


Závity vyrábějí výrobci obvykle frézou nebo soustružnickým nástrojem. Existuje však také méně běžná, ale výrazně rychlejší metoda: závitové vyvrtávání. S pomocí speciálně navržených PENTACUT speciálních nástrojů od ISCAR nyní AVS Römer vyrábí své závity dvakrát rychleji – procesně bezpečně, ekonomicky a s vysokou životností.

V roce 1970 založená jako inženýrská kancelář, dnes AVS Römer vyvíjí přesně přizpůsobená a aplikacím specifická řešení pro oblasti spojování, řízení, měření a dopravy. Přibližně 550 zaměstnanců v hlavním sídle v Grafenau/Bavorský les a v pobočkách v Langenbergu/Erzgebirge a Aardorfu/Švýcarsko vyrábí mimo jiné konektory, ventily, rozvodné systémy, hadicové spojení, senzorovou techniku a čerpadla pro mezinárodní zákazníky z oblasti strojírenství a potravinářského průmyslu.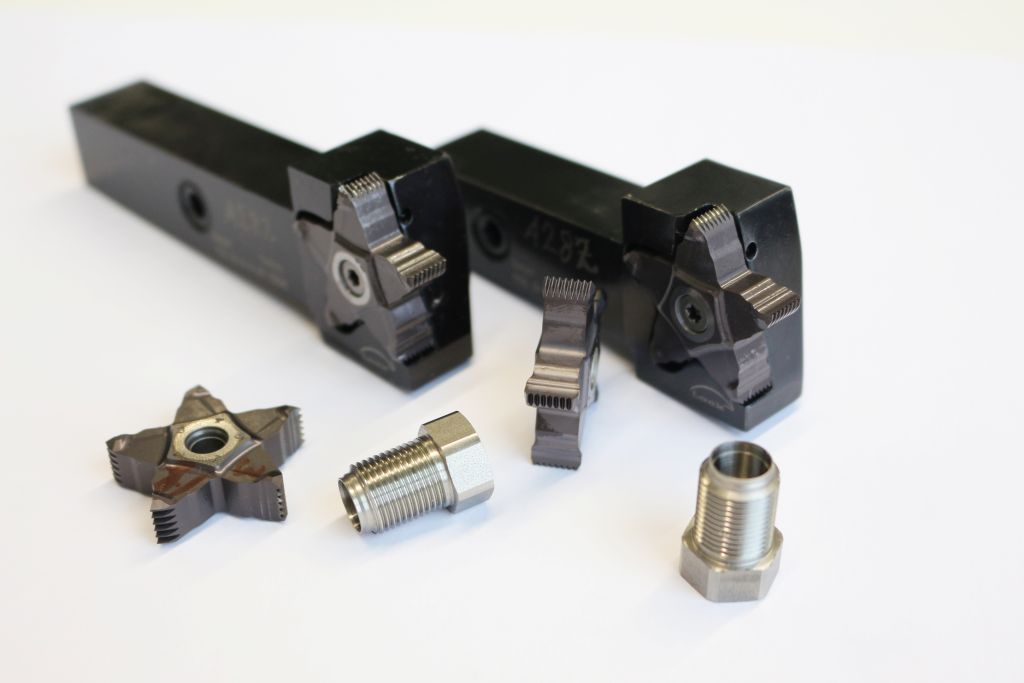
AVS Römer vyrábí série od 500 až po několik 10 000 kusů a zpracovává především mosaz, bezolovnatou mosaz a nerezovou ocel, ale také hliník – a ve vlastní lisovně dokonce plasty. „Naši obchodní partneři důvěřují našim znalostem, kvalitě a spolehlivosti dodávek,“ říká Markus Greipl, vedoucí oddělení mechanické výroby CNC ve společnosti AVS Römer. „Přicházejí k nám s konkrétními úkoly a společně vyvíjíme vhodné řešení.“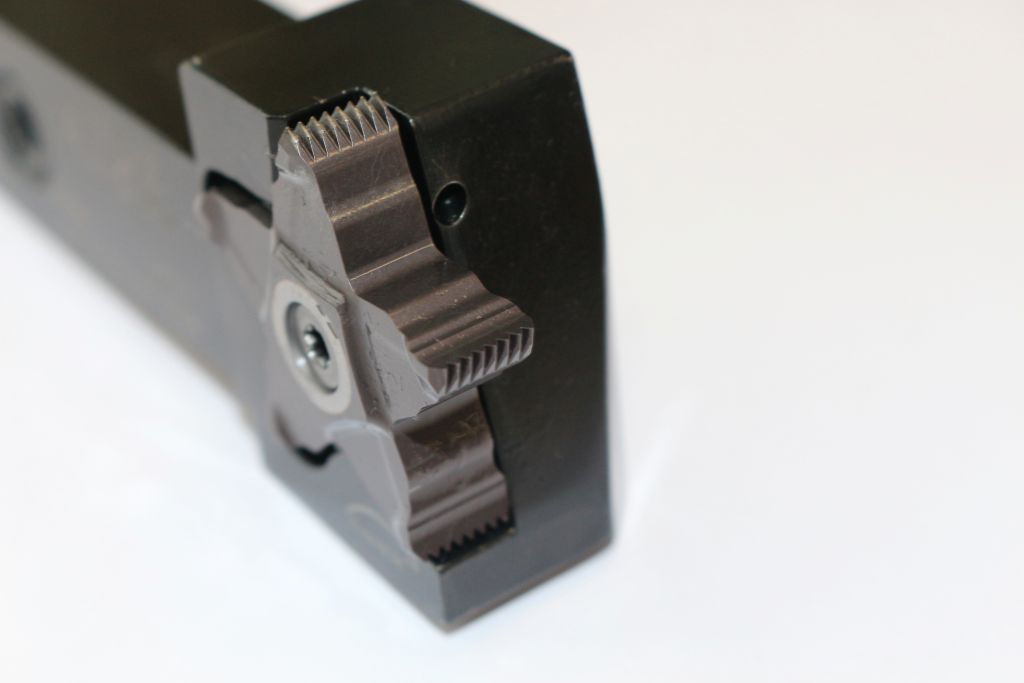
Aby mohli zákazníkům vždy nabídnout nejlepší technologii, je vedoucí oddělení a jeho tým neustále na hledání nových nápadů a zlepšení svých procesů. Proto mají již mnoho let po svém boku správného partnera v oblasti nástrojů, společnost ISCAR, která kromě vhodného nástroje také poskytuje důležité podněty. „Na online školení jsem si všiml závitového soustružení a považoval jsem tento proces za velmi zajímavý,“ říká Markus Greipl. „To jsem chtěl určitě vyzkoušet.“
S odpovídajícím nástrojem lze cyklické časy snížit až o 80 procent. Řezná hrana potřebuje pouze krátký čas zásahu a uživatelé dosahují vysoké životnosti. „Řezání závitů probíhá prostřednictvím simultánního radiálního a axiálního posuvu. Deska přitom vykonává diagonální dráhu. Tak vznikne závit během jedné sekundy,“ vysvětluje technik aplikací ISCAR Armin Zillner.
Potenciál optimalizace v kávovaru
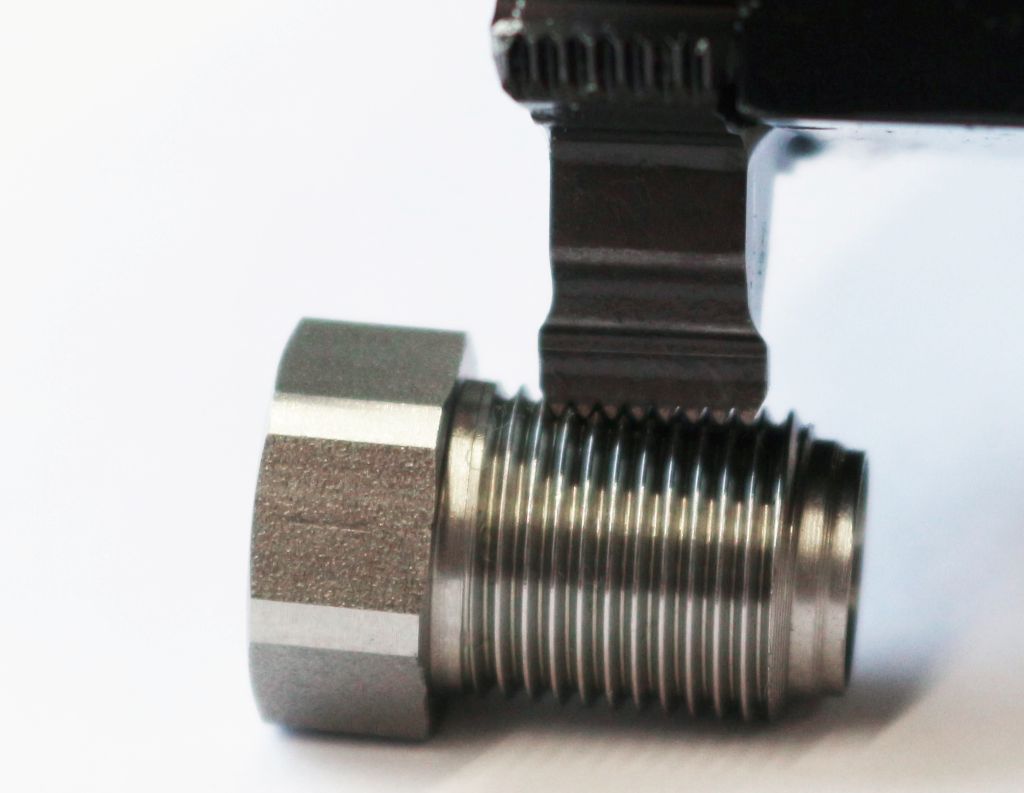
Vedoucí oddělení měl také již v hlavě zkušební objekt – vnější závit na přímém šroubení z nerezové oceli pro instalaci do kávovarů. AVS Römer pravidelně vyrábí tuto součást v různých provedeních jako 30 000 kusů z třímetrových tyčí. Dosud obráběč závit frézoval nebo ho vytvářel pomocí dvoubřitého závitového soustruhu. „U obou variant jsme měli ještě rezervy,“ říká Christian Wenig, zástupce vedoucího oddělení mechanické výroby CNC ve společnosti AVS Römer. „Při soustružení se opakovaně objevovaly problémy s kvalitou, frézování bylo relativně drahé.“
Při příští návštěvě Huberta Fischera, poradce a prodejce ve společnosti ISCAR, a technika aplikací ISCAR Armina Zillnera, odborníci ISCAR diskutovali téma závitového soustružení s Markusem Greiplem, nabídli to v souladu s požadovanými závity a otestovali tento proces. „S řadou PENTACUT máme pro to správný nástroj v portfoliu,“ říká Hubert Fischer.
Pětibřitý specialista přesvědčuje

S pětibřitou přesnou řezací soupravou PENTACUT lze složité profily a závity o šířce až 20 milimetrů a hloubce řezu deset milimetrů vyrobit v jedné pohybu s přesností během několika sekund. Všechny parametry řezného vložky, jako je zaoblení hran, povlak a geometrie třísky, jsou přizpůsobeny požadavkům zákazníka. Klíčovým faktorem pro výkon a bezproblémovou funkci je optimální souhra mezi přípravou řezných hran, povlakem, úhlem třísky a substrátem. Také chlazení hraje rozhodující roli, protože při obrábění se do nástroje přenáší velké množství tepla, které poškozuje řez. Proto má držák vnitřní kanály, které transportují chladicí médium přímo do řezné zóny.
Specialisté na nástroje připravili pro test speciální desku na bázi PENTACUT 34 pro závit s průměrem 1/8 palce a přivezli ji na místo do Grafenau. S úspěchem: „Od začátku to na našich různých strojích fungovalo opravdu dobře,“ raduje se Markus Greipl. AVS Römer musí s PENTACUT pouze jednou krátce projet obrobkem, aby vyrobil závit. „U delších závitů jednoduše provádíme dva průchody,“ říká vedoucí oddělení. Výsledek: Čas procesu se okamžitě snížil z 23 na čtyři sekundy. „To odpovídá úspoře 60 procent. Nemuseli jsme dlouho přemýšlet a rovnou jsme objednali také řezné vložky v dalších potřebných velikostech,“ říká Christian Wenig.
AVS Römer využívá od začátku roku 2024 PENTACUT pětibřitové nástroje pro závity o průměrech 1/8, 3/8 a 1/4 palce u různých produktů a je plně spokojen. „S PENTACUT jsme nejen dokázali více než z poloviny zkrátit čas zpracování, díky pěti břitům snížit náklady na nástroje a také výrazně zvýšit životnost na 600 až 2.000 kusů na břit,“ uvádí Markus Greipl. „Dále jsme integrovali další inovativní proces, který nás odlišuje od ostatních dodavatelů a otevírá nám nové možnosti.“
Kontakt:


