


Depuis plus de 30 ans, l'Institut Fraunhofer pour la technologie laser ILT façonne la fabrication additive métallique avec des innovations système et processus de pointe. Lors de la Formnext du 18 au 21.11.2025, l'Institut laser présentera dans le hall 11, stand D31, son portefeuille complet axé sur les obstacles centraux de l'industrie, qui réduit les coûts, économise le travail de reprise et rend les composants plus robustes : des pièces en tungstène à haute résistance et des approches multi-matériaux pour des composants soumis à des charges extrêmes dans des applications de fusion, jusqu'à des processus de revêtement et de finition simultanés hautement productifs, qui économisent du temps et de l'énergie, sans oublier des structures intelligentes comme des capteurs imprimés qui rendent les pièces métalliques intelligentes.

«Qu'il s'agisse d'un démonstrateur ou d'une série, l'objectif des développements au Fraunhofer ILT est généralement de concevoir des processus plus rapides et plus robustes tout en garantissant la qualité des pièces», explique le Dr Tim Lantzsch, responsable du département Fusion de poudre laser (LPBF) au Fraunhofer ILT.
Les exposés à la Formnext 2025 illustrent l'approche tout au long de la chaîne de processus : un boîtier de répartition Al-Sc pour piles à hydrogène, un support optique fabriqué par LPBF pour satellites, un banc d'essai LCoS de 2 kW pour des profils de faisceau librement formables, ainsi que des structures LPBF avec porosité réglable.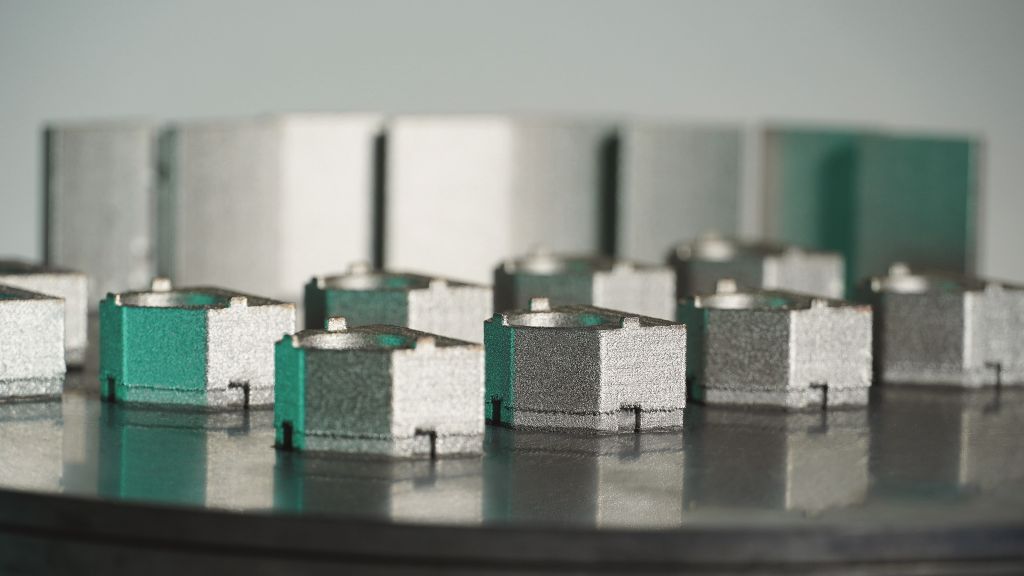
Dans le frittage laser sélectif (SLS), l'accent est mis sur le développement de processus pour de nouveaux matériaux. Les installations de laboratoire flexibles de l'Institut Fraunhofer ILT peuvent déjà traiter de très petites quantités de poudre, par exemple des polyuréthanes thermoplastiques (TPU) très souples et des polymères à mémoire de forme. L'objectif est de contrôler spécifiquement les propriétés et de déterminer des paramètres robustes pour de nouvelles applications ainsi que pour la production en série.
«Nous pensons la fabrication additive en fonction de la fonction de la pièce, nous connectons le matériau, le processus et les données, réduisons les coûts par pièce et augmentons la qualité et la disponibilité. Nous nous considérons comme des solveurs de problèmes et des développeurs de processus, de l'idée à la fabrication stable chez le partenaire industriel», poursuit Lantzsch.
Composants en tungstène pour l'énergie de fusion
Les composants exposés au plasma dans les réacteurs de fusion, comme le renforcement des parois du réacteur, doivent résister à des charges thermiques cycliques allant jusqu'à environ 20 MW/m² et à une forte radiation. Pour ces conditions extrêmes, seul le tungstène pur est pratiquement adapté. Cependant, jusqu'à présent, ce matériau impose des géométries simples et des joints de soudure complexes. L'expansion thermique différente entraîne des défaillances des joints de soudure sous des cycles thermiques, ce qui affecte la durée de vie et la disponibilité des installations.
Le projet DURABLE s'attaque précisément à ce point : les processus additifs permettent de créer des pièces monolithiques ou multi-matériaux en tungstène et en alliage de cuivre avec un chemin thermique continu au lieu d'une zone de liaison critique. La gestion du processus est cruciale : une nouvelle technologie système et des fenêtres de paramètres conduisent à des structures en tungstène presque sans fissures et à haute densité dans le PBF-LB/M. Cela rend possible une géométrie complexe avec un refroidissement conforme.
«L'avantage réside dans une durée de vie des pièces plus longue, moins de retouches et un risque réduit aux points de jonction, une condition nécessaire pour prolonger les intervalles de maintenance et réduire les coûts par heure de fonctionnement», déclare Niklas Prätzsch, responsable du groupe LPBF-Processus et Technologie des Systèmes à l'Institut Fraunhofer pour la Technologie Laser ILT.
Optimiser les surfaces en une seule étape
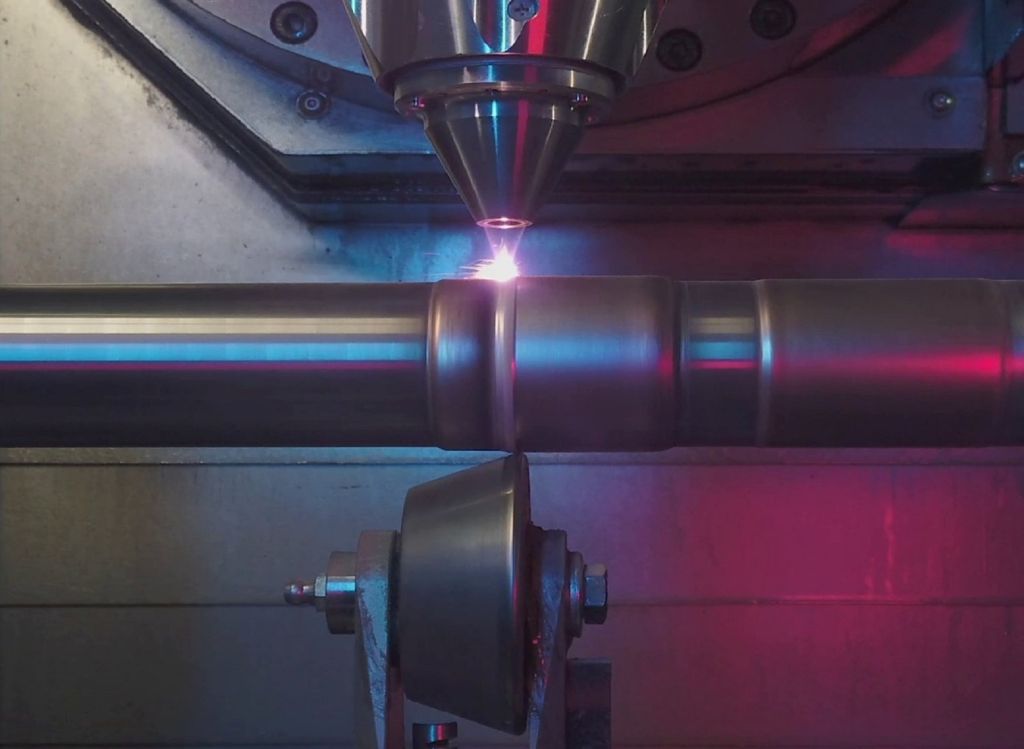
Un nouvel approche révolutionnaire est poursuivie par Viktor Glushych, responsable du groupe Revêtement LMD et Traitement thermique au Fraunhofer ILT pour le soudage laser à dépôt à très haute vitesse (EHLA). Le procédé permet un revêtement rapide et économe en ressources, mais dans la plupart des cas, un travail d'usinage est nécessaire par la suite. Le « Revêtement simultané et Burnishing à rouleau » (SCaRB) associe l'EHLA à un processus de burnishing en une seule étape. Pendant que la couche appliquée est encore chaude, un outil à rouleau passe sur la surface créée, la densifie plastiquement et lisse les pics de rugosité.
Ainsi se forme une couche superficielle dense, résistante aux contraintes de pression, avec une haute qualité de surface sans usure et sans meulage supplémentaire.
«Cela permet d'économiser du temps, des outils et des matériaux», explique Glushych les avantages. «En même temps, SCaRB peut influencer de manière ciblée la structure et les contraintes internes. Cela améliore la résistance à l'usure et à la corrosion et augmente la résistance à la fatigue des composants revêtus.» Lors du Formnext, l'Institut Fraunhofer ILT présente un démonstrateur de roulage EHLA qui rend le processus combiné compréhensible en direct.
Revêtements multi-matériaux sans PFAS

En plus des couches métalliques pures, il est également possible d'appliquer des couches multicouches à partir de matériaux de nature différente. Ici, le procédé EHLA pour les couches métalliques est combiné avec l'application d'une couche de PEEK pour la fabrication de couches composites fonctionnelles. Le PEEK est un polymère haute performance sans fluor et une alternative attrayante aux revêtements PFAS.
«La nouveauté réside dans l'utilisation de la chaleur résiduelle du processus EHLA pour faire fondre une couche de PEEK déposée dans l'étape immédiatement suivante. Pour cela, une technologie de buse développée au Fraunhofer ILT est utilisée, permettant une application homogène. Ce système de couches hybride combine les propriétés de deux couches fonctionnelles réglables individuellement», explique Rebar Hama-Saleh Abdullah, chercheur au Fraunhofer ILT.
La couche métallique EHLA peut être utilisée comme couche de protection contre la corrosion (par exemple, dans les pistons), comme couche de fonctionnement d'urgence (par exemple, dans les éoliennes) ou comme couche intermédiaire conductrice de chaleur. La couche de PEEK qui y est appliquée sert, selon l'ajout d'additifs, de couche anti-adhésive, de couche de glissement ou de protection supplémentaire contre la corrosion. « L'adhérence entre le métal et le polymère est obtenue par un enchevêtrement du plastique avec la surface rugueuse introduite de manière ciblée dans le procédé EHLA », explique le Dr Christian Vedder, responsable du département de technologie de surface et d'érosion de forme au Fraunhofer ILT.
Capteurs imprimés, composants intelligents
Dans la fabrication additive, des pièces sont créées couche par couche. Cela permet d'accéder à des zones qui ne sont pas accessibles de l'extérieur. C'est sur cette base que repose l'approche d'intégrer des capteurs directement dans des pièces métalliques, comme des jauges de déformation imprimées dans des pièces LPBF. Les couches de capteurs sont créées par impression jet d'encre, jet d'aérosol ou tampographie ; elles peuvent être appliquées pendant ou après la construction et placées de manière précise. Les pièces intelligentes ainsi fabriquées fournissent par exemple des données en temps réel sur la charge, la déformation ou le début de la formation de fissures.
«Ces capteurs se trouvent exactement là où les données sont les plus utiles, même dans des zones qui seraient inaccessibles avec une fabrication conventionnelle», résume Dr. Samuel Moritz Fink, responsable du groupe des procédés de couches minces au Fraunhofer ILT. «Cela permet une surveillance de l'état en service, une maintenance prédictive et une plus grande sécurité opérationnelle. En même temps, la complexité du système diminue, car des installations séparées, des câbles ou des points de mesure externes peuvent être évités. Les secteurs cibles vont de l'aérospatiale à l'énergie en passant par la construction mécanique.»
Résolveurs de problèmes et développeurs de processus
Les défis centraux pour les entreprises dans le métal-AM résident dans des coûts par pièce élevés, le développement d'applications complexe, et la qualification ou la certification des processus pour la série. C'est précisément là que s'inscrit le portefeuille du Fraunhofer ILT. Il identifie les goulets d'étranglement, développe des processus stables et mène rapidement les applications à la production, du premier prototype fonctionnel à la fabrication robuste chez le client.
« Les nouveaux matériaux sont la clé pour rendre les forces particulières du SLS, c'est-à-dire la liberté de conception maximale et l'absence de structures de support, utilisables dans de plus en plus de secteurs. Avec nos machines modifiées, nous pouvons qualifier ces matériaux de manière efficace et ainsi surmonter le problème du poule et de l'œuf des installations industrielles », explique Vera Rothmund du groupe Développement d'Applications au Fraunhofer ILT.
« Au Fraunhofer ILT, nous nous considérons comme un partenaire de l'industrie : nous développons des processus et des technologies sur mesure pour résoudre ensemble les défis centraux de l'impression 3D métal – de la productivité à l'assurance qualité en passant par la rentabilité », déclare Dr. Thomas Schopphoven, chef de département soudage laser au Fraunhofer ILT.
Fraunhofer ILT à la Formnext 2025 au stand commun Fraunhofer D31 dans le hall 11.
Contact :


