


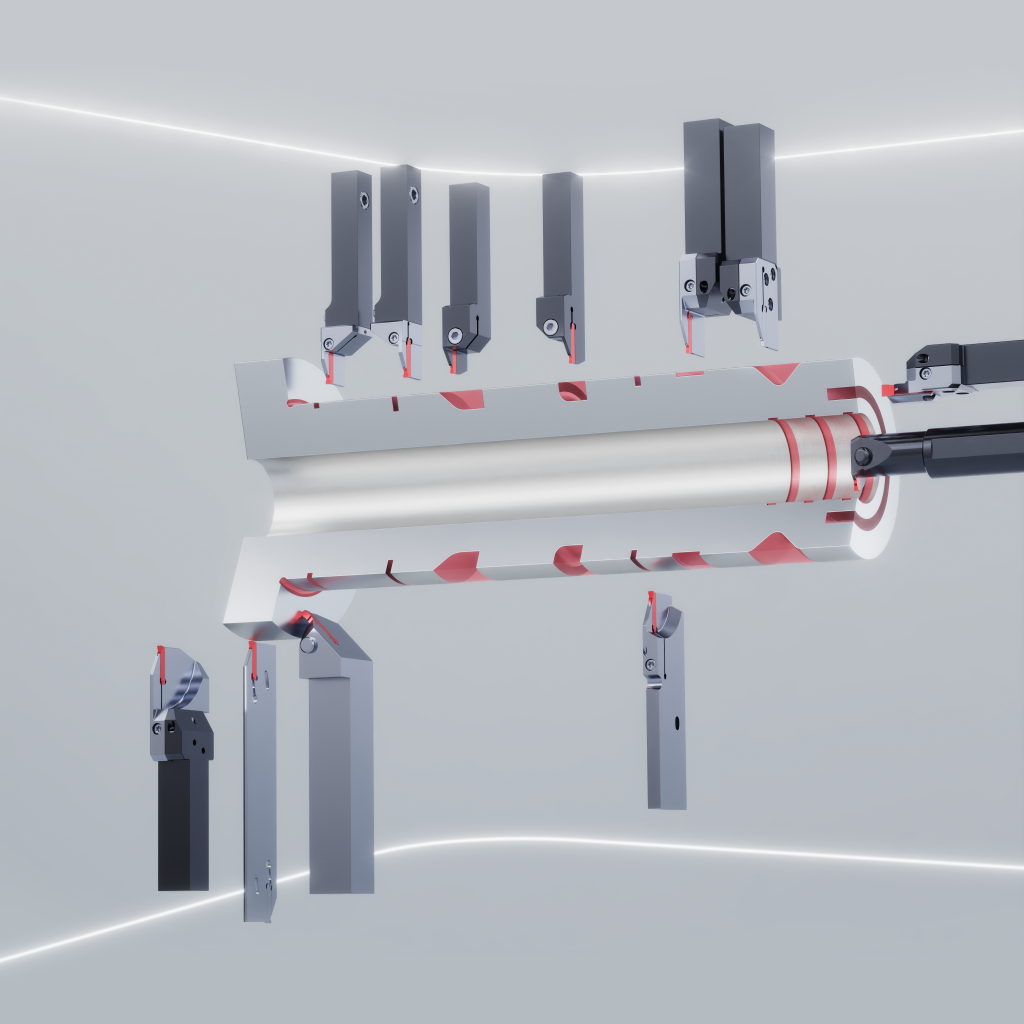
Manufacturing companies achieve up to 30 percent longer tool life in turning with the GND turning system from MAS. Its square shanks are available in variants with 16 x 16, 20 x 20, and 25 x 25 mm cross-section. They are equipped with internal cooling channels. This allows coolant to reach the cutting edges of the turning inserts from Sumitomo directly. These can be 1.25 to 8 mm wide. The GND turning system enables depths of cut of 12, 17, 22, or 32 mm.
Reliable cooling with internal cooling
Optionally, coolant can be directed into the tool shanks from the side, from the back, or from below. External piping and hoses, and thus unwanted interference contours, are eliminated. The internal cooling channels easily handle pressures of up to 20 bar. The coolant outlet a few millimeters above the chip surface of the turning inserts ensures that coolant reaches directly under the flowing chips. This reliably lifts them away. Even when machining difficult materials, the chips break short and are continuously removed from the cutting engagement. Additionally, the coolant jet continuously and reliably cools the cutting edge.
Large variety of variants
All variants from the program of the carbide manufacturer Sumitomo are available as turning inserts. This specifically concerns designs from the cutting material type AC1030U. It consists of particularly tough, fine-grained substrates, onto which a multi-layer, extremely well-adhering PVD coating is applied. The inserts with ground edges and chip breakers are particularly resistant to wear and edge chipping. Additionally, the smooth coating prevents adhesion. This is especially true when machining difficult materials, such as 34CrMo4, C45, X6Cr17, X5CrNiS18-10.
Tool life doubled
For example, when turning bars made of stainless steel 15NiCrMo 16 5, the turning inserts GCMN 2002 from the cutting material AC530U with chip breaker geometry GF achieve up to six times the tool life. They operate at a cutting speed of 180 m/min and a feed rate of 0.1 mm per revolution from a bar diameter of 30 mm to a depth of cut of 11 mm. Up to the wear limit due to flank wear, the tools cut about 2000 components per cutting edge – more than double the previously achieved tool life with inserts from a competing manufacturer.
More productive in series production
Significant advantages of the GND turning holders in combination with inserts from Sumitomo are high process reliability and significantly extended tool life. This results in noticeably longer intervals between tool changes and thus less downtime for the lathes. Therefore, manufacturing companies can work more productively and efficiently. This is especially relevant for series production, for example in the automotive industry and its suppliers.
Fast, highly accurate tool changes
To specifically minimize tool change times on long-turning machines, the GND turning system is additionally available in versions as a quick-change head for the quick-change system PZ©turn (which square shanks?) from MAS. This allows the GND turning tools to be changed in the working areas of long-turning machines within the shortest time at about 5 µm change accuracy without removing and reinstalling holders.
Contact:


