


Hydrostatycznie podparte centrum obróbcze 5-osiowe Starrag S1250 HD dzięki swojej niezwykłej sztywności i tłumieniu jest idealne do obróbki tytanu. W testach wydajności, które przeprowadził Starrag w zakładzie macierzystym w Rorschacherberg, maszyna osiągnęła niemal niewiarygodne wyniki: przy użyciu opracowanego przez Starrag narzędzia skrawającego węglika tungstenowego „Cylindrical Endmill Cutter Ø40 R1.24“ (18 zębów) specjaliści od frezowania zrealizowali objętość skrawania wynoszącą 1.516 cm3/min. Ich ocena: Rekord świata w obróbce tytanu!
Już prototyp Starrag S1250 HD wykazał bardzo efektywną obróbkę tytanowych elementów konstrukcyjnych. Dwa lata temu hydrostatycznie podparte centrum obróbcze osiągnęło w testach wstępnych do trzykrotnie wyższy ubytek materiału niż wersja z łożyskami tocznymi Starrag STC 1250. Przy obróbce wykańczającej poprawione tłumienie i dynamika zapewniły doskonałą precyzję i jakość powierzchni.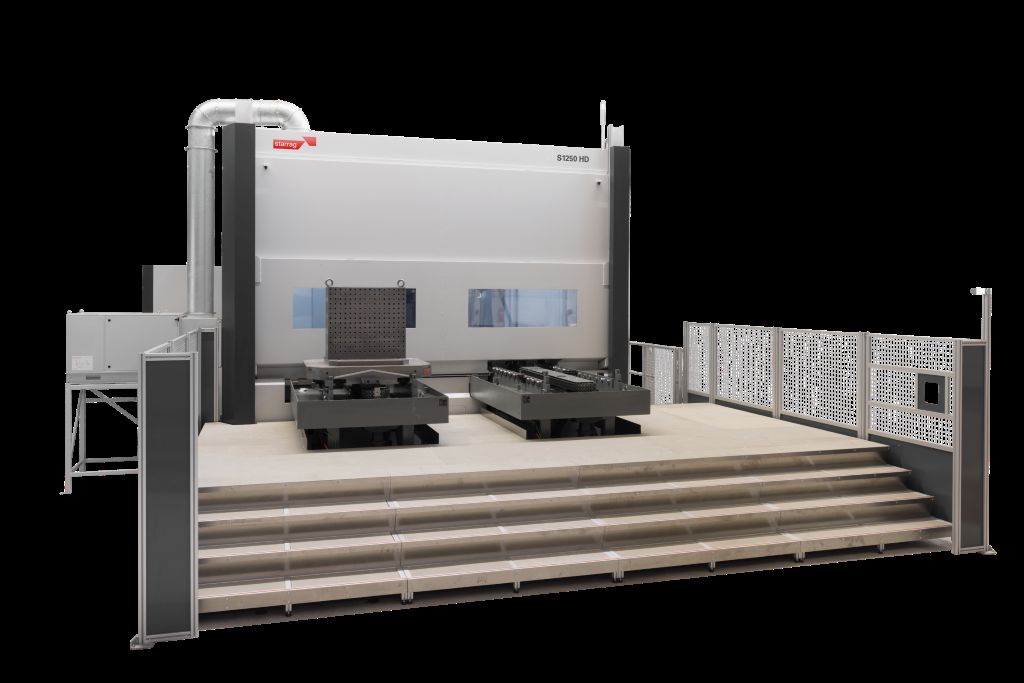
Dla maszyny seryjnej technolodzy Starrag wprowadzili kilka zmian, aby zwiększyć szybkość ubytku i zredukować zużycie narzędzi. Ponieważ najważniejszymi czynnikami są sztywność i tłumienie maszyny, struktura maszyny – zarówno łoża, jak i słup – została jeszcze bardziej usztywniona. Również w hydrostatyce udało się zwiększyć powierzchnię podparcia, co zwiększa sztywność i tłumienie.
Kolejna zmiana dotyczyła stołu obrotowego, który teraz jest realizowany w wersji z przekładnią. Z ogromnym momentem obrotowym wynoszącym 25.000 Nm i momentem zaciskowym 32.000 Nm spełnia on wymagania obróbki tytanu doskonale. Dodatkowo sprawdzony, kompaktowy głowica frezarska z obrotowym ramieniem otrzymał jednostronne powiększenie. To tworzy miejsce dla wzmocnionej o 50 procent osi A z momentem obrotowym 12.000 Nm i momentem zaciskowym 20.000 Nm – a dobra dostępność pozostaje zachowana.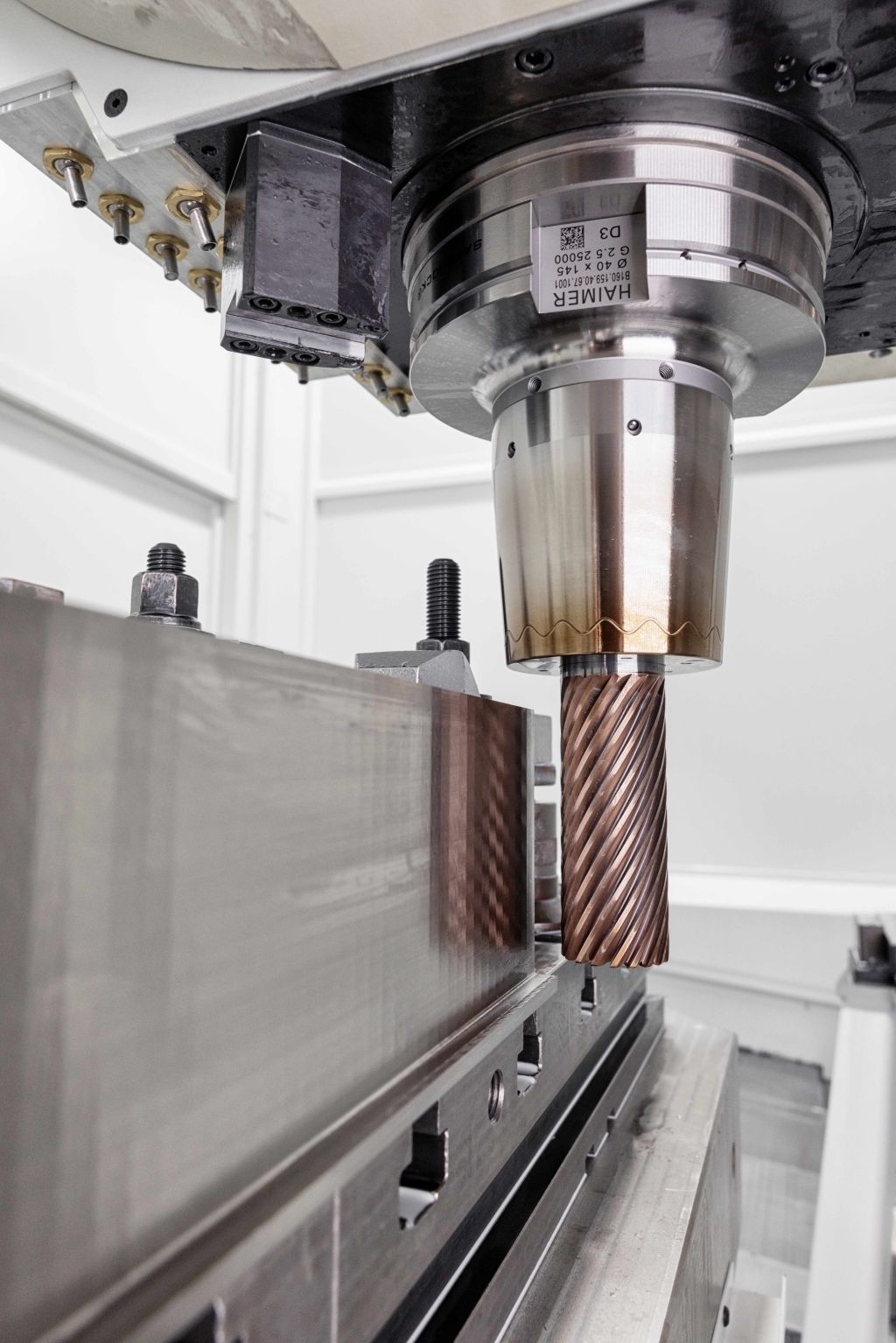
W centrum obróbczym Starrag S1250 HD zastosowano solidną, własną wrzeciono przekładniowe Starrag o mocy 53 kW, które oferuje moment obrotowy 1.600 Nm i prędkość obrotową 4.500 min-1. Nowością jest interfejs HSK-B160, który dzięki dużej powierzchni styku zapewnia wysoką sztywność narzędzi. To jest ważne dla dużych głębokości skrawania – szczególnie przy daleko wystającym narzędziach.
Dzięki temu interfejsowi Starrag S1250 HD już ma na uwadze przyszłe potrzeby. W obliczu nowoczesnych metod wytwarzania półfabrykatów blisko kształtu końcowego, prawdopodobnie obróbka wstępna zostanie zredukowana. Na pierwszy plan wysuwa się wtedy wyzwanie, aby z narzędziami o długości do 500 mm zanurzyć się w skomplikowanych i głębokich wnękach i tam osiągnąć wysoką wydajność. Takie narzędzia są doskonale wspierane przez dużą powierzchnię styku uchwytu HSK-B160.
To, że nowa koncepcja Starrag S1250 HD jest strzałem w dziesiątkę, potwierdza nie tylko zamówienie od Airbusa na użycie w lokalizacji Varel. Koncern zamówił już pięć maszyn.
Kontakt:


