


Fraunhofer ILT та MacLean-Fogg спільно виготовили складний литейний інструментальний вкладиш за допомогою лазерного порошкового сплаву (PBF-LB/M). Спеціально розроблена інструментальна сталь L-40 вперше дозволяє адитивне виробництво сильно навантажених, об'ємних інструментів, що забезпечує реалізацію контуру близького охолодження. Перші результати менших інструментів, які Toyota вже використовує в серійному виробництві, вказують на значне подовження терміну служби адитивно виготовлених інструментів. У поточному проекті було створено гібридний, об'ємний інструмент для корпусу трансмісії Toyota Yaris Hybrid. Комбінований процес з використанням традиційного попереднього формування та адитивно виготовлених структур скорочує час виробництва, знижує витрати та дозволяє досягти великої різноманітності варіантів на спільній інструментальній платформі.
Автомобільна промисловість перебуває в процесі глибоких змін. Тиск на витрати та перехід до електромобільності змушують багатьох виробників кардинально переосмислити архітектуру своїх автомобілів та виробничі процеси. Багато виробників наразі зменшують кількість окремих прес-деталей і прагнуть до максимальної кількості, але високомплексних структурних компонентів. Особливо для великих алюмінієвих деталей, таких як рами або компоненти трансмісії, зростають також вимоги до інструментів: вони повинні бути термічно стійкими, дозволяти варіації та якомога швидше адаптуватися до нових геометрій.
Ця зміна приносить нові виклики: необхідні литейні форми повинні бути не лише більшими, ніж раніше, але й більш стійкими при одночасно складній геометрії та коротших термінах розробки. Саме тут починається проект у Інституті лазерних технологій Фраунгофера ILT спільно з виробником порошків L-40 MacLean-Fogg та Toyota як кінцевим споживачем.
Завдяки використанню машини PBF-LB/M на базі портальної системи, розробленої в Інституті Фраунгофера ILT, з масштабованим об'ємом будівництва та інструментальної сталі, розробленої компанією MacLean-Fogg для адитивного виробництва, вперше вдалося адитивно виготовити дуже великі форми для лиття під тиском з контурним охолодженням – придатні для компонентів великого обсягу високого тиску (HPDC).
Масивні геометрії призвели в PBF-LB/M до власних напружень та критичних дефектів.
Зі зростанням впровадження методів лиття великих форм зростають також вимоги до інструментів, які використовуються в HPDC. Форми повинні забезпечувати точну, відтворювану якість компонентів при дуже високих обсягах виробництва і витримувати екстремальні механічні та термічні навантаження. Щоб забезпечити достатній термін служби вставок інструментів, необхідні складні внутрішні охолоджувальні структури, які не можуть бути реалізовані за допомогою традиційних методів виробництва. Дві основні проблеми досі обмежували адитивне виробництво таких великих форм для лиття під тиском: по-перше, доступний об'єм будівництва класичних машин PBF-LB/M занадто малий, щоб виготовити вставки форм розміром 600 x 600 мм² або більше в одному шматку. По-друге, раніше використовувані інструментальні сталі – зокрема H11 (1.2343), H13 (1.2344) або M300 – у цьому розмірному діапазоні (>20.000 см³) не можуть бути оброблені з процесною надійністю. Навіть за оптимальних параметрів існує ризик утворення тріщин, термічного викривлення та недостатніх механічних властивостей.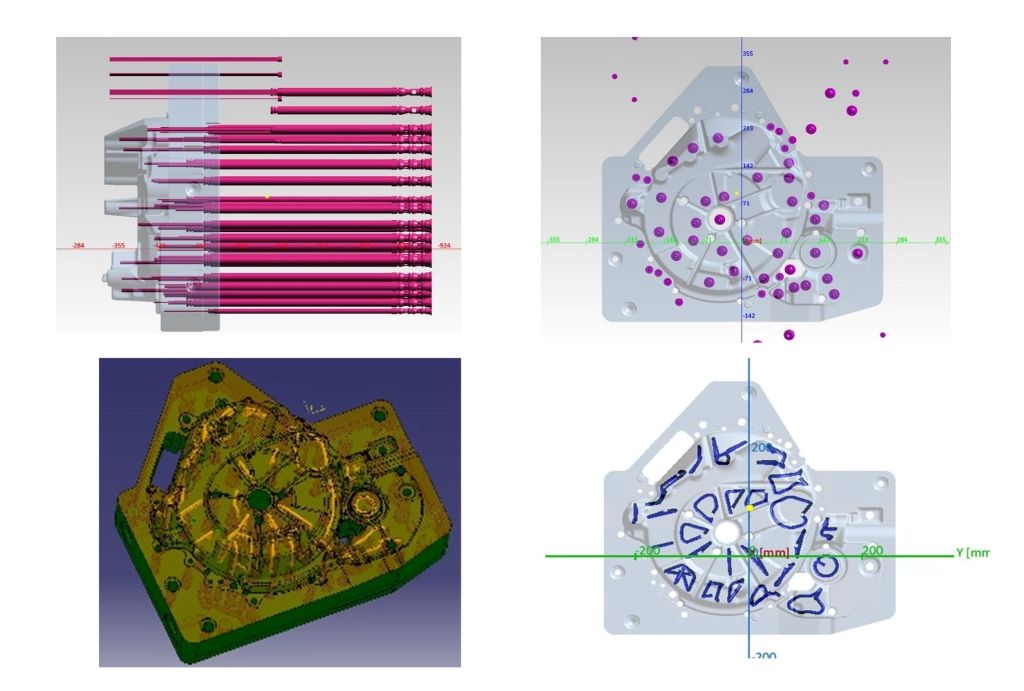
Це стосується як лазерного формування, так і подальшої термічної обробки. Ризик тим більший, чим сильнішими є температурні градієнти всередині деталі під час виробничого процесу – ефект, який особливо виражений у великих об'ємах виробів. «Щоб подолати це обмеження, потрібне нове покоління машин і матеріалів, які спеціально адаптовані до вимог великих HPDC-інструментів», пояснює Ніклас Пратцш, керівник групи технології процесу LPBF у Fraunhofer ILT. «Саме ця комбінація стала предметом реалізованих розробок.
«Нова матеріальна та машинна технологія вперше дозволяє виготовляти також великогабаритні інструменти з вільно сформованою охолоджуючою структурою. Це не лише дозволяє цілеспрямовано знижувати локальні температурні піки в процесі лиття, але й підвищує різноманітність варіантів при одночасно високому терміні служби. Таким чином, на одній платформі інструментів можна виготовляти різні компоненти, не виготовляючи нові інструменти щоразу.»
Масштабоване виробництво LPBF для безтріщинних великих деталей
Для цього була вдосконалена Gantry-основа 5-лазерна PBF-LB/M машина, розроблена в Fraunhofer ILT, з теперішнім об'ємом будівництва 1000 x 800 x 350 мм³. На відміну від традиційних систем, вона має переміщувану обробну головку та локальне ведення захисного газу, що дозволяє лінійно масштабувати об'єм будівництва вздовж осей машини при тих же умовах процесу (швидкість потоку захисного газу, кут відхилення лазерного променя тощо). Це дозволяє перспективно виготовляти ще більші інструменти адитивно, ніж розглянуте в цьому проекті інструментальне вкладання з об'ємом понад 20 000 см³ та обмежувальною коробкою 515 x 485 x 206 мм³.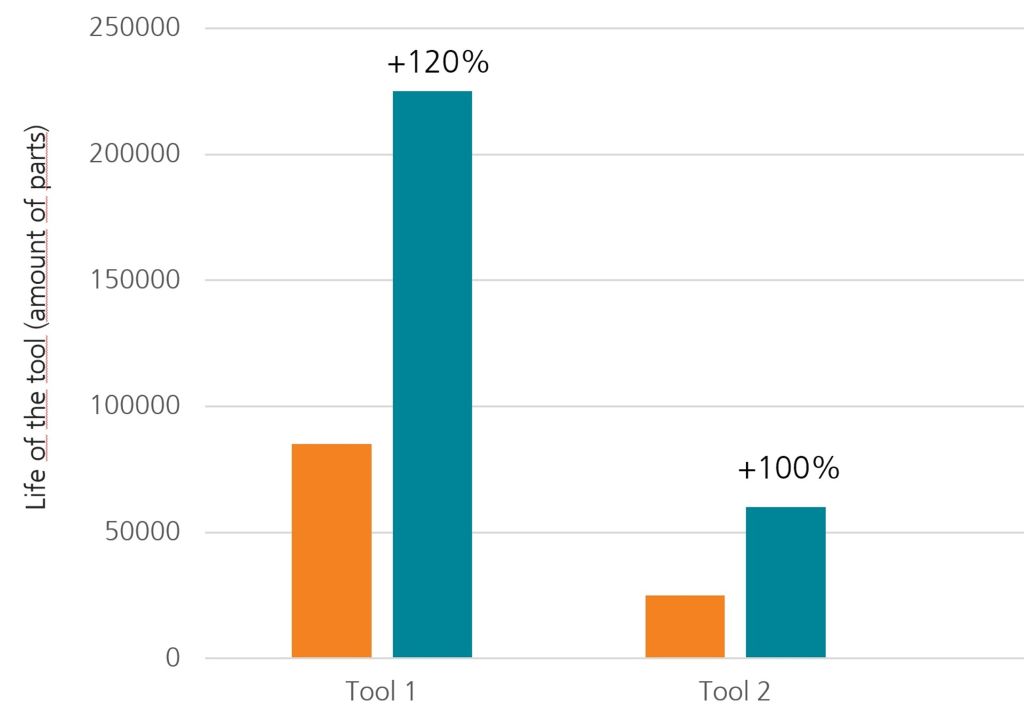
Щоб мінімізувати критичні температурні градієнти при великих обсягах інструментів, було розроблено додатковий обігріваємий субстратний модуль. Будівельна платформа тепер досягає температури 200 °C, завдяки чому кожен новий шар охолоджується не до кімнатної температури, а лише до попередньо визначеного термічного плато. Цей підхід зменшує термічно індуковані напруження та ризик утворення тріщин під час процесу будівництва. Комбінація великого обсягу будівництва, високої стабільності процесу та активного попереднього підігріву робить цю установку однією з перших у світі систем LPBF, яка підходить для економічного виробництва форм для лиття під тиском, навіть для Mega або Giga Casting.
«Ключ до успіху полягає в матеріалі L-40 від MacLean-Fogg, який адаптований до вимог PBF-LB/M», коментує Пратцш. Ця сталь характеризується значно зниженою схильністю до тріщин у порівнянні з традиційними інструментальними сталями – як під час виготовлення, так і в процесі термічної обробки. L-40 досягає високої точності в стані as-built, видатних характеристик за твердістю (48 HRC), міцністю на розрив (1420 MPa) та ударною в'язкістю (>60 J). У рамках всебічних досліджень успішно було валідовано як параметричний перехід на нову концепцію машин, так і продуктивність у складних геометріях – наприклад, у круглих або висячих охолоджувальних каналах.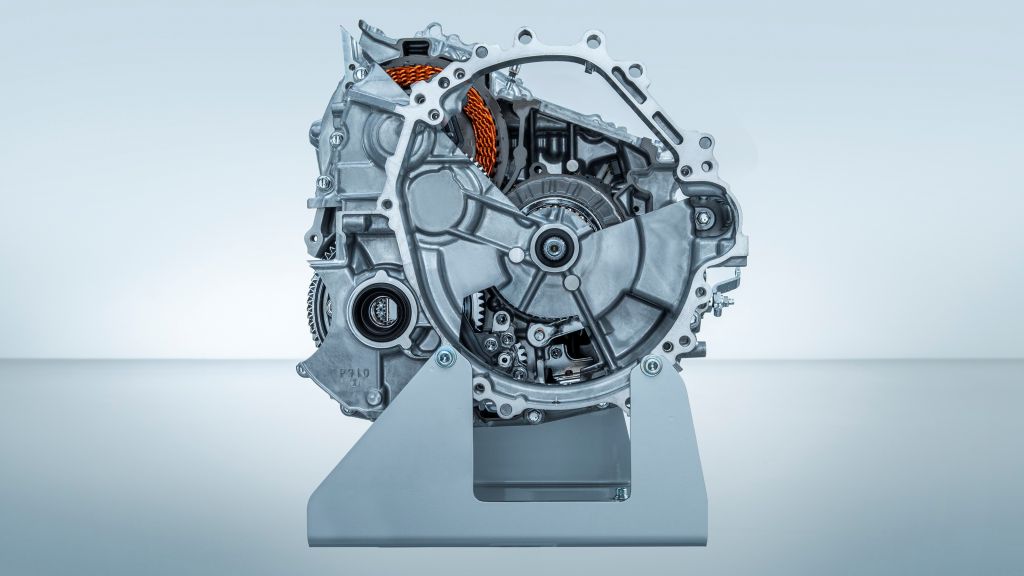
У сумі комбінація масштабованої машини PBF-LB/M та спеціально розробленого матеріалу вперше дозволяє економічно та відтворювально виготовляти великоформатні литтєві форми з контурним охолодженням. Перші застосування показують, що термін служби таких інструментів в порівнянні з традиційними формами значно подовжується.
Гібридне виробництво для серійних інструментів
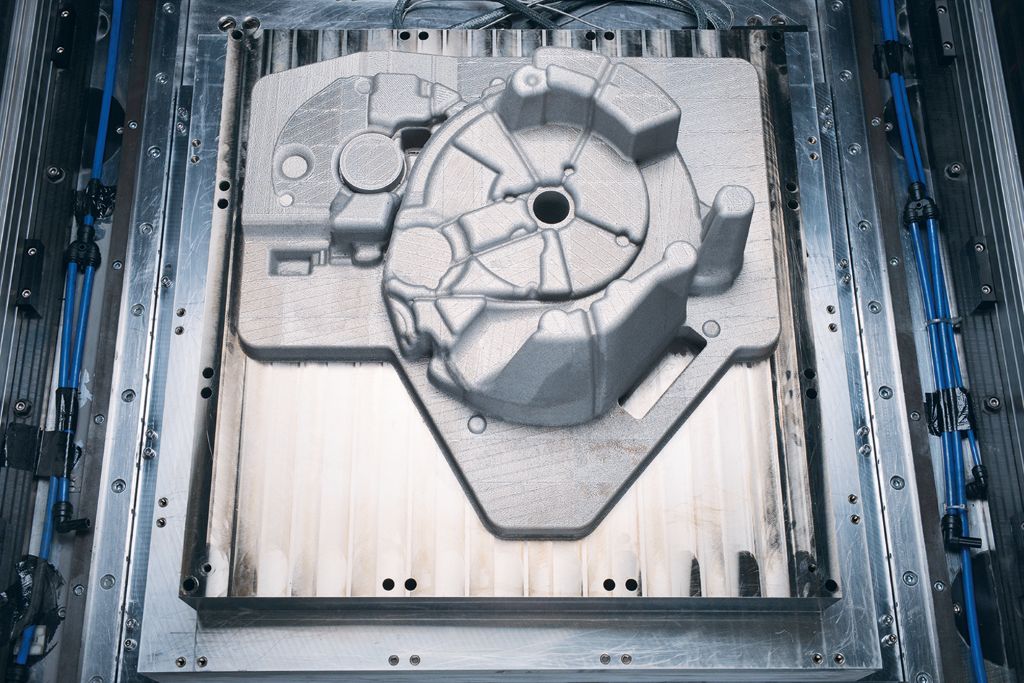
У рамках проекту партнери виготовили адитивно створений інструмент для корпусу трансмісії, який вже сьогодні використовується в Toyota. Литтєва форма включає складну мережу контурних охолоджувальних каналів, що вже є чіткою перевагою адитивного виробництва, яку не можна реалізувати традиційною обробкою. Для адитивної побудови інструменту команда проекту обрала гібридний процес на спеціально виготовленій преформі, яка вже мала вертикальні охолоджувальні канали. Точне позиціонування та надійне з'єднання обох компонентів вимагали високих вимог до калібрування машин, точності та управління процесом. Такі гібридні структури пропонують потенціал для подальшого скорочення часу виготовлення та витрат, оскільки більш витратний процес PBF-LB/M використовується лише в тих областях компонентів, які не можуть бути реалізовані традиційно.
Складну охолоджувальну структуру дослідники спроектували так, щоб критичні зони форми під час лиття ефективно охолоджувалися. Це знижує термічне навантаження, що призводить до значно довшого терміну служби інструменту. У попередніх проектах з подібним адитивним інструментом вже було досягнуто терміну служби до чотирьох разів довшого в порівнянні з традиційним інструментом H13.
Після побудови HPDC-форми відбулася промислова термічна обробка з розслабленням напруги та загартуванням, а також традиційна фрезерна обробка функціональних поверхонь. Висока точність адитивного основного тіла вимагала лише точної обробки без додаткових витрат матеріалу.
Провісники для ефективних та довговічних литтєвих форм в автомобільній промисловості
Виготовлення великоформатних литтєвих форм за адитивними методами вирішує кілька центральних викликів сучасного автомобільного виробництва, особливо в контексті трансформації до електромобільності. Важливою перевагою є контурне охолодження, яке вперше можна вільно проектувати завдяки 3D-друку. Охолоджувальні канали можна оптимально налаштувати під термічно навантажені зони інструменту. Це знижує локальні температурні піки, зменшує термомеханічний знос і значно подовжує термін служби форми.
Одночасно адитивне виробництво пропонує можливість різко скоротити час виготовлення. Замість складної обробки кількох компонентів інструменту та їх монтажу достатньо консолідованої, безперервної адитивної побудови. Литтєва форма для Toyota була виготовлена менш ніж за десять днів, включаючи всі підготовчі етапи. Для OEM це означає коротші цикли розробки та швидший вихід на ринок нових автомобільних платформ.
Можливість гібридного виготовлення великогабаритних інструментів створює додаткову гнучкість. Компоненти з визначеними інтерфейсами можуть ефективно адитивно доповнюватися та функціонально оптимізуватися без необхідності виготовлення всього компонента заново. Це знижує як витрати на матеріали, так і витрати на інструмент.
«З L-40 ми маємо намір подолати межі адитивного виробництва для гарячих та холодних формувальних інструментів загалом і для литтєвих інструментів зокрема. Цей проект доводить, що можливо виготовляти великі, складні та одночасно високоміцні вставки, і надає чіткі етапи, щоб бути економічно привабливими. Адитивне виробництво готове прийняти справжні виклики в промислових масштабах. Для OEM це є вирішальною перевагою: коротші терміни розробки, довші терміни служби інструментів і більше гнучкості в дизайні інструментів», - говорить Гаральд Лемке, директор з управління продуктами, MacLean-Fogg Component Solutions.
Для виробників автомобілів, таких як Toyota, які орієнтуються на меншу кількість деталей і складніші структури, ці розробки пропонують нові можливості в стратегії інструментів: менше зусиль у виготовленні інструментів, довші терміни служби та можливість реалізації кількох варіантів за допомогою лише одного інструменту.
Виготовлений компонент яскраво демонструє, що розроблена процесна ланцюг – що складається з великоформатної установки LPBF, інноваційного матеріалу та гібридного виробництва – відповідає вимогам реальних промислових застосувань навіть у середовищі Giga Casting.
Потенціал виходить далеко за межі одиничного випадку: розроблена процесна ланцюг підходить не лише для великих алюмінієвих HPDC вставок, а й для більшості інших гарячих та холодних формувальних інструментів і вставок, таких як штампування, різьблення або лиття під тиском. У всіх випадках, де потрібні високо навантажені інструменти зі складним охолодженням та обмеженими розмірами партій, адитивне виробництво може запропонувати значні переваги.
Контакт:


