


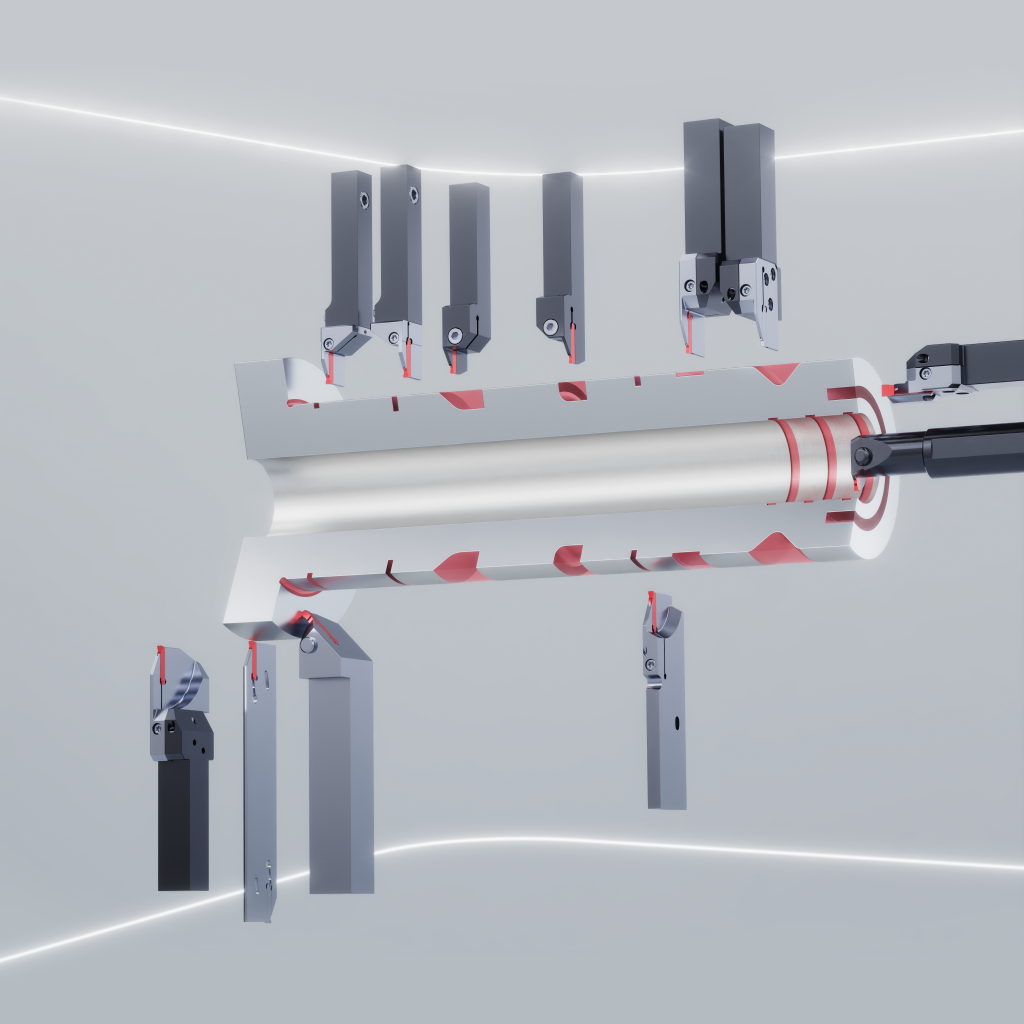
Do 30 procent dłuższe czasy eksploatacji podczas toczenia osiągają zakłady produkcyjne dzięki systemowi toczenia GND od MAS. Jego kwadratowe trzonki dostępne są w wariantach o przekroju 16 x 16, 20 x 20 i 25 x 25 mm. Posiadają wewnętrzne kanały chłodzące. Dzięki temu środek smarny dociera bezpośrednio na krawędzie wkładek skrawających Sumitomo. Mogą one mieć szerokość od 1,25 do 8 mm. System toczenia GND umożliwia wcinanie na głębokość 12, 17, 22 lub 32 mm.
Niezawodne smarowanie z IKZ
Opcjonalnie środek smarny może być doprowadzany bocznie, od tyłu lub od dołu do trzonków narzędziowych. Zewnętrzne rurociągi i węże, a tym samym niepożądane kontury zakłócające, są zbędne. Wewnętrzne kanały chłodzące radzą sobie bez problemu z ciśnieniem do 20 barów. Wylot chłodziwa kilka milimetrów nad powierzchnią wiórów wkładek skrawających zapewnia, że chłodziwo dociera bezpośrednio pod odpływające wióry. Dzięki temu są one niezawodnie usuwane. Nawet przy wcinaniu w trudne materiały wióry łamią się krótko i są ciągle usuwane z obszaru skrawania. Ponadto strumień chłodziwa nieprzerwanie i niezawodnie chłodzi krawędź skrawającą.
Duża różnorodność wariantów
W przypadku wkładek skrawających dostępne są wszystkie warianty z programu producenta węglika spiekanego Sumitomo. Dotyczy to szczególnie wykonania z rodzaju materiału skrawającego AC1030U. Składa się on z wyjątkowo odpornych, drobnoziarnistych substratów, na które nałożona jest wielowarstwowa, niezwykle dobrze przylegająca powłoka PVD. Wkładki skrawające z szlifowanymi krawędziami i łamańcami wiórów są szczególnie odporne na zużycie i odpryski krawędzi skrawających. Ponadto gładka powłoka zapobiega adhezji. Dotyczy to szczególnie obróbki trudnych materiałów, na przykład 34CrMo4, C45, X6Cr17, X5CrNiS18-10.
Podwojone czasy eksploatacji
Na przykład przy wcinaniu prętów ze stali nierdzewnej 15NiCrMo 16 5 wkładki skrawające GCMN 2002 z materiału skrawającego AC530U z geometrią łamańca wiórów GF osiągają do sześciokrotnej ilości eksploatacji. Obrabiają przy prędkości skrawania 180 m/min i posuwie 0,1 mm na obrót od średnicy pręta 30 mm do głębokości wcinania 11 mm. Do granicy zużycia przez zużycie powierzchniowe narzędzia skrawające odcinają około 2000 elementów na krawędzi skrawającej - więcej niż podwójna ilość, którą wcześniej osiągnięto z wkładkami skrawającymi konkurencyjnego producenta.
Bardziej produktywne w produkcji seryjnej
Istotne zalety uchwytów do toczenia GND w połączeniu z wkładkami skrawającymi Sumitomo to wysoka pewność procesu i znacznie wydłużone czasy eksploatacji. Zapewnia to znacznie dłuższe interwały między wymianami narzędzi, a tym samym mniej przestojów maszyn tokarskich. Dzięki temu zakłady produkcyjne mogą pracować bardziej produktywnie i efektywnie. Dotyczy to zwłaszcza produkcji seryjnej, na przykład w przemyśle motoryzacyjnym i u ich dostawców.
Szybkie, precyzyjne wymiany narzędzi
Aby szczególnie zminimalizować czasy wymiany narzędzi w automatach do długiego toczenia, system toczenia GND dostępny jest dodatkowo w wersjach jako głowica szybkiej wymiany do systemu szybkiej wymiany PZ©turn (jakie kwadratowe trzonki?) od MAS. Dzięki temu narzędzia skrawające GND mogą być wymieniane w najkrótszym czasie z dokładnością wymiany około 5 µm w przestrzeniach roboczych automatów do długiego toczenia.
Kontakt:


