
„Precizia maximă este condiția de bază pentru munca noastră“ – această cerință ridicată este formulată de Jörg Osterkamp, directorul general al Bott Werkzeug- und Maschinenbau GmbH. Compania din Wolfegg, din Allgäu-ul superior, își optimizează procesele de fabricație cu ajutorul software-ului de măsurare și automatizare FormControl X de la Blum-Novotest.
Alois Bott a înființat Bott GmbH în anul 1987. El și angajații săi și-au folosit abilitățile și know-how-ul încă de la început în cele mai diverse domenii: astfel, pentru firmele din împrejurimi sunt construite mașini speciale, iar un cap de frezare unghiular dezvoltat intern este utilizat de clienți pentru frezarea profilurilor de feronerie.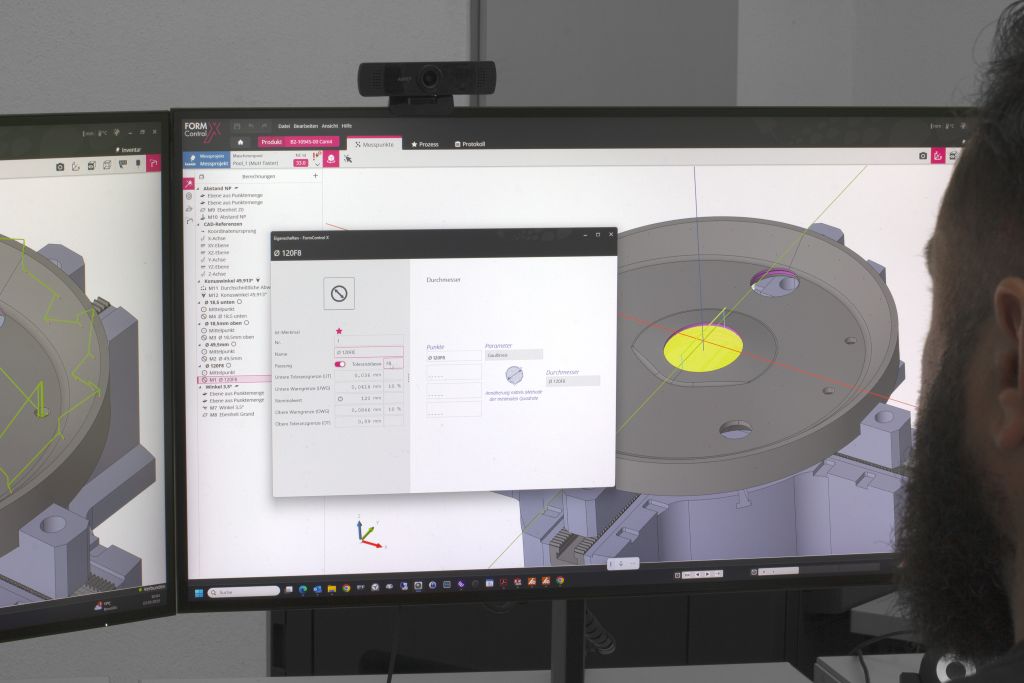
În 2009, Bott a preluat construcția de unelte a unei companii din apropiere, împreună cu mașinile și angajații, extinzând astfel gama de oferte. Astăzi, această construcție de unelte, în care se produc, de exemplu, unelte de tăiere, de embosare și de formare pentru industria auto, precum și producția de servicii, care este în continuă expansiune, reprezintă centrul de interes al companiei. În plus, se continuă fabricarea capetelor de frezare unghiulare, iar de asemenea se livrează dozatoare cu șnec și cântare de recipient clienților care doresc să amestece rețete foarte precise.
Numărul angajaților a crescut la 45, compania este în continuare în mâinile familiei.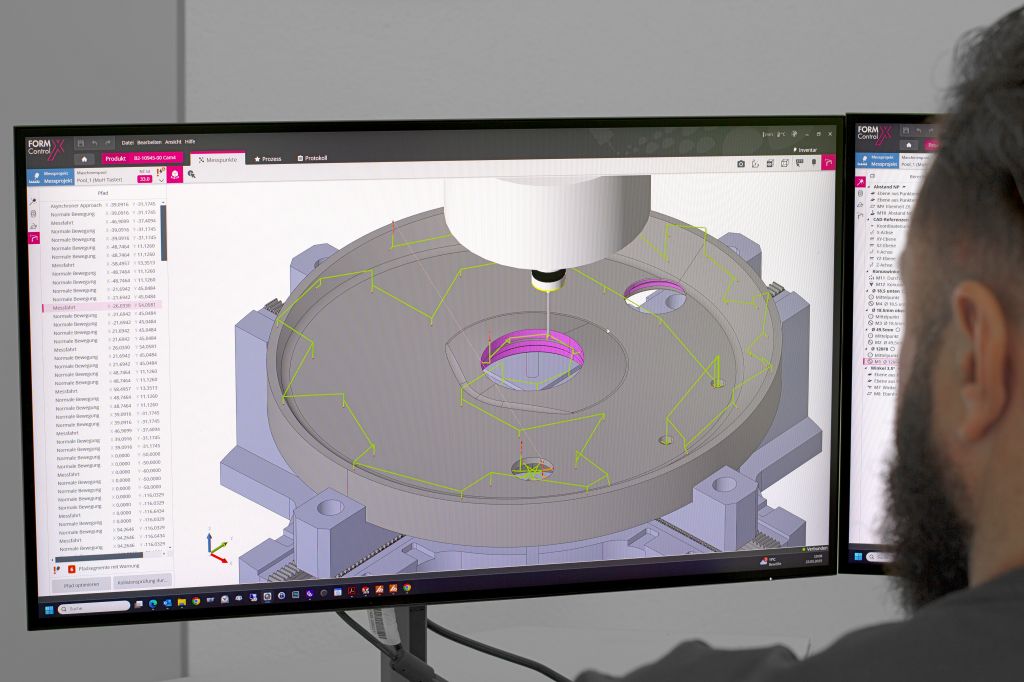
Pe un centru de prelucrare prin strunjire-frezare HERMLE C42 MT se găsește o dovadă puternică că Bott oferă cea mai înaltă precizie: aici, Hermle își produce chiar un component central al mașinilor sale. Alte piese fabricate pe această mașină sunt așa-numitele flanșe de combinație în diferite dimensiuni, care sunt prelucrate pentru o companie din apropiere. Aceste piese complexe de strunjire-frezare au fost un motiv pentru care specialiștii în producție de la Bott s-au înțeles rapid cu BLUM pentru a participa ca beta-testeri la dezvoltarea software-ului de măsurare și automatizare FormControl X.
Norbert Leins, programator CAD/CAM și pregătitor de muncă, menționează motivele pentru introducerea software-ului: „Pe de o parte, mașina echipată cu un schimbător de palete ar trebui să funcționeze cât mai automatizat, 24 de ore din 24, pe de altă parte, în timpul și după procesul de prelucrare, trebuie controlate dimensiuni care nu pot fi măsurate cu ușurință manual. Și nu în ultimul rând, ar trebui măsurate toleranțele de formă și poziție, ceea ce nu este posibil cu ciclurile de măsurare standard.”
Piesele brute fabricate pe centrul de frezare și strunjire din oțel inoxidabil greu de prelucrat sunt montate pe o paletă la locul de pregătire extern, pe care schimbătorul a poziționat-o. La schimbarea paletei, operatorul introduce programul NC corespunzător pentru semifabricat. Astfel, depozitul de palete se umple și se poate începe prelucrarea. Mai întâi, sondele de măsurare captează punctul zero al paletei, iar mașina începe apoi să execute programul NC. În cazul flanșei combinate menționate, prelucrarea durează peste 20 de ore.
De aceea, este deosebit de important să recunoaștem erorile devreme pe mașină. De exemplu, înainte de ultima operațiune de finisare, dimensiunile relevante sunt măsurate cu sonda de măsurare și, în consecință, uneltele sunt corectate cu FormControl X.
În cadrul acestei prelucrări extrem de complexe, la Bott sunt verificate constant dimensiuni importante. Pentru aceasta, sonda de măsurare este schimbată ca un instrument și punctele de măsurare sunt parcurse. „Ne-a lipsit mult timp o modalitate de a verifica toleranțele de formă și poziție”, își amintește Norbert Leins, „când BLUM ne-a abordat pentru a participa la testul beta pentru FormControl X, am acceptat imediat – deoarece FormControl X poate măsura exact aceste caracteristici.”
Software-ul este foarte ușor de utilizat și se pot crea rapid primele programe de măsurare cu un clic de mouse.” În acest sens, Leins definește în clientul FormControl X Config punctele de măsurare pe modelul 3D importat anterior. Asistentul de context integrat recunoaște automat zonele geometrice și propune puncte de măsurare tipice și toleranțe standard.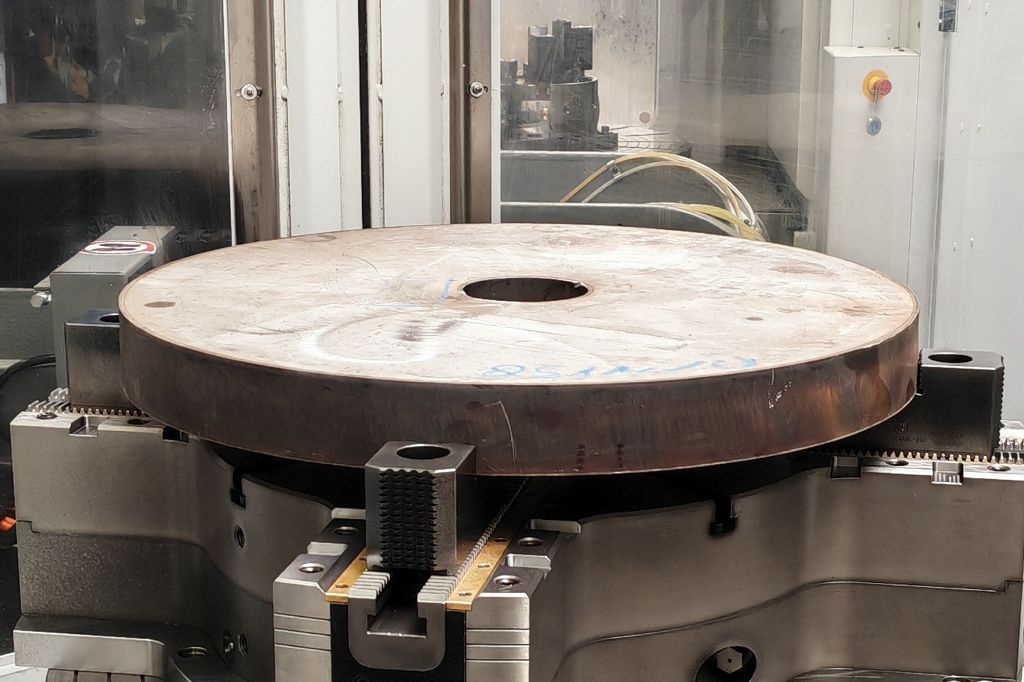
Jobul de măsurare este apoi transferat pe server și este solicitat de mașină pentru procesarea punctelor de măsurare. Leins a fost foarte mulțumit că a putut să completeze modelele 3D create în SolidWorks în sistemul CAM SolidCAM cu geometria dispozitivelor de prindere și să transmită această geometrie totală în FormControl X. Astfel, situația de prindere este complet reprezentată în FormControl X, iar deja la crearea programelor de măsurare poate fi prevenită o coliziune a sondei de măsurare.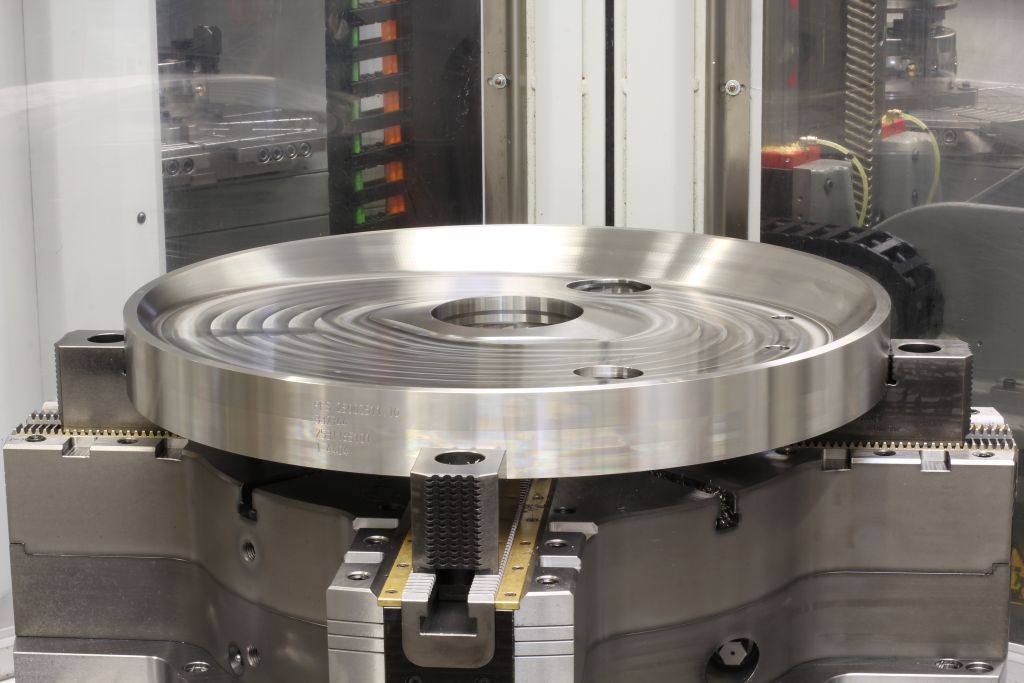
„De asemenea, sistemele de coordonate sunt preluate din programul CAM“, completează Leins. În FormControl X, utilizatorul definește punctele și valorile de măsurare care trebuie măsurate, acestea fiind, printre altele, diametrele și lățimile canelurilor, dar și planitudinea suprafețelor prelucrate. „Și trebuie să ne menținem în limitele a cinci micrometri“, completează Florian Bott, liderul echipei de frezare.
„Această precizie a poziției este importantă pentru procesul următor, în care piesele de lucru sunt șlefuite. Pe de o parte, trebuie să lăsăm o anumită toleranță pentru șlefuire, pe de altă parte, cu cât este mai puțin de îndepărtat, cu atât mai repede decurge procesul. Astfel, prelucrarea precisă pe centrul de prelucrare prin strunjire și frezare economisește mult timp.“ Direct în apropierea mașinii se află un calculator, la care operatorul mașinii poate vizualiza statisticile tuturor punctelor de măsurare și poate reacționa imediat în caz de abateri.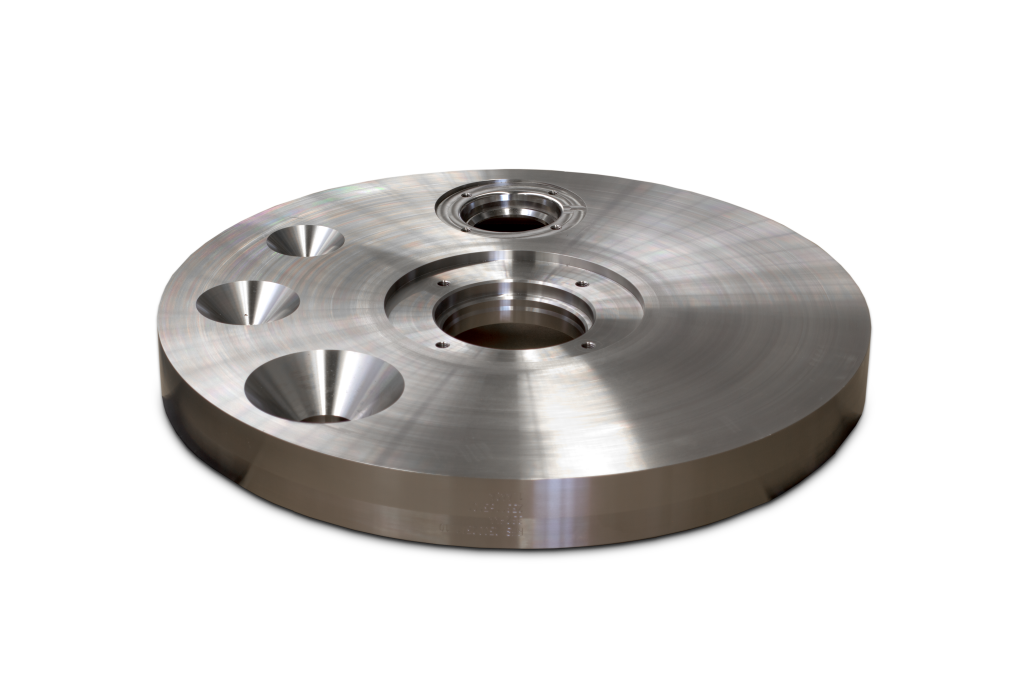
În software-ul BLUM, traiectoriile între punctele de măsurare sunt calculate automat. Operatorul poate defini dacă software-ul poate efectua o optimizare inteligentă a căii de măsurare pentru a menține timpul de măsurare cât mai scurt posibil sau dacă trebuie să fie parcurs pur și simplu programul prestabilit. Apoi, la programare urmează simularea programului de măsurare și o verificare a coliziunilor – așa cum este descris, pe baza întregii situații de fixare.
Una dintre cele mai importante caracteristici ale FormControl X este controlul statistic al proceselor (Statistical Process Control, SPC). Această funcție permite urmărirea evoluției valorilor măsurate în timp și automatizarea procesului de prelucrare pe baza limitelor de avertizare și intervenție definite anterior. Fiecare măsurare este stocată în baza de date a serverului software-ului și este afișată în interfața web, la nevoie. De exemplu, se poate urmări uzura uneltelor sau identifica alte inexactități generate de mașină sau de proces. „Dacă este dorit, FormControl X corectează valorile de livrare pentru a compensa uzura uneltelor”, explică Leins. „În reprezentarea SPC se poate vedea exact cum se uzează uneltele în timp și se pot lua măsuri corespunzătoare la timp. Asocierea rezultatelor măsurătorilor cu componenta actuală se face pe baza unei ID unice.”
Alternativ, FormControl X oferă posibilitatea ca o unealtă să fie înlocuită automat cu o unealtă soră atunci când uzura depășește limita de avertizare predefinită. Acest lucru permite respectarea toleranțelor și în operarea fără operator. Pentru măsurarea și monitorizarea uneltelor, în mașină este instalat sistemul de măsurare cu laser LC52-DIGILOG de la BLUM, cu care se măsoară atât unelte de frezare, cât și unelte de turnare. Astfel, Bott se asigură atât prin măsurarea uneltelor, cât și prin măsurarea pieselor că procesele de prelucrare se desfășoară fiabil.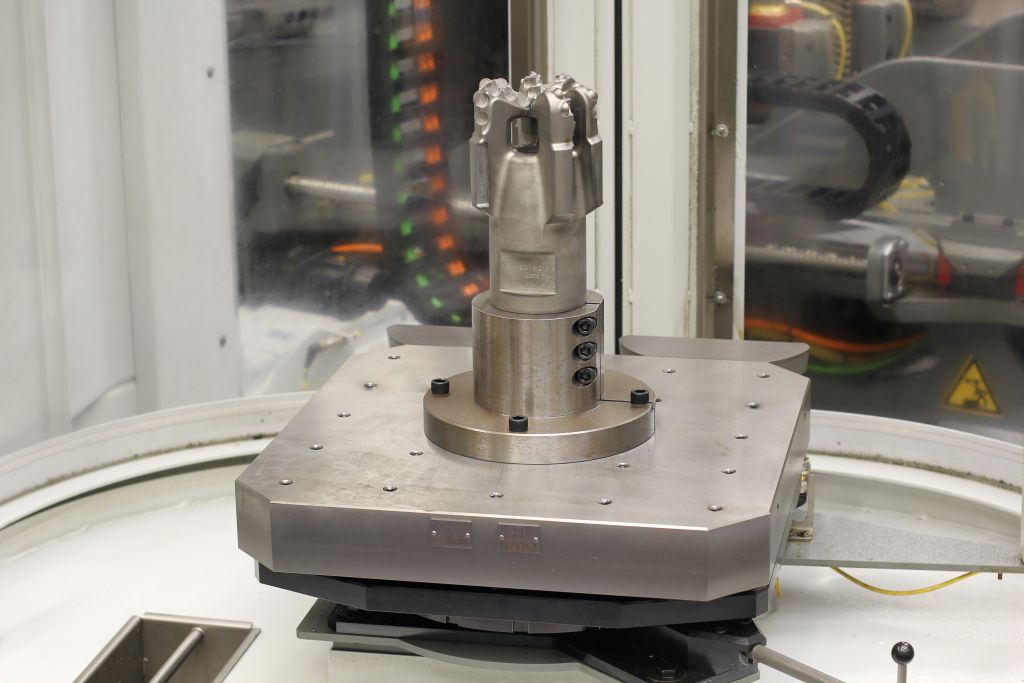
„FormControl X face ca operarea fără operator să fie cu adevărat completă”, spune Leins. „Dacă ceva nu merge bine în acest timp, adesea abia ne dăm seama după ce și piesele ulterioare au fost produse greșit. Cu software-ul BLUM, sistemul reacționează flexibil. Dacă o prelucrare ulterioară nu mai este posibilă, de exemplu, după o ruptură a uneltei, paleta afectată este blocată, o nouă paletă este încărcată și o unealtă soră este schimbată. Astfel, timpul suplimentar este utilizat.” Și datorită compensării uzurii, valorile măsurate rămân în precizia dorită.
„Cu toate acestea, verificăm piesele fabricate fără operator în dimineața următoare, aleatoriu, pe mașina de măsurare”, continuă Leins. „Acest lucru este parțial impus de clienți pentru protocolul de livrare. În plus, doar camera de măsurare este stabilizată termic. Dar prin măsurările posibile cu FormControl X în mașină, putem fi siguri că pe mașina de măsurare măsurăm exclusiv piese bune.” În faza beta, specialiștii Bott au verificat măsurarea FormControl X cu o măsurare suplimentară pe mașina de măsurare, dar s-a dovedit rapid că rezultatele coincid. „Astfel, am câștigat încredere în software și în măsurarea din mașină”, subliniază Leins.
Jörg Osterkamp trage o concluzie: „FormControl X ne-a îndeplinit așteptările, am reușit să economisim 30% din timp în producție și să stabilim un proces stabil fără operator. În special în contextul actual al lipsei de muncitori calificați, acest lucru este foarte important. Că precizia prelucrării este corectă este o condiție de bază pentru noi, iar FormControl X îndeplinește acest lucru. În plus, software-ul ne-a adus timpi de funcționare mai mari pentru ax și, mai ales, controlul statistic al proceselor, care ne oferă transparența și încrederea în procesul de care avem nevoie.
FormControl X este în prezent adaptat de BLUM pentru controlere mai vechi, apoi vom folosi software-ul pe alte mașini.”
De asemenea, Norbert Leins este foarte mulțumit: „Economiile în proces sunt una. Pentru mine, mai important este că procesul funcționează optim. Oamenii pot uita să verifice o măsură, mașina nu. Și că și BLUM are încredere în procesele noastre de fabricație se dovedește doar prin faptul că, din când în când, fabricăm și piese de furnizori pentru sondele BLUM.”
Contact: