


Diş seramiklerinin işlenmesinde, şu ana kadar çoğunlukla nikel bağlı elmas taşlama uçları kullanılmaktadır; bunların üretimi ve kullanımı ekolojik ve sağlıkla ilgili zorluklarla ilişkilidir. Hannover Leibniz Üniversitesi'nden Üretim Teknolojisi ve Alet Makineleri Enstitüsü (IFW), Philipp Persch Nachf. KG firması ile birlikte "GreenDentalGrind" araştırma projesinde bakır bağlama temelinde yenilikçi bir diş taşlama aracı geliştirmektedir. Amaç, karşılaştırılabilir performansta daha az kaynak tüketen ve biyouyumlu bir alternatif sunmaktır.
Endüstriyel diş seramiklerinin işlenmesinde şu anda ağırlıklı olarak galvanik nikel bağlı elmas taşlama uçları kullanılmaktadır. Bu yöntem yerleşik olmasına rağmen, önemli ekolojik, sağlık ve kaynak teknik zorlukları ile ilişkilidir. Nikel içeren proses atık sularının işlenmesi yüksek teknik bir çaba gerektirmektedir. Ayrıca, işleme sırasında nikel iyonları salınabilir, bu da temas alerjilerini teşvik edebilir ve uygun maruziyet durumunda sağlık riskleri oluşturabilir. Ayrıca, işlenmiş diş parçalarında olası kalıntılar da eleştirel bir şekilde tartışılmaktadır. Ekonomik açıdan da, malzeme seçimi önem kazanmaktadır, çünkü nikel, bakıra kıyasla daha maliyetli ve daha az bulunabilir durumdadır.
Bu bağlamda, bakır bazlı alternatif bağlama sistemleri, mevcut geliştirme çalışmalarının odak noktasına daha fazla yaklaşmaktadır. Amaç, nikel kaplamanın dezavantajlarından kaçınmak ve aynı zamanda endüstriyel kullanımda karşılaştırılabilir özelliklere sahip etkili bir taşlama aracı konsepti sunmaktır. Bu noktada, özellikle bağlama sistemlerinin belirgin şekilde farklı malzeme özellikleri merkezi bir zorluk teşkil etmektedir: Nikel bazlı bağlar yüksek dayanıklılık ve elmasla güçlü bir afinite ile karakterize edilirken, bakır belirgin şekilde daha dökülebilir bir davranış sergilemekte ve taşlama taneciklerine karşı daha düşük bir bağlama etkisi göstermektedir; bu durum tanecik tutma ve aşınma davranışı üzerinde doğrudan etkiler yaratmaktadır.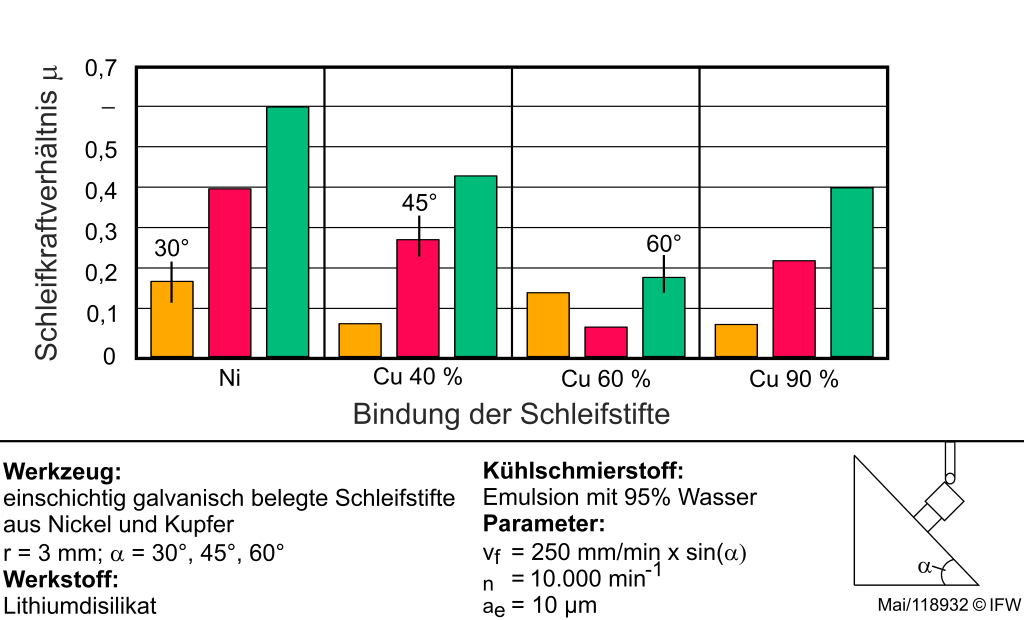
Karbid oluşumu ile etki (Proses entegre karbid oluşumu ile tane tutma gücünün artırılması)
Bakır bağlamanın malzeme kaynaklı dezavantajlarını telafi etmek için titanyum kaplı elmas tanecikleri kullanılmaktadır. Bu tanecikler, belirli bir ısıl işlem ile titanyum karbür (TiC) oluşturacak şekilde tepki verir ve elmas ile metalik matris arasında bağlayıcı olarak işlev görerek tanecik tutma gücünü önemli ölçüde artırır. Araştırmalar için düz çelik örnekler, titanyum kaplı elmaslarla bir bakır elektrolitinde kaplanmış ve galvanize edilmiştir. Ardından, Dr. Fritsch Sondermaschinen GmbH üreticisine ait DSP510 tipi FAST sinterleme presinde, 800 °C ile 900 °C arasında, 900 saniye bekletme süresi ile vakum altında ısıl işlem uygulanmıştır. Bu süreç sırasında elmasın karbonu, titanyum kaplama ile tepkimeye girerek sınır bölgelerinde titanyum karbür oluşturur. Titanyum karbür, karışık metalik-kovalent bağ yapısı sayesinde hem elmasla hem de metalik bakır matrisle etkileşime girebilir. Oluşan TiC sınır tabakası, elmas taneciklerinin bakır bağlamaya bağlanmasını iyileştirir ve onların sünek davranışını telafi eder. Bu, artırılmış tanecik tutma güçlerine yol açar ve daha iyi bir alet ömrü ile artırılmış süreç verimliliği için bir temel oluşturur. Karbür oluşumunu kanıtlamak için daha önce bakırdan arındırılmış örnekler üzerinde X-ray difraktometrik analiz (XRD) gerçekleştirilmiştir. Difraktogramların değerlendirilmesi, incelenen her iki sıcaklıkta da 2 = 42,1° ve 49°'de titanyum karbür (TiC) için karakteristik yansımalar göstermiştir. Böylece TiC sınır tabakasının oluşumu deneysel olarak doğrulanmıştır.
Kullanım araştırmaları yenilikçi taşlama aletleri.
Yeni geliştirilen taşlama uçlarının değerlendirilmesi için, tipik olarak diş seramik uygulamalarında kullanılan bir malzeme olan lityum disilikat üzerinde taşlama denemeleri yapılmıştır. Referans olarak nikel bağlı taşlama uçları kullanılmıştır. Özellikle, tane fazlalığının taşlama davranışı üzerindeki etkisi incelenmiştir. Düz taşlama sürecindeki ön araştırma sonuçları, bakır bağlı taşlama uçlarının nikel referansına göre daha yüksek taşlama kuvvetleri ürettiğini, benzer yüzey pürüzlülüklerinin elde edildiğini göstermektedir. Burada, %40 ve %50 tane fazlalığına sahip varyantlar için bakır bağlı aletler içinde en düşük taşlama kuvvetleri ölçülmüştür.
İleri araştırmalarda, pratik 3+2 eksen koşulları altında küresel uçlu taşlama aletleri ile 30°, 45° ve 60° gibi farklı açıların incelendiği gözlemlenmiştir. Nikel referansı için %60 taşlama taneleri kullanılırken, bakır bağlamalı taşlama aletleri %40, %60 ve %90 taşlama taneleri ile incelenmiştir. %40 taşlama taneli bakır bağlamalı versiyonun işlem kuvvetleri, nikel referansı ile karşılaştırılabilir bir seviyede bulunmuştur. Ancak, bakır bağlamalı aletler için taşlama kuvvet oranı μ (bkz. Şekil 2) daha düşük çıkmıştır. Daha düşük bir taşlama kuvvet oranı, normal kuvvetin, kesme kuvvetine göre daha yüksek bir paya sahip olduğunu gösterir ve bu da kesme oluşumunun verimliliğinin azaldığını ve taşlama sürecinde bağlama sürtünmesinin arttığını gösterir. Küçük açıların olduğu durumlarda, küresel uç yarıçapının büyük bir kısmı temas halindedir. Bu bölgede düşük yerel kesme hızı nedeniyle sürtünme ve sürükleme olayları artar, bu da nispeten yüksek normal kuvvet paylarına yol açar. Açı arttıkça, temas aracı aletin çevresine kayar, bu da yerel kesme hızının artmasına ve talaş oluşumunun teşvik edilmesine neden olur. Böylece, kesme kuvvetinin normal kuvvete oranı artar, bu da yükselen bir taşlama kuvvet oranı ile kendini gösterir. Nikel referansı en yüksek taşlama kuvvet oranına sahiptir, bu da kesme kuvvetinin nispeten yüksek bir paya sahip olduğunu ve dolayısıyla taşlama sürecinde daha belirgin bir kesme etkisi olduğunu gösterir. %40 taşlama taneli bakır bağlaması daha düşük bir taşlama kuvvet oranı gösterirken, incelenen açıların üzerinden benzer bir eğilim sergilemiştir. %60 ve %90 taşlama taneli bakır bağlamalar için daha düşük taşlama kuvvet oranları belirlenmiştir.
Tarayıcı elektron mikroskobu incelemeleri, bakır bağlı taşlama aletlerinin titanyum kaplamalı elmaslarının şu anda henüz tam olarak kaplanmadığını göstermektedir. Özellikle küresel baş çapı bölgesinde düşük bir tane yoğunluğu mevcuttur. Bu, küçük açıların kullanıldığı durumlarda tam kaplanmış nikel referansına kıyasla farklı giriş koşullarına yol açmaktadır.
Araştırmalar, yeni bağlama konseptinin belirgin bir optimizasyon potansiyeline sahip olduğunu açıkça göstermektedir. Bakır bağlamanın hedefli ayarlamaları, örneğin matrisin kontrollü bir şekilde sertleştirilmesi ve özellikle küresel başlık yarıçapı bölgesinde alet üzerindeki elmas tanelerinin daha homojen bir dağılımı sayesinde rekabetçi taşlama uçları gerçekleştirilebilir. Genel olarak, sonuçlar bakır bağlı diş taşlama aletlerinin klasik nikel bağlamaya kıyasla kaynak verimli ve biyouyumlu bir alternatif olarak potansiyelini doğrulamaktadır. Özellikle, titanyum karbürün başarılı bir şekilde süreç entegrasyonu ile oluşturulması, bakır bağlamanın malzeme kaynaklı dezavantajlarını telafi etmek ve uzun vadede nikel bağlı taşlama aletlerinin yerini almayı sağlamak için umut verici bir yaklaşım sunmaktadır.
Yazarlar: Berend Denkena, Benjamin Bergmann, Michael Maier
İletişim:


