


У обробці стоматологічних керамік переважно використовуються діамантові шліфувальні інструменти на нікелевій основі, виробництво та використання яких пов'язані з екологічними та здоров'яними викликами. Інститут виробничої техніки та верстатобудування (IFW) Лейбніц університету Ганновера спільно з компанією Philipp Persch Nachf. KG у дослідницькому проекті «GreenDentalGrind» розробляє новий стоматологічний шліфувальний інструмент на основі мідної зв'язки. Метою є створення більш ресурсозберігаючої та біосумісної альтернативи з порівнянною продуктивністю.
У промисловій обробці стоматологічних керамік наразі переважно використовуються гальванічно нікелеві діамантові шліфувальні інструменти. Хоча цей процес є усталеним, він пов'язаний із значними екологічними, здоров'я та ресурсними викликами. Обробка стічних вод, що містять нікель, потребує високих технічних витрат. Крім того, під час обробки можуть вивільнятися іони нікелю, які сприяють виникненню контактних алергій і можуть становити ризики для здоров'я при відповідному впливі. Крім того, можливі залишки в оброблених стоматологічних виробах обговорюються критично. Також з економічної точки зору вибір матеріалу набуває значення, оскільки нікель є дорожчим і менш доступним у порівнянні з міддю.
На цьому фоні альтернативні зв'язувальні системи на основі міді все більше потрапляють у фокус поточних розробок. Мета полягає в тому, щоб уникнути недоліків нікелевої гальваніки та одночасно забезпечити ефективну концепцію шліфувального інструменту, яка в промисловому використанні має порівнянні властивості. При цьому особливо суттєвим викликом є значно відмінна характеристика матеріалу зв'язувальних систем: тоді як нікелеві зв'язки характеризуються високою міцністю та сильною афінітетом до алмазу, мідь демонструє значно більш дактильну поведінку та меншу зв'язувальну дію щодо шліфувальних зерен, що має безпосередній вплив на утримання зерен і зносостійкість.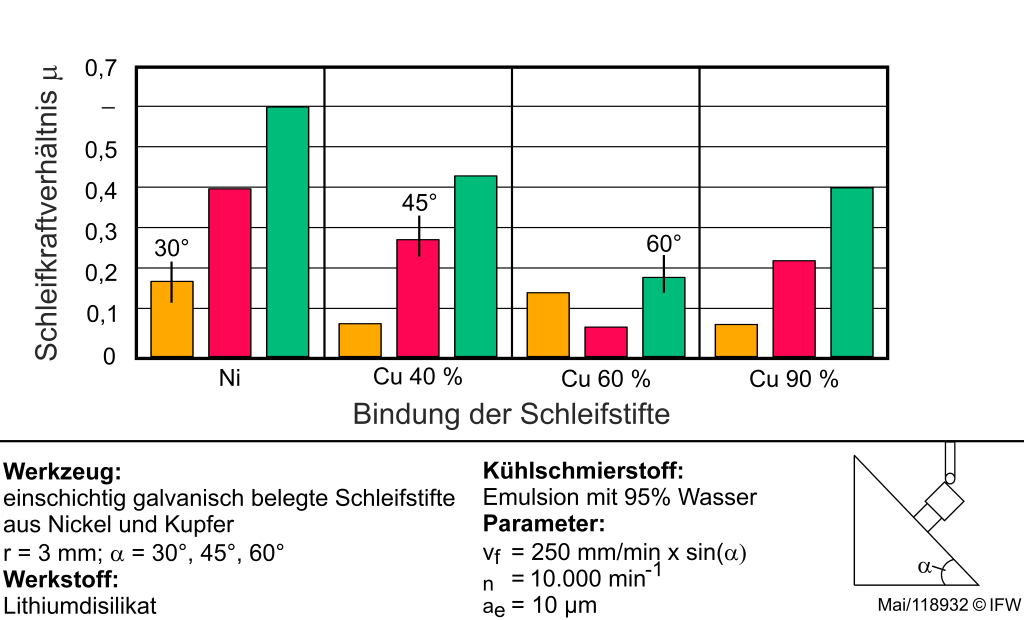
Формування карбіду з ефектом (Процесно інтегроване формування карбіду для покращення сили утримання зерна)
Для компенсації матеріалозалежних недоліків мідного зв'язку використовуються титаново-покриті алмазні зерна. Завдяки цілеспрямованій термічній обробці вони реагують на титановий карбід (TiC), який функціонує як зв'язуючий агент між алмазом і металевою матрицею, значно підвищуючи силу утримання зерен. Для досліджень були використані зразки плоскої сталі, покриті титаново-покритими алмазами в мідному електроліті, та гальванізовані. Потім була проведена термічна обробка в FAST-синтерпресі типу DSP510 виробництва Dr. Fritsch Sondermaschinen GmbH під вакуумом при температурах від 800 °C до 900 °C протягом 900 секунд. Під час цього процесу вуглець алмаза реагує з титановим покриттям і утворює титановий карбід на межі. Завдяки своїй змішаній металево-ковалентній структурі зв'язку титановий карбід може взаємодіяти як з алмазом, так і з металевою мідною матрицею. Утворений TiC-міжшарунок покращує з'єднання алмазних зерен з мідним зв'язком і компенсує їх дактильну поведінку. Це призводить до підвищених сил утримання зерен і створює основу для покращеного терміну служби інструментів, а також підвищеної продуктивності процесу. Для підтвердження утворення карбіду було проведено рентгенівську дифрактометричну аналізу (XRD) на попередньо декупрованих зразках. Аналіз дифрактограм показав у обох досліджуваних температурах характерні рефлекси титаново-карбіду (TiC) при 2 = 42,1° та 49°. Таким чином, утворення TiC-міжшарунка було експериментально підтверджено.
Дослідження застосування нових шліфувальних інструментів
Для оцінки новостворених шліфувальних інструментів були проведені шліфувальні випробування на літійдисилікаті, матеріалі, який зазвичай використовується для стоматологічних керамічних застосувань. Як еталон використовувалися шліфувальні інструменти з нікелевим зв'язуванням. Особливо досліджувався вплив залишку зерна на шліфувальну поведінку. Результати попередніх досліджень у процесі плоского шліфування показують, що шліфувальні інструменти з мідним зв'язуванням генерують вищі шліфувальні сили, ніж нікелевий еталон, при цьому досягаються порівнянні шорсткості поверхні. При цьому для варіантів з 40 % і 50 % залишком зерна були зафіксовані найнижчі шліфувальні сили серед інструментів з мідним зв'язуванням.
У подальших дослідженнях з кулькоподібними шліфувальними інструментами за умов практичного 3+2-осьового оброблення були розглянуті різні кути атаки: 30°, 45° та 60°. Для нікелевої референції був використаний виступ зерна 60%, тоді як шліфувальні інструменти на мідній основі досліджувалися з виступами зерна 40%, 60% та 90%. Процесні сили мідної варіації з 40% виступом зерна були на порівнянному рівні з нікелевою референцією. Однак відмінності спостерігалися в співвідношенні шліфувальної сили μ (див. малюнок 2), яке для інструментів на мідній основі було меншим. Менше співвідношення шліфувальної сили вказує на вищу частку нормальної сили порівняно з тангенціальною силою і свідчить про знижену ефективність утворення стружки, а також про підвищену частку тертя зв'язування під час шліфувального процесу. При малих кутах атаки переважно область радіусу кульки знаходиться в контакті. Через низьку локальну швидкість різання там посилюються тертя та процеси борознення, що призводить до відносно високих часток нормальної сили. Зі збільшенням кута атаки контакт переміщується в напрямку окружності інструмента, що призводить до збільшення локальної швидкості різання і сприяє утворенню стружки. Внаслідок цього частка тангенціальної сили зростає порівняно з нормальною силою, що проявляється у зростанні співвідношення шліфувальної сили. Нікелева референція має найвище співвідношення шліфувальної сили, що вказує на відносно високу частку тангенціальної сили і, отже, на виражену ріжучу дію під час шліфування. Мідна зв'язка з 40% виступом зерна показує менше співвідношення шліфувальної сили, але подібний хід через досліджувані кути атаки. Для мідних зв'язок з 60% та 90% виступом зерна були визначені ще нижчі співвідношення шліфувальної сили.
Растрово-електронні мікроскопічні дослідження поверхонь інструментів показують, що титанові покриті алмази мідно-зв'язаних шліфувальних інструментів наразі ще не повністю покриті. Зокрема, в області радіусу кулькової головки спостерігається низька концентрація зерен. Це призводить до змінених умов контакту при малих кутах атаки в порівнянні з повністю покритою нікелевою референцією.
Дослідження також чітко демонструють потенціал для оптимізації новаторської концепції зв'язування. Завдяки цілеспрямованим налаштуванням мідного зв'язку, наприклад, через контрольоване крихкість матриці, а також через більш однорідний розподіл алмазних зерен на інструменті, зокрема в області радіусу кулькової головки, можна реалізувати конкурентоспроможні шліфувальні стрижні. Загалом результати підтверджують потенціал міднозв'язаних стоматологічних шліфувальних інструментів як ресурсоефективної та біосумісної альтернативи класичному нікелевому зв'язку. Особливо успішне процесно інтегроване утворення титанових карбідів є багатообіцяючим підходом для компенсації матеріальних недоліків мідного зв'язку та довгострокового забезпечення заміни нікелевих шліфувальних інструментів.
Автори: Беренд Денкена, Бенджамін Бергман, Міхаель Майер
Контакт:


