


Hogyan tudják a európai gyártócégek megőrizni versenyképességüket a globális piacon? Egy különösen hatékony eszköz a folyamatos innovatív technológiák fejlesztése és alkalmazása. Ha ezek ráadásul a „high-tech” címkét is megkapják, akkor más gyártók számára még nehezebb lesz másolni ezeket a technológiákat. Ezt az előnyt ki kell dolgozni és meg kell őrizni – akkor a versenyképesség is működni fog. Ipari szolgáltatók és kutatóintézetek mutatják meg, hogyan kell ezt csinálni. Ezeket és még sok más innovációs ösztönzőt találhatunk az EMO Hannover 2025-ön.
A precíziós szerszámoktól a nagy technológiájú szerszámgépekig, valamint a szimulációs elemzések integrálásáig: a terület sokszínű, hogy versenyelőnyöket szerezzen, ahogyan az alábbi gyakorlati példák is mutatják. Négy év fejlesztési idő a nagy technológiájú vágószerszámig.
A valódi technológiai előrelépések gyakran a már bevált termékek tökéletesítésében mutatkoznak meg. Íme egy példa: A belső megmunkálás egyik legnagyobb kihívása a hosszú forgácsok, amelyek az anyagtól függően keletkeznek. Ezek a szerszám köré tekerednek, elzárják a fúrásokat, vagy a legrosszabb esetben szerszámtöréshez vezetnek. Itt egy forgácsformáló geometria segíthet. Ez irányítja és formálja a forgácsot, és törésre bírja. Eddig kifejezetten lézerrel vágott vagy csiszolt forgácsformáló geometriákat használtak, amelyek a vágólemezhez kapcsolódó költségekkel jártak. A tübingeni Paul Horn GmbH most sikeresen kifejlesztett egy univerzális belső megmunkáló szerszámot „sinterelt” forgácsformáló geometriával. Ennek következtében a kiváló forgácsellenőrzés magas folyamatbiztonságot biztosít a használat során. A geometria univerzálisan alkalmazható különböző anyagcsoportokhoz, és alkalmas belső, sík, másoló és hátrafelé forgatásra. Markus Horn ügyvezető igazgató tisztában van a forgácsolási környezet technikai és gazdasági kihívásaival, ezért lelkesedését fejezi ki: „Technológiával mozdítjuk el a határokat. Ez a precíziós szerszám kihasználja a mai technológiát, és kizárólag okos fejek által készíthető. Körülbelül négy év fejlesztési időre volt szükség, számos feladattal mind a folyamat, mind az anyagok terén. Végül sikerült gazdaságosan megoldani a hosszú forgácsok problémáját a kis fúrási átmérők belső megmunkálásánál.”
A Horn a geometria mellett a vágólap nyersanyagának optimalizálására is törekedett, magasabb merevséggel és még stabilabb vágási területtel. Ezen kívül a hűtés bevezetését is átdolgozták. A vágólapok széles alkalmazási területe a gazdaságosságban is tükröződik: az új szerszám költségei hasonló szinten mozognak, mint a geometria nélküli standard vágólapoké. „Ez a fejlesztés azt mutatja, hogyan lehet technológiával a globális versenyben technikailag, gazdaságilag és árban is kiemelkedni” – zárja le Matthias Rommel, a Horn ügyvezető igazgatója.
„Az EMO 2025 ideális platform Horn számára, hogy a nemzetközi gyártási szakembereknek személyesen bemutassuk innovációinkat.”
Teljesítményorientált gépasztal – Teljes megmunkálás különösen magas igényekhez
A forgácsoló ipar számára egyre fontosabbá válik, hogy az alkatrészeket egyetlen befogásban lehessen előállítani. Ennek megfelelően nagy teljesítményű öt tengelyes gépek iránt nő a kereslet, amelyek különféle forgácsolási feladatokat éppolyan hatékonyan végeznek, mint a marási munkákat. Egy trend, amely Dr. Manuel Gerst – a Gebr. Heller Maschinenfabrik GmbH fejlesztési vezetője Nürtingenben – szerint nemzetközi szinten egyre nagyobb jelentőséggel bír: „A forgás aránya a megfelelően felszerelt megmunkáló központjainkban ma már körülbelül 30 százalék, és a jövőben körülbelül 40 százalékra fog emelkedni.” Jó ok arra, hogy a döntő alapot az ilyen forgácsolásokhoz egy teljesen új szintre emeljük. A Mill-Turn-Enforced technológiával a nürtingi mérnököknek sikerült kifejleszteniük egy közvetlen meghajtású gépasztalt, amely rendkívüli teljesítményadatokkal rendelkezik, és a jövőben minden öt tengelyes gépben alkalmazni fogják a Dél-Németországban. Egy Heller megmunkáló központban (BAZ) már sikeresen használják 2024 őszétől. Időben az EMO 2025-re egy újabb öt tengelyes gép, beleértve a gépasztalt, elérhető lesz a piacon.
De mit jelent az „különleges teljesítményadatok”? A legnagyobb kihívás az, hogy egyidejűleg magas forgatónyomatékot és fordulatszámot érjünk el. „Pontosan ezt sikerült elérnünk” – mondja Gerst, és számokat mutat be: „Az új asztallal akár 1.250 Newtonmétert és akár 1.140 fordulatot is elérünk percenként. Ezzel körülbelül 20 százalékkal meghaladjuk a piacon szokásos értékeket. A gyártóüzemek így óriási forgácsolási sebességeket érhetnek el.” A Nürtingeni mérnökök ezért sok tényezőt finomítottak.
Különösen fontos: A hőmérséklet kezeléséhez egy különösen optimalizált nyomatékmotor kerül alkalmazásra, amely csak minimális hőt termel. Ugyanez vonatkozik a csapágyra is. Összességében a hőkezelés volt a legfontosabb tényező a siker szempontjából az asztalon. Biztonsági okokból egy szoftver folyamatosan számítja a releváns üzemállapotokat, hogy extrém esetben időben figyelmeztessen a túlterhelésre.
Komplex alkatrészek megmunkálása egyetlen rögzítésben.
Korán döntött a Gosheim-i Berthold Hermle AG gépgyár, hogy részt vesz az EMO 2025-ön. Több 5-tengelyes megmunkáló központot mutatnak be automatizálási megoldásokkal, valamint egy 5-tengelyes BAZ-t, mint Mill/Turn változatot. Ezen a Mill/Turn gépen egy alkatrészt maranak, esztergálnak, fúrnak, csiszolnak, ütnek, leéleznek, simítanak, süllyesztenek és mérnek – vagyis itt 13 nagy teljesítményű eljárás egyesül a komplex alkatrészek teljes megmunkálására egy befogás alatt, mindössze egy alkatrészen. A felhasználó megtekintheti a számára releváns technológiákat, és integrálhatja azokat a megmunkálási stratégiáiba.
„Természetesen minden bemutatott termék a két kiállításon domináló témára, az automatizálásra és a digitalizálásra összpontosít“ – mondta Udo Hipp marketingigazgató a jövőbe tekintve. Különösen a megmunkáló központok automatizálása, amelyben a Hermle több mint 20 éve saját leányvállalatával ismertté vált a piacon, a szakmunkások akut hiányának fényében folyamatosan növekvő piac. Legyen szó palettacserélőkről, kezelőrendszerekről vagy az „aranyosztályról”, az adaptált robotrendszerekről: a szerszámgépgyártó Hermle tanácsadóként, de folyamat támogatóként is rendelkezésre áll. „Azt reméljük az EMO-tól, hogy megfelel a világkiállítás címének“ – mondta Udo Hipp – „és számos nemzetközi érdeklődőt vonz, akinek bemutathatjuk a 'Made in Germany' technológiát.“
A Hermle rendkívül precíz 3-, 4- és 5-tengelyes megmunkáló központokat kínál, teljes körű automatizálással és digitalizálással a „24 órás” üzemeltetéshez – ezzel folyamatosan megfelel az újabb forgácsolási technológiáknak. Az EMO 2025-ön bemutatjuk a marás, fúrás és esztergálás terén szerzett magas szintű szakértelmünket.
A kutatás hidat képez a csúcstechnológia és a gyakorlati alkalmazás között.
Prof. Dirk Biermann, a Dortmundi Műszaki Egyetem intézetvezetője megerősíti a technológiai naprakészség rendkívüli fontosságát: „Az ISF Forgácsoló Technológiai Intézetben már több mint 50 éve kutatnak a forgácsolás minden releváns témájában. Az alapkutatás mellett folyamat-technológiai és ipar közeli kutatási projekteket is végeznek.” A következő három példa illusztrálja a spektrumot: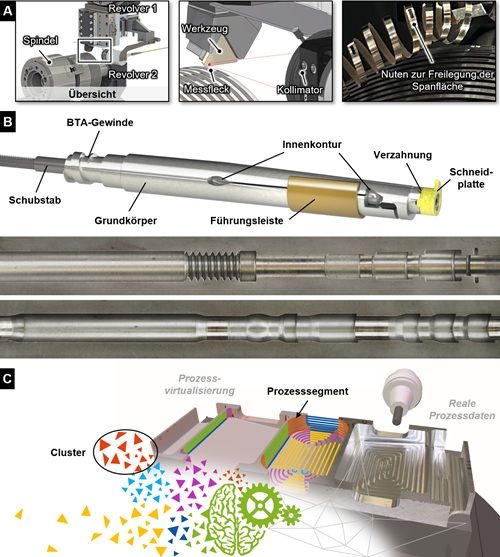
A forgácsolás során magas szerszámhőmérsékletek felgyorsítják a kopást és lerövidítik a szerszámok élettartamát. A hőmérsékletek ismerete növelheti a folyamat megértését, valamint hozzájárulhat a forgácsképződés szimulációk validálásához. „Ezért az ISF-nél kifejlesztettünk egy innovatív módszert, amely lehetővé teszi a forgácsfelületi hőmérsékletek operando meghatározását – tehát üzemi körülmények között”, mondja az intézetvezető (Fotó 05 -A). „Egy másik projekt a belső esztergálásra vonatkozik, amely különösen kisebb fúrások esetén a szerszámok kinyúlása miatt csak kis megmunkálási mélységben valósítható meg. Ezért kifejlesztettünk egy új szerszámrendszert, amely lehetővé teszi a belső kontúrok kialakítását hosszú mélyfúrásokban is.” Ez a rendszer mint kiegészítő tengely integrálva van a szerszámgépbe, és rendelkezik egy teljesítményvezérelt, rezgéscsökkentő szerszámfejjel (Fotó 05 -B).
„Továbbá a szimuláció alapú folyamatviselkedés előrejelzése hozzájárulhat ahhoz, hogy a értékteremtési lánc korai szakaszában optimalizált folyamatkonfigurációkat állítsunk be”, zárja le Biermann. „A 'ClusterSim' kutatási projekt keretében – a Dortmundi Műszaki Egyetem AG Virtual Machining projektpartnerével közösen – gépi tanulási módszereket fejlesztenek és alkalmaznak, hogy adatvezérelt előrejelzéseket készíthessenek a komplex megmunkálási folyamatok egyes szegmenseire (Fotó 05 -C).” A dortmundi intézet a Gyártástechnikai Tudományos Társaság tagjaként más WGP intézetekkel együtt a EMO Hannover „Fenntarthatóság” közös standján fog bemutatkozni.
„Az EMO Hannover 2025 egyedülálló platform a szakmai szintű tapasztalatcserére e és számos egyéb aktuális fejlesztésről”, hangsúlyozza a WGP professzora.
Kapcsolat:


