


„Najviša preciznost je osnovni preduvjet za naš rad“ – ovaj visoki zahtjev formulira Jörg Osterkamp, direktor Bott Werkzeug- und Maschinenbau GmbH. Tvrtka iz Wolfegga u oblačnom Allgäu optimizira svoje proizvodne procese uz pomoć mjernog i automatizacijskog softvera FormControl X od Blum-Novotest.
Alois Bott osnovao je Bott GmbH 1987. godine. On i njegovi zaposlenici od samog su početka koristili svoje vještine i znanje u najrazličitijim područjima: Tako se za tvrtke u okolini proizvode posebne mašine, a vlastito razvijeni kutni frezarski glava koristi se za frezanje prozorskih profila.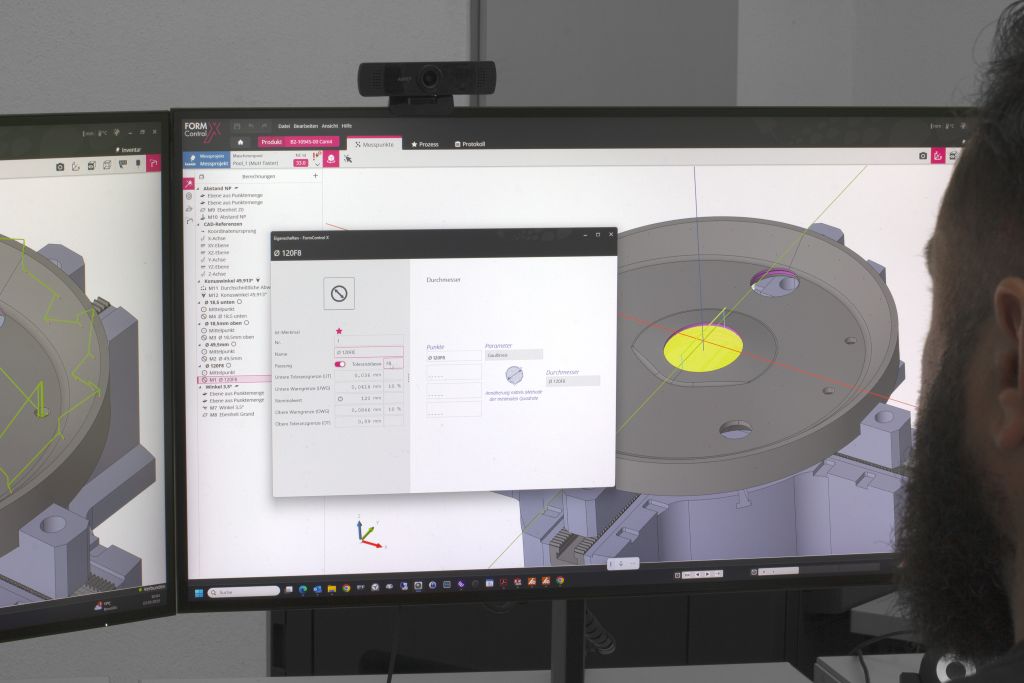
2009. godine Bott je preuzeo alatnicu jedne obližnje tvrtke s mašinama i zaposlenicima, čime je dodatno proširio svoju ponudu. Danas su fokus tvrtke ova alatnica, u kojoj se proizvode alati za rezanje, prešanje i oblikovanje za automobilsku industriju, kao i sve više razvijena usluga proizvodnje po narudžbi. Osim toga, i dalje se proizvode kutni frezarski glave, ali se također isporučuju i dozirnici s pužnim mehanizmima s vagama za kontejnere kupcima koji žele miješati vrlo precizne recepte.
Broj zaposlenih povećao se na 45, a tvrtka je i dalje u obiteljskom vlasništvu.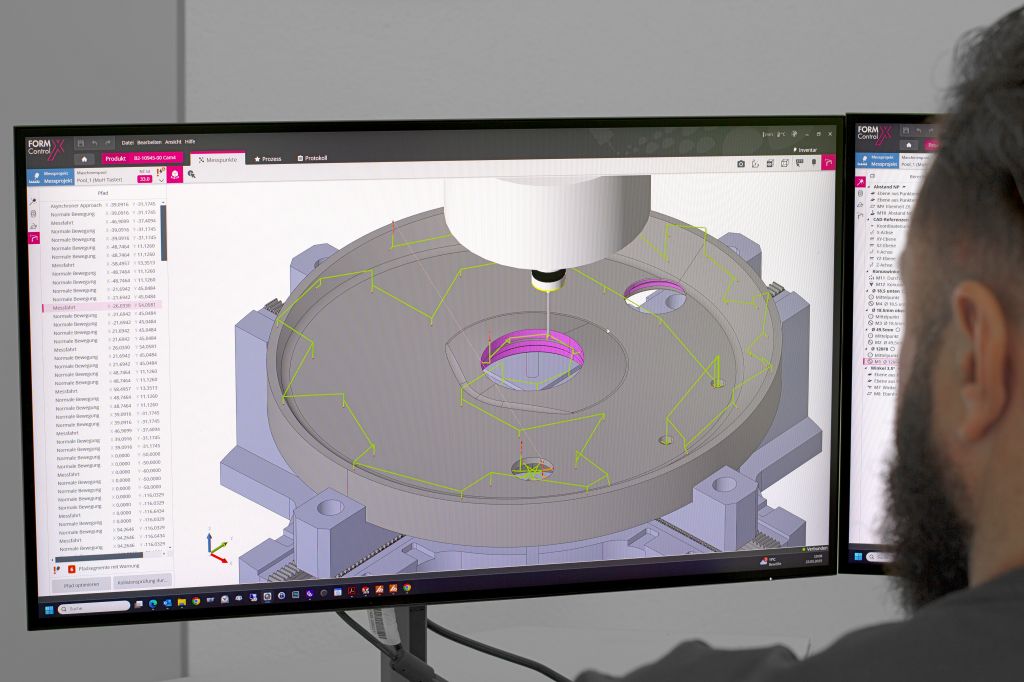
Na okretno-frezarskom centru HERMLE C42 MT nalazi se snažan dokaz da Bott isporučuje najvišu preciznost: Ovdje Hermle sam proizvodi središnji dio svojih mašina. Djelovi koji se proizvode na ovoj mašini su takozvani kombinirani flanševi različitih veličina, koji se obrađuju za obližnju tvrtku. Ovi visoko složeni okretno-frezarski dijelovi bili su razlog zbog kojeg su se Bottovi stručnjaci za proizvodnju brzo dogovorili s BLUM-om da sudjeluju kao beta testeri u razvoju mjernog i automatizacijskog softvera FormControl X.
Norbert Leins, CAD/CAM programer i radni planer, navodi razloge za uvođenje softvera: „S jedne strane, mašina opremljena izmjenjivačem paleta trebala bi raditi što je više moguće automatski 24 sata dnevno, s druge strane, tijekom i nakon procesa obrade potrebno je kontrolirati mjere koje nije lako mjeriti ručno. I ne manje važno, trebaju se mjeriti tolerancije oblika i položaja, što nije moguće s standardnim mjernim ciklusima.“
Sirovine proizvedene na okretno-frezarskom centru od teško obradivog nehrđajućeg čelika montiraju se na paletu na vanjskom mjestu za pripremu koju je izmjenjivač postavio. Prilikom izmjene palete, operater navodi odgovarajući NC program za sirovinu. Tako se skladište paleta puni i može se započeti s obradom. Prvo mjerni senzor ovdje bilježi nulti točku palete, a zatim mašina počinje izvršavati NC program. Za spomenuti kombinirani flanš obrada traje više od 20 sati.
Stoga je posebno važno rano prepoznati greške na mašini. Na primjer, prije posljednjeg završnog postupka relevantne mjere mjere se mjernim senzorom i prema tome se alat ispravlja s FormControl X.
Tijekom ovog visoko složenog postupka, Bott redovito provjerava važne mjere. Za to se mjerni senzor zamjenjuje kao alat i mjernim točkama se prolazi. „Dugo nam je nedostajala mogućnost provjere tolerancija oblika i položaja“, prisjeća se Norbert Leins, „kada je BLUM došao do nas s pitanjem želimo li sudjelovati u beta testu za FormControl X, odmah smo pristali – jer FormControl X može mjeriti upravo te karakteristike.
Softver je vrlo jednostavan za korištenje i brzo se mogu stvoriti prvi mjerni programi jednim klikom miša.“ Za to Leins definira mjernu točku u FormControl X Config-Clientu na prethodno importiranom 3D modelu. Ugrađeni kontekstualni asistent automatski prepoznaje geometrijske oblasti i predlaže tipične mjernih točaka i standardne tolerancije.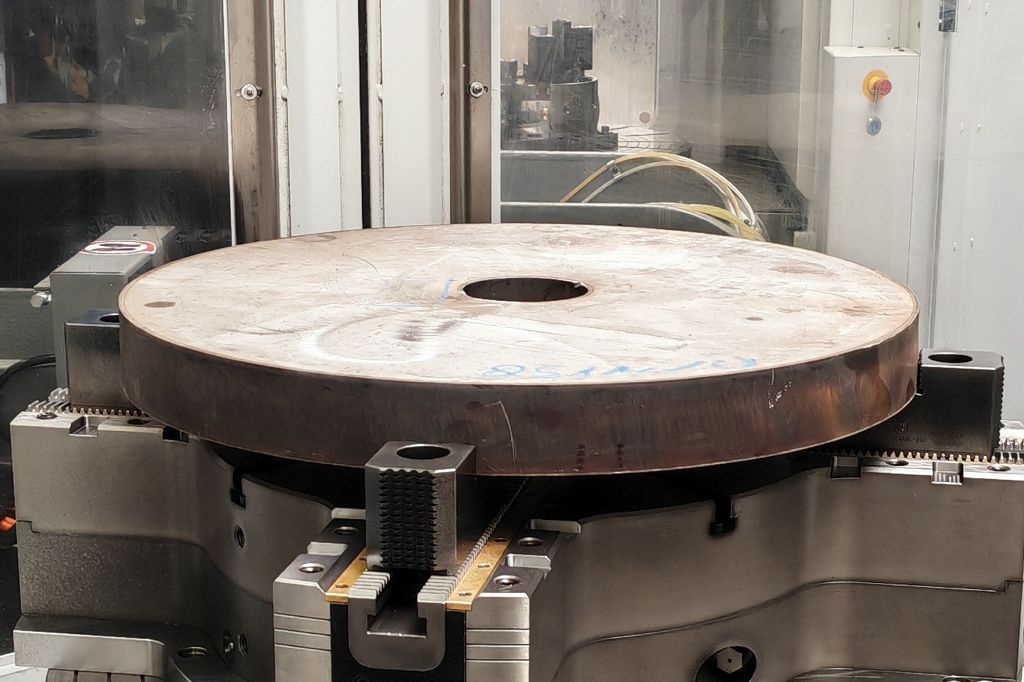
Mjerni zadatak se zatim prenosi na server i mašina ga poziva za izvršavanje mjernih točaka. Leinsu se jako svidjelo što može dopuniti 3D modele izrađene u SolidWorks-u u CAM sustavu SolidCAM s geometrijama steznih sredstava i zatim prenijeti tu ukupnu geometriju u FormControl X. Tako je situacija stezanja u FormControl X potpuno prikazana i već prilikom izrade mjernih programa može se spriječiti sudar mjernog senzora.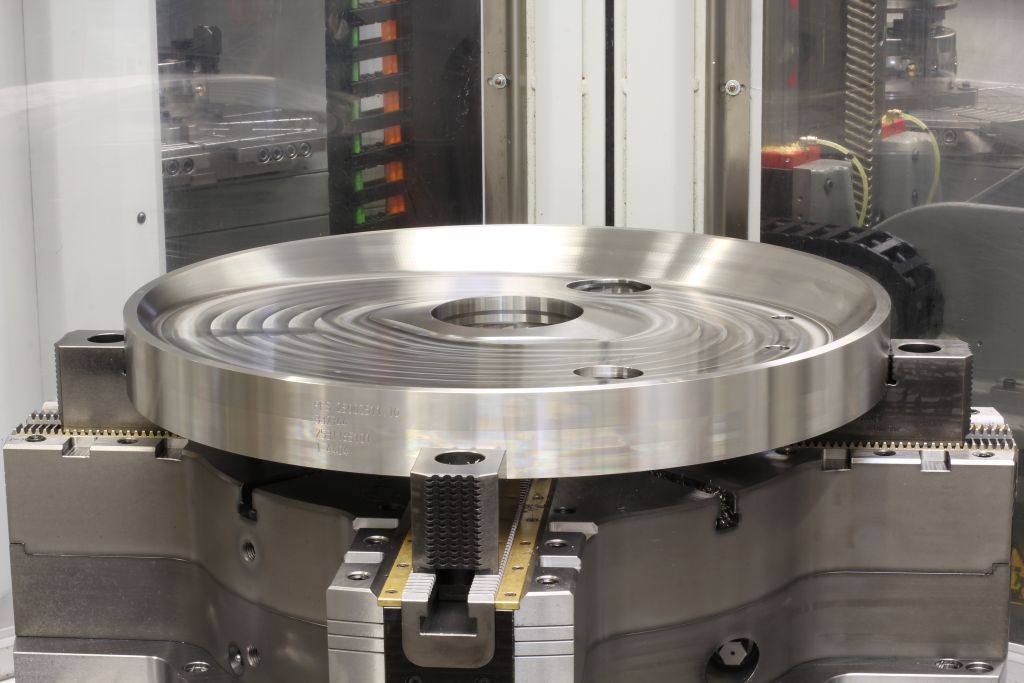
„Također se koordinatni sustavi preuzimaju iz CAM programa“, dodaje Leins. U FormControl X korisnik definira mjernu točku i mjernu vrijednost, a to su u Bottu između ostalog promjeri i širine utora, ali i ravnost obrađenih površina. „I tu moramo ostati unutar pet mikrometara“, dodaje Florian Bott, voditelj odjela za frezanje.
„Ova preciznost položaja važna je za sljedeći proces, u kojem se radni komadi bruše. S jedne strane, moramo ostaviti malo tolerancije za brušenje, s druge strane, što manje tolerancije treba obraditi, to je brže. Tako precizna obrada na okretno-frezarskom centru štedi puno vremena.“ Direktno u blizini mašine nalazi se računar na kojem operater mašine može pregledati statistike svih mjernih točaka i odmah reagirati na odstupanja.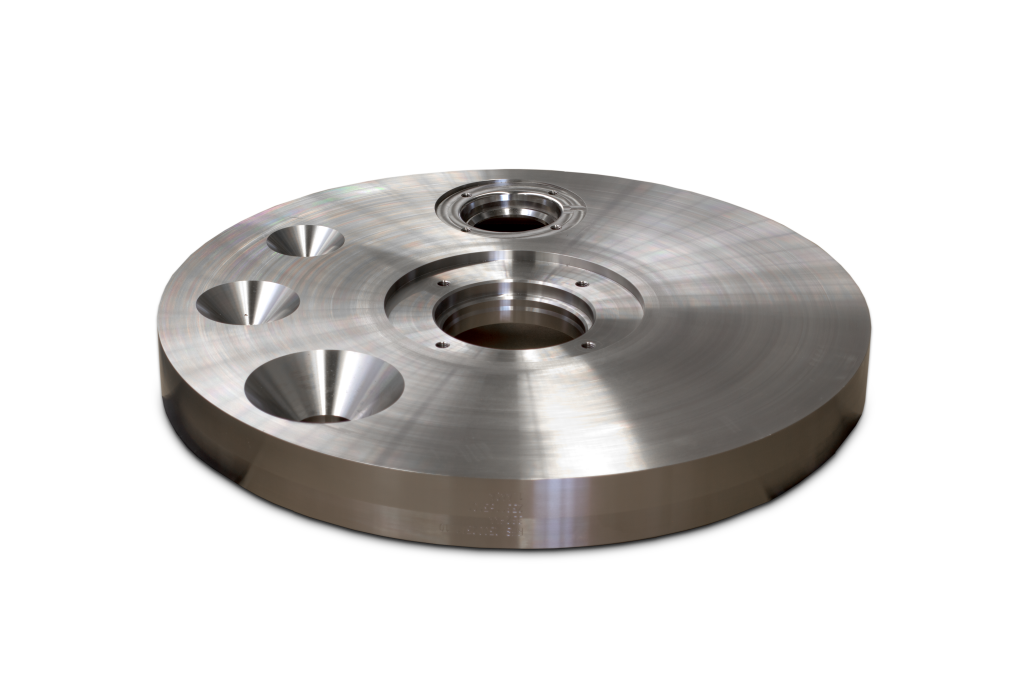
U BLUM softveru automatski se izračunavaju putanje između mjernih točaka. Pri tome operater može definirati hoće li softver izvršiti inteligentnu optimizaciju mjernih putanja kako bi se vrijeme mjerenja što više skratilo ili će se jednostavno slijediti zadani program. Nakon toga slijedi simulacija mjernog programa prilikom programiranja i kontrola sudara – kao što je opisano na temelju cijele situacije stezanja.
Jedna od najvažnijih značajki FormControl X je statistička kontrola procesa (Statistical Process Control, SPC). Ova funkcija omogućava praćenje razvoja mjernih vrijednosti tijekom vremena i automatizaciju obradnog procesa na temelju unaprijed definiranih granica upozorenja i intervencije. Svako mjerenje se pohranjuje u server bazu podataka softvera i prikazuje se na web sučelju po potrebi. Tako se, na primjer, može pratiti trošenje alata ili identificirati druge nepreciznosti koje nastaju iz stroja ili procesa. "Ako je potrebno, FormControl X ispravlja vrijednosti dostave kako bi kompenzirao trošenje alata", objašnjava Leins. "U SPC prikazu može se točno vidjeti kako alat troši tijekom vremena i pravovremeno poduzeti odgovarajuće mjere. Povezivanje mjernih rezultata s trenutnim dijelom vrši se na temelju jedinstvene ID-a."
Alternativno, FormControl X nudi mogućnost automatske zamjene alata s alatom sestre kada trošenje premaši unaprijed definiranu granicu upozorenja. To omogućava održavanje tolerancija i u radu bez nadzora. Za mjerenje i nadzor alata u stroju instaliran je laserski mjerni sustav LC52-DIGILOG od BLUM-a, kojim se mjere i alatni i okretni alati. Tako Bott osigurava da procesi obrade pouzdano prolaze, kako mjerenjem alata, tako i mjerenjem dijelova.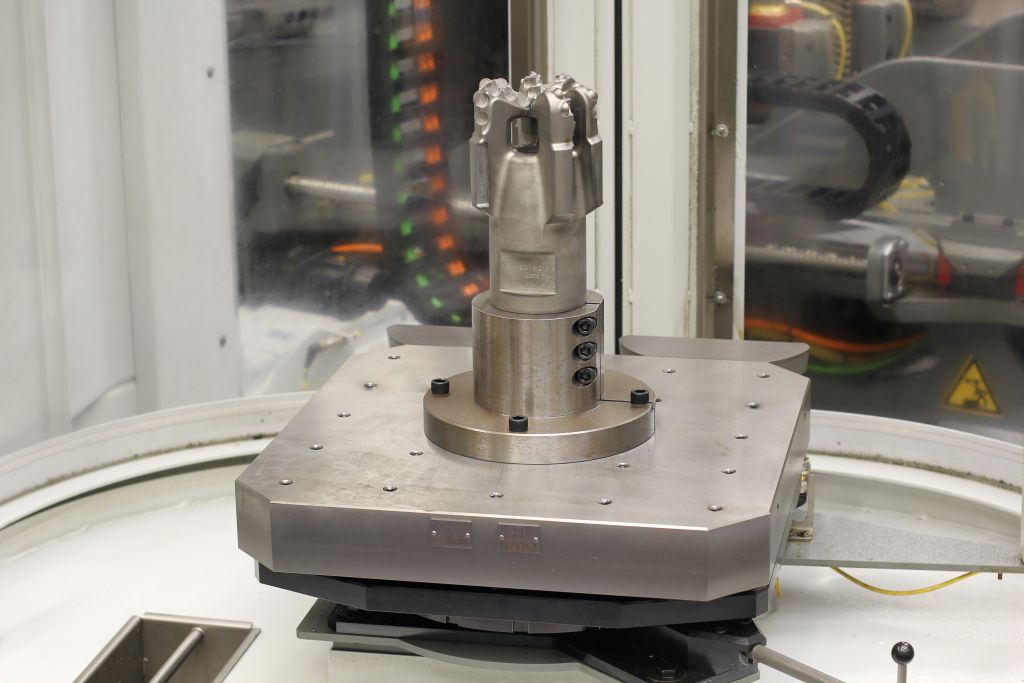
"FormControl X čini rad bez nadzora stvarno zaokruženim", kaže Leins. "Ako nešto pođe po zlu tijekom tog vremena, često bismo to primijetili tek nakon što su i sljedeći dijelovi pogrešno proizvedeni. S BLUM softverom sustav reagira fleksibilno. Ako daljnja obrada, na primjer, nakon loma alata više nije moguća, pogođena paleta se blokira, nova paleta se učitava i alat sestre se zamjenjuje. Tako se koristi daljnje vrijeme." I zahvaljujući kompenzaciji trošenja, mjerni podaci ostaju u željenoj točnosti.
"Ipak, sljedećeg jutra nasumično provjeravamo dijelove proizvedene bez nadzora na mjernom stroju", dodatno objašnjava Leins. "To je dijelom propisano od strane kupaca za protokol o isporuci. Osim toga, samo je mjerni prostor temperaturno stabiliziran. No, zahvaljujući mogućim mjerenjima u stroju s FormControl X, možemo biti sigurni da na mjernom stroju mjerimo isključivo dobre dijelove." U beta fazi, Bottovi stručnjaci su provjeravali mjerenje FormControl X s dodatnim mjerenjem na mjernom stroju, ali se brzo pokazalo da su rezultati bili usklađeni. "Tako smo stekli povjerenje u softver i mjerenje u stroju", naglašava Leins.
Jörg Osterkamp donosi zaključak: "FormControl X ispunio je naša očekivanja, mogli smo u proizvodnji uštedjeti 30 posto vremena i uspostaviti stabilan proces bez nadzora. U današnjem nedostatku kvalificiranih radnika to je vrlo važno. Da preciznost obrade odgovara, za nas je osnovni uvjet, to ispunjava FormControl X. Osim toga, softver nam je donio povećano vrijeme vretena i prije svega statističku kontrolu procesa, koja nam pruža transparentnost i povjerenje u proces koje nam je potrebno."
FormControl X trenutno se prilagođava starijim kontrolama, a zatim ćemo softver koristiti na drugim strojevima."
Norbert Leins također je vrlo zadovoljan: "Uštede u procesu su jedno. Za mene je još važnije da proces optimalno funkcionira. Čovjek može zaboraviti provjeriti mjerenje, stroj ne može. A to što i BLUM vjeruje našim proizvodnim procesima pokazuje se već time da s vremena na vrijeme proizvodimo dijelove za BLUM senzore."
Kontakt:


