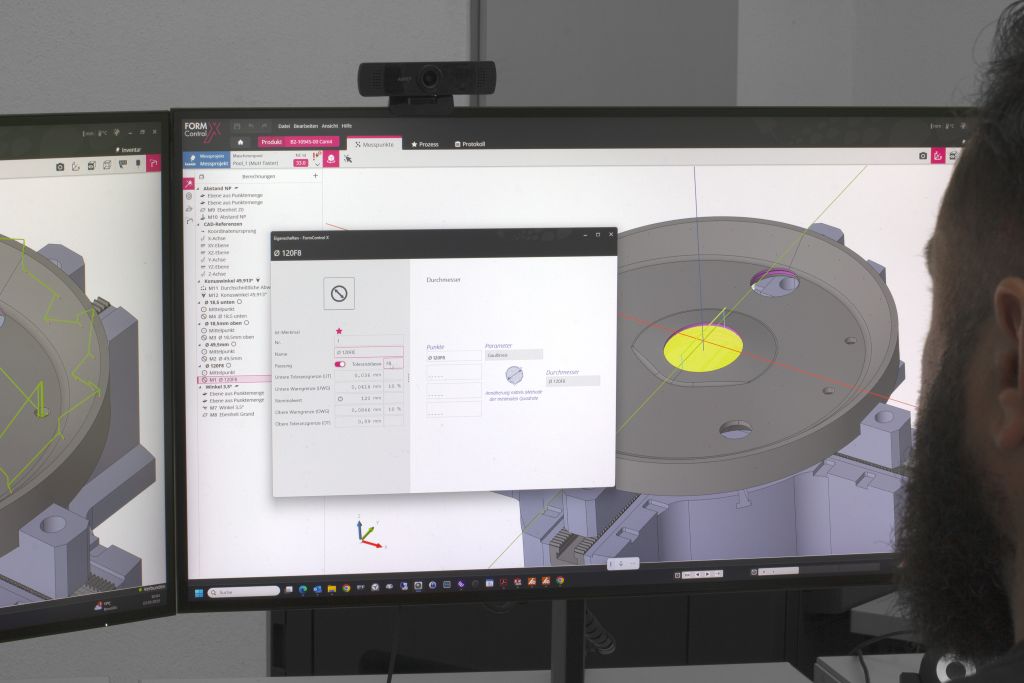
W 2009 roku Bott przejął budowę narzędzi od pobliskiej firmy wraz z maszynami i pracownikami, co jeszcze bardziej rozszerzyło ofertę. Dziś głównym obszarem działalności firmy jest ta budowa narzędzi, w której produkowane są na przykład narzędzia skrawające, tłoczące i formujące dla przemysłu motoryzacyjnego, oraz coraz bardziej rozwijana produkcja kontraktowa. Oprócz tego nadal wytwarzane są głowice frezarskie kątowe, a także dostarczane są klientom dozowniki ślimakowe z wagami pojemnikowymi, które chcą mieszać bardzo dokładne receptury.
Liczba pracowników wzrosła do 45, firma nadal jest w rękach rodziny.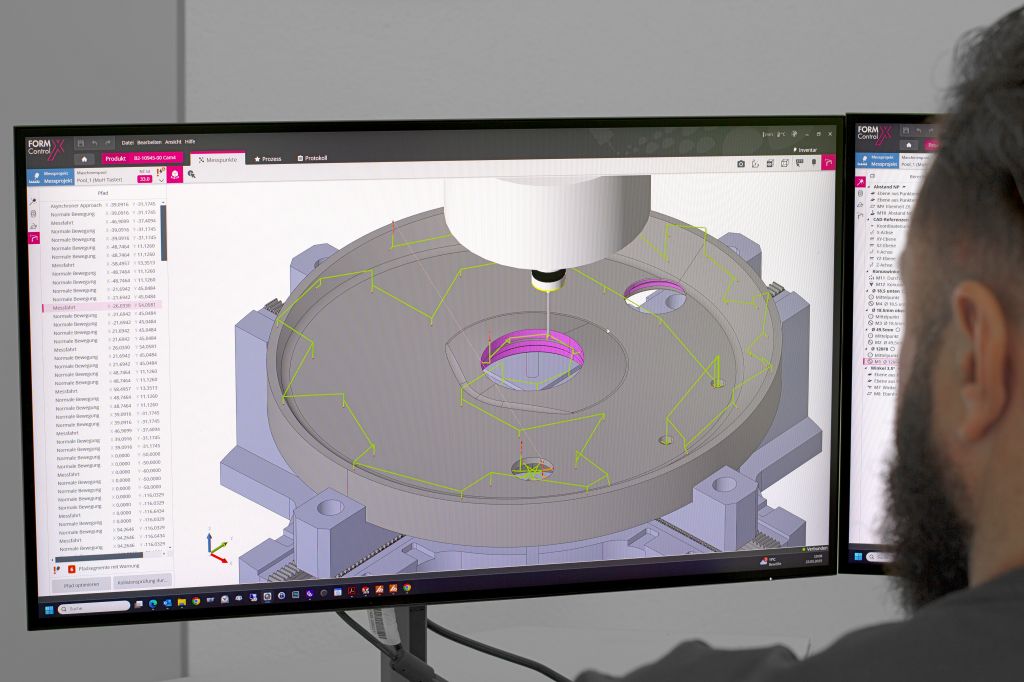
Na centrum obróbczo-frezarskim HERMLE C42 MT znajduje się silna wskazówka, że Bott dostarcza najwyższą precyzję: tutaj Hermle samodzielnie produkuje centralny element swoich maszyn. Inne części, które są wytwarzane na tej maszynie, to tzw. flansze kombinacyjne w różnych rozmiarach, które są obrabiane dla pobliskiej firmy. Te wysoko złożone części obróbczo-frezarskie były powodem, dla którego specjaliści od produkcji Bott szybko doszli do porozumienia z firmą BLUM, aby wziąć udział w testach beta przy rozwoju oprogramowania do pomiarów i automatyzacji FormControl X.
Norbert Leins, programista CAD/CAM i przygotowujący pracę, wymienia powody wprowadzenia oprogramowania: „Z jednej strony maszyna wyposażona w zmieniacz palet powinna działać w możliwie zautomatyzowany sposób przez całą dobę, z drugiej strony podczas i po procesie obróbczy należy kontrolować wymiary, które nie są łatwe do zmierzenia ręcznie. I nie mniej ważne jest, że należy mierzyć tolerancje kształtu i położenia, co nie jest możliwe przy standardowych cyklach pomiarowych.”
Surowce wytwarzane na centrum obróbczo-frezarskim z trudnoskrawalnej stali nierdzewnej są montowane na palecie w zewnętrznej strefie przygotowawczej, którą operator umieścił w strefie przygotowawczej. Podczas wymiany palety operator podaje odpowiedni program NC dla blanku. W ten sposób magazyn palet się zapełnia, a obróbka może się rozpocząć. Najpierw czujnik pomiarowy rejestruje punkt zerowy palety, a następnie maszyna zaczyna realizować program NC. W przypadku wspomnianego kołnierza kombinacyjnego obróbka trwa ponad 20 godzin.
Dlatego szczególnie ważne jest wczesne wykrywanie błędów na maszynie. Na przykład przed ostatnim procesem wykańczania odpowiednie wymiary są mierzone za pomocą czujnika pomiarowego, a narzędzie jest odpowiednio korygowane za pomocą FormControl X.
W trakcie tego wysoko złożonego procesu obróbczy w firmie Bott regularnie sprawdzane są ważne wymiary. Do tego czujnik pomiarowy jest wymieniany jak narzędzie, a punkty pomiarowe są przejeżdżane. „Długo brakowało nam możliwości sprawdzania tolerancji kształtu i położenia”, wspomina Norbert Leins, „gdy BLUM zwrócił się do nas z pytaniem, czy chcielibyśmy wziąć udział w teście beta FormControl X, od razu się zgodziliśmy – ponieważ FormControl X dokładnie potrafi mierzyć te cechy.
Oprogramowanie jest bardzo proste w użyciu i można szybko stworzyć pierwsze programy pomiarowe za pomocą kliknięcia myszką. W tym celu Leins definiuje punkty pomiarowe w kliencie FormControl X Config przy wcześniej zaimportowanym modelu 3D. Zintegrowany asystent kontekstowy automatycznie rozpoznaje obszary geometryczne i proponuje typowe punkty pomiarowe oraz standardowe tolerancje.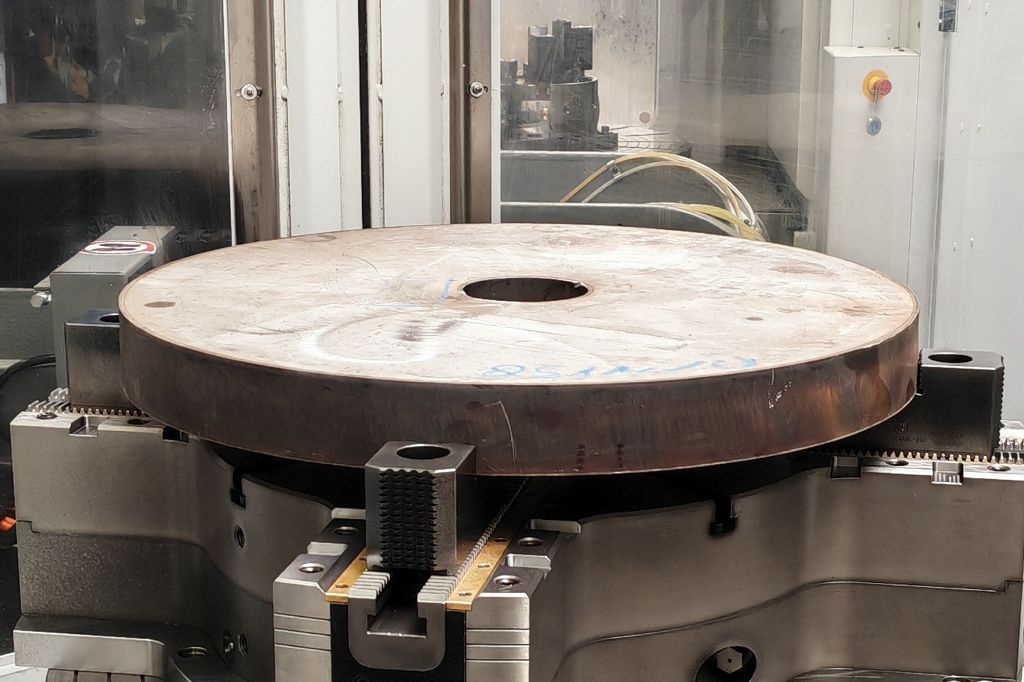
Zadanie pomiarowe jest następnie przesyłane na serwer i pobierane przez maszynę do realizacji punktów pomiarowych. Leinsowi bardzo podobało się, że może uzupełnić modele 3D stworzone w SolidWorks w systemie CAM SolidCAM o geometrie narzędzi mocujących, a następnie przekazać tę całkowitą geometrię do FormControl X. W ten sposób sytuacja mocowania jest w FormControl X całkowicie odwzorowana, a już podczas tworzenia programów pomiarowych można zapobiec kolizji czujnika pomiarowego.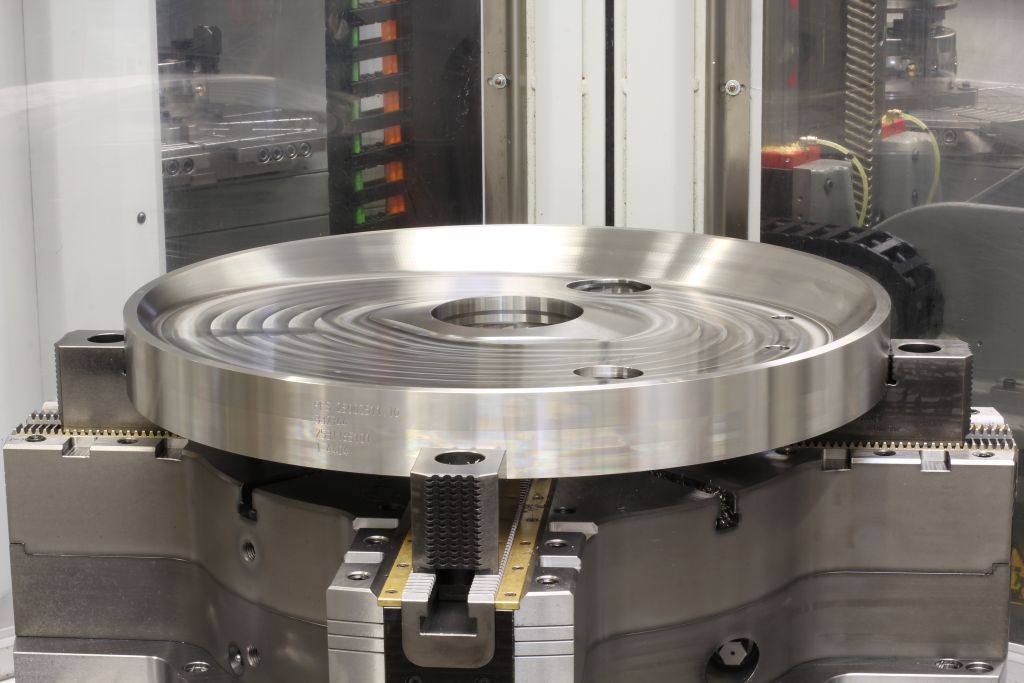
„Również układy współrzędnych są przejmowane z programu CAM“ – dodaje Leins. W FormControl X użytkownik definiuje punkty pomiarowe i wartości pomiarowe, którymi w przypadku Bott są między innymi średnice i szerokości rowków, ale także płaskość obrabianych powierzchni. „I musimy pozostać w granicach pięciu mikrometrów“ – dodaje Florian Bott, kierownik działu frezowania.
„Ta dokładność położenia jest ważna dla kolejnego procesu, w którym obrabiane są detale. Z jednej strony musimy zostawić pewien naddatek do szlifowania, z drugiej strony im mniej naddatku do usunięcia, tym szybciej przebiega proces. Tak więc dokładna obróbka na centrum tokarsko-frezarskim oszczędza dużo czasu.“ Bezpośrednio w pobliżu maszyny znajduje się komputer, na którym operator maszyny może przeglądać statystyki wszystkich punktów pomiarowych i natychmiast reagować w przypadku odchyleń.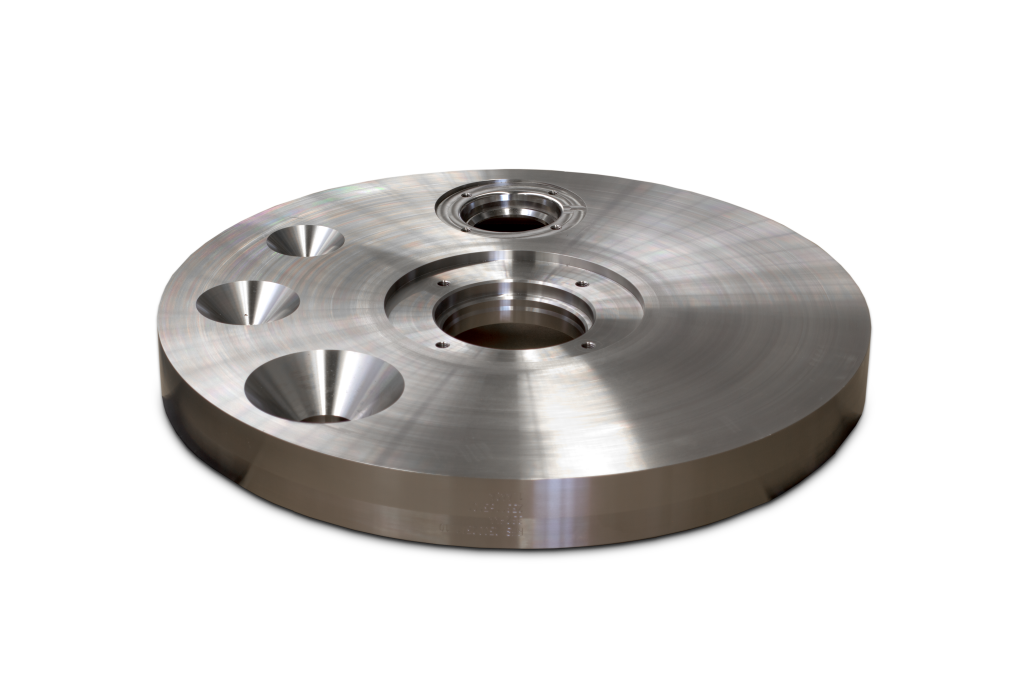
W oprogramowaniu BLUM trasy ruchu między punktami pomiarowymi są automatycznie obliczane. Operator może określić, czy oprogramowanie ma przeprowadzić inteligentną optymalizację ścieżki pomiarowej, aby jak najkrócej skrócić czas pomiaru, czy też po prostu ma wykonać zaprogramowany program. Następnie podczas programowania następuje symulacja programu pomiarowego oraz kontrola kolizji – jak opisano, na podstawie całej sytuacji mocowania.
Jedną z najważniejszych funkcji FormControl X jest statystyczna kontrola procesu (Statistical Process Control, SPC). Ta funkcja umożliwia śledzenie rozwoju wartości pomiarowych w czasie oraz automatyzację procesu obróbczy na podstawie wcześniej zdefiniowanych granic ostrzegawczych i interwencyjnych. Każdy pomiar jest zapisywany w bazie danych serwera oprogramowania i wyświetlany w interfejsie internetowym w razie potrzeby. Dzięki temu można na przykład śledzić zużycie narzędzi lub identyfikować inne niedokładności, które są generowane przez maszynę lub proces. „Jeśli to konieczne, FormControl X koryguje wartości dostarczane, aby skompensować zużycie narzędzi”, wyjaśnia Leins. „W przedstawieniu SPC dokładnie widać, jak narzędzie zużywa się w czasie i można podjąć odpowiednie działania w odpowiednim czasie. Przypisanie wyników pomiarów do aktualnej części odbywa się na podstawie unikalnego identyfikatora.”
Alternatywnie, FormControl X oferuje możliwość automatycznej wymiany narzędzia na narzędzie siostrzane, gdy zużycie przekroczy zdefiniowaną granicę ostrzegawczą. Umożliwia to przestrzeganie tolerancji również w trybie bezobsługowym. W maszynie zainstalowany jest system pomiarowy laserowy LC52-DIGILOG od BLUM, za pomocą którego mierzone są zarówno narzędzia frezarskie, jak i tokarskie. Dzięki temu Bott zapewnia, że procesy obróbcze przebiegają niezawodnie zarówno przez pomiar narzędzi, jak i pomiar części.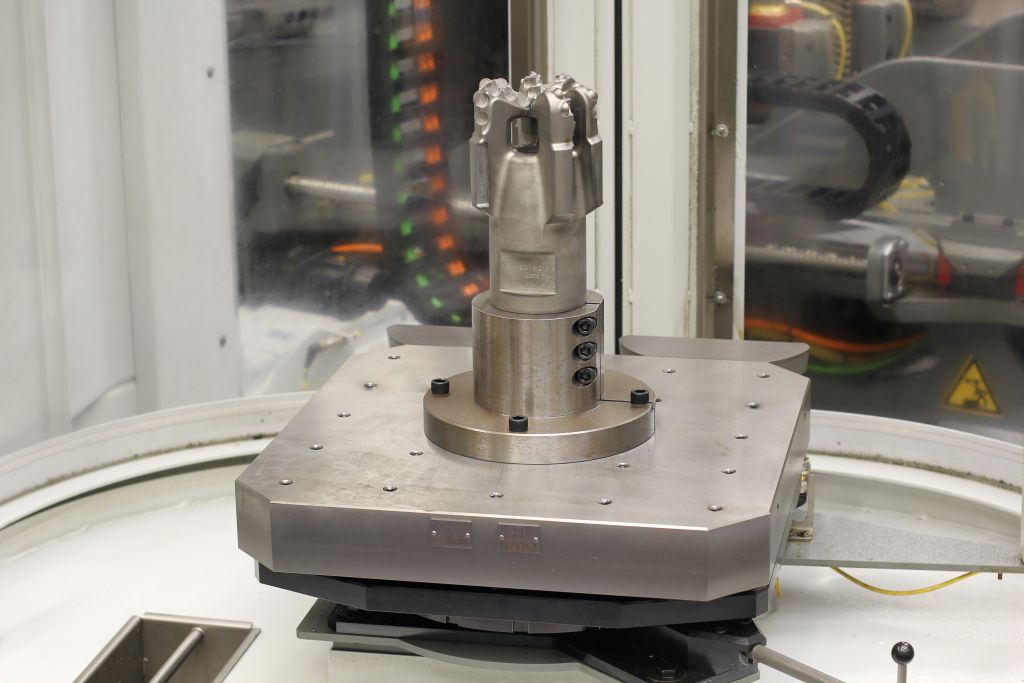
„FormControl X naprawdę sprawia, że bezobsługowa produkcja staje się kompletna”, mówi Leins. „Jeśli coś pójdzie nie tak w tym czasie, często zauważamy to dopiero po tym, jak również następne części zostały źle wyprodukowane. Dzięki oprogramowaniu BLUM system reaguje elastycznie. Jeśli dalsza obróbka nie jest możliwa na przykład po złamaniu narzędzia, dotknięta paleta jest blokowana, ładowana jest nowa paleta, a narzędzie siostrzane jest wymieniane. W ten sposób wykorzystuje się dalszy czas.” A dzięki kompensacji zużycia wartości pomiarowe pozostają w pożądanej dokładności.
„Mimo to sprawdzamy części wyprodukowane bezobsługowo następnego ranka losowo na maszynie pomiarowej”, kontynuuje Leins. „Z jednej strony jest to częściowo wymagane przez klientów dla protokołu dostawy. Ponadto tylko pomieszczenie pomiarowe jest stabilizowane temperaturowo. Jednak dzięki pomiarom możliwym z FormControl X w maszynie możemy być pewni, że na maszynie pomiarowej mierzymy wyłącznie dobre części.” W fazie beta specjaliści Bott sprawdzili pomiar FormControl X dodatkowym pomiarem na maszynie pomiarowej, ale szybko okazało się, że wyniki się zgadzały. „W ten sposób zyskaliśmy zaufanie do oprogramowania i pomiaru w maszynie”, podkreśla Leins.
Jörg Osterkamp podsumowuje: „FormControl X spełnił nasze oczekiwania, mogliśmy zaoszczędzić 30 procent czasu w produkcji i ustanowić stabilny proces bezobsługowy. W dzisiejszych czasach braku wykwalifikowanych pracowników jest to bardzo ważne. To, że precyzja obróbki jest odpowiednia, jest dla nas podstawowym warunkiem, co FormControl X spełnia. Ponadto oprogramowanie przyniosło nam zwiększone czasy wrzeciona, a przede wszystkim statystyczną kontrolę procesu, która zapewnia nam przejrzystość i zaufanie do procesu, którego potrzebujemy.
FormControl X jest obecnie dostosowywane przez BLUM do starszych sterowników, a następnie zastosujemy oprogramowanie na kolejnych maszynach.”
Norbert Leins również jest bardzo zadowolony: „Oszczędności w procesie to jedno. Dla mnie ważniejsze jest, aby proces przebiegał optymalnie. Człowiek może zapomnieć o sprawdzeniu pomiaru, maszyna nie. A to, że BLUM również ufa naszym procesom produkcyjnym, widać już w tym, że od czasu do czasu produkujemy części dostawcze dla czujników BLUM.”
Kontakt:


