


L'appareil compact de la taille d'une carte de crédit a été spécialement conçu pour l'évaluation de l'état des systèmes de serrage basée sur des capteurs. Les valeurs collectées sont transmises sans fil en temps réel au contrôle de la machine-outil et peuvent ainsi être directement intégrées dans le processus.
Winfried Weiland, responsable marketing chez Blum-Novotest, explique : « L'objectif d'un processus d'usinage automatisé dans le sens de l'industrie 4.0 est de capturer toutes les influences pertinentes et d'en déduire des actions appropriées. À cet égard, BLUM propose déjà de nombreuses solutions innovantes permettant de surveiller les outils de coupe et de mesurer les pièces produites dans le centre d'usinage. Avec le nouveau MG81, nous faisons cependant un pas décisif en avant : grâce à l'intégration du système de transmission et de la capteur directement dans les systèmes de serrage, une collecte parallèle des données de processus importantes en temps réel est rendue possible - de la température actuelle de la pièce à la pression de serrage, la présence de la pièce et la position des mors. Ainsi, le centre d'usinage peut à tout moment accéder aux données pertinentes du processus du moyen de serrage et y réagir. »
Le MG81 est utilisé par exemple dans des processus automatisés où des pièces avec une température d'entrée très variable sont usinées. Les capteurs intégrés dans les mors mesurent la température de la pièce actuelle, qui est ensuite transmise au contrôle et peut ainsi être immédiatement prise en compte dans le processus. Le système est également utilisé pour surveiller la pression de serrage. Des capteurs appropriés peuvent ainsi déterminer si une pièce est serrée de manière sécurisée et avec une force constante.
Un autre exemple est le pré-positionnement automatique des mors en fonction de la taille de la pièce à usiner : lorsque des pièces de dimensions différentes doivent être automatiquement alimentées dans le dispositif de serrage, cela se fait avec le soutien de capteurs de mesure de déplacement intégrés. Cela permet un approvisionnement en pièces sûr et efficace pour des temps de cycle les plus courts.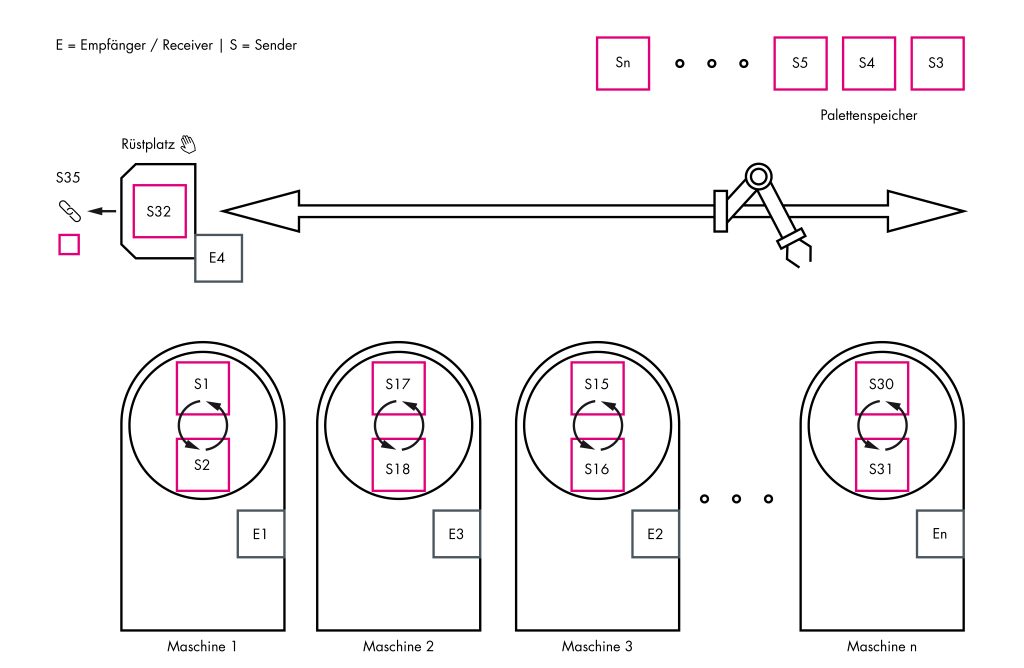
BLUM propose trois types de communication selon l'application : le client peut soit initier une interrogation unique, soit interroger en continu les données des capteurs avec des fréquences d'interrogation réglables et faibles. Pour la transmission rapide de grandes quantités de données, une troisième option est le mode « DIGILOG » développé pour la mesure analogique BLUM. Avec celui-ci, 1000 valeurs par seconde peuvent être transmises, permettant par exemple un contrôle des mouvements de déplacement. Comme tous les systèmes de mesure sans fil de BLUM, le MG81 fonctionne également avec la technologie radio BRC éprouvée.
Si un système de mesure d'outils ou de pièces sans fil de BLUM est déjà installé, aucun autre récepteur radio, y compris l'électronique associée, n'a besoin d'être intégré dans la machine. De plus, en exploitation série, plusieurs palettes sont souvent équipées d'un MG81 - avec le récepteur radio RC66, cela ne pose aucun problème, car il peut contrôler jusqu'à 16 MG81 de manière séquentielle.
« Le sujet devient particulièrement intéressant lorsque l'appareil de mesure polyvalent est utilisé en exploitation en ligne ou avec une attribution chaotique avec plusieurs machines et une multitude de palettes. Dans ce cas, chaque machine dispose d'un récepteur RC66 et d'un MG81 par palette. Lorsque la palette passe d'une machine à l'autre, le système MG utilisé peut être identifié via la palette actuellement insérée et une communication peut être établie automatiquement. En combinaison avec des systèmes de mesure d'outils et de pièces, les utilisateurs ont ainsi un contrôle complet sur le processus d'usinage automatisé », ajoute Winfried Weiland.
Contact :


 Freude statt Frust")