


Dormer Pramet war das dritte Mal in Folge auf der internationalen Fachmesse für Metallbearbeitung präsent. „In diesem Jahr war unser Messestand nach Anwendungsbereichen aufgeteilt: Railway, also Eisenbahnanwendungen, Schwerzerspanung und allgemeiner Maschinenbau“, so Elke Aurand zum Standkonzept. „Neben Bestandskunden und Händlern konnten wir zahlreiche neue Kontakte verzeichnen.“
Auch im Social Media war Dormer Pramet unterwegs: unter dem Hashtag #AskDormerPramet wurden live über Twitter Fragen zu Werkzeugen, Wendeschneidplatten und deren Einsatz beantwortet. „Es war eine echte Herausforderung, auf alle Fragen immer live die richtige Antwort zu twittern“, weiß Social Media-Manager Steve Hutton, „wir hatten aber die Anwendungsexperten direkt am Stand und konnten uns rückversichern, dass die Antworten auch korrekt waren.“
Bewährte Bohrwerkzeuge gefragt
Einer der Experten vor Ort war Timo Böhl, der als Anwendungstechniker von Dormer Pramet die Händler und Kollegen unterstützt. Sein Fazit zum Messeauftritt: „Erfreulich waren die vielen Fachlichen Gespräche, insbesondere auch zu unseren Monowerkzeugen wie den bewährten Force X Vollhartmetall-Bohrern oder unseren Hochvorschubfräser SBN10.“
Die Force X waren in den Größen 3xD, 5xD bis 8xD zu sehen. Die VHM-Bohrer sind mit der so genannten CTW-Technologie (Continuously Thinned Web) ausgestattet, die eine starke Kernkonstruktion bietet, Vorschubkräfte reduziert und Werkzeugstandzeiten erhöht. „Die einheitliche Kantenbearbeitung der Bohrwerkzeuge, schützt den Schnittbereich vor vorzeitiger Abnutzung, so können Mikroausbrüche verhindert werden.“ Außerdem sei aufgrund der starken Eckenkonstruktion eine hohe Werkzeugstabilität gegeben, wodurch sich die beim Austritt aus dem Werkstück auftretenden Kräfte merklich verringern.
Nicht zuletzt trägt die Beschichtung aus Titan-Aluminiumnitrid (TiAlN) zu der Werkzeugstabilität bei. In Verbindung mit der TiAlNBeschichtung bietet das mikrogekörnte Hartmetall-Substrat hohe Verschleißfestigkeit und verlängerte Werkzeugstandzeit. So eignen sich die Bohrer für ein recht breites Einsatzspektrum an Materialien von Stahllegierungen und Gusseisen bis zu Nichteisenmetallen. „Unsere Anwender kommen zu einem Großteil aus dem allgemeinen Maschinenbau und der Zulieferindustrie“, weiß Anwendungstechniker Timo Böhl.
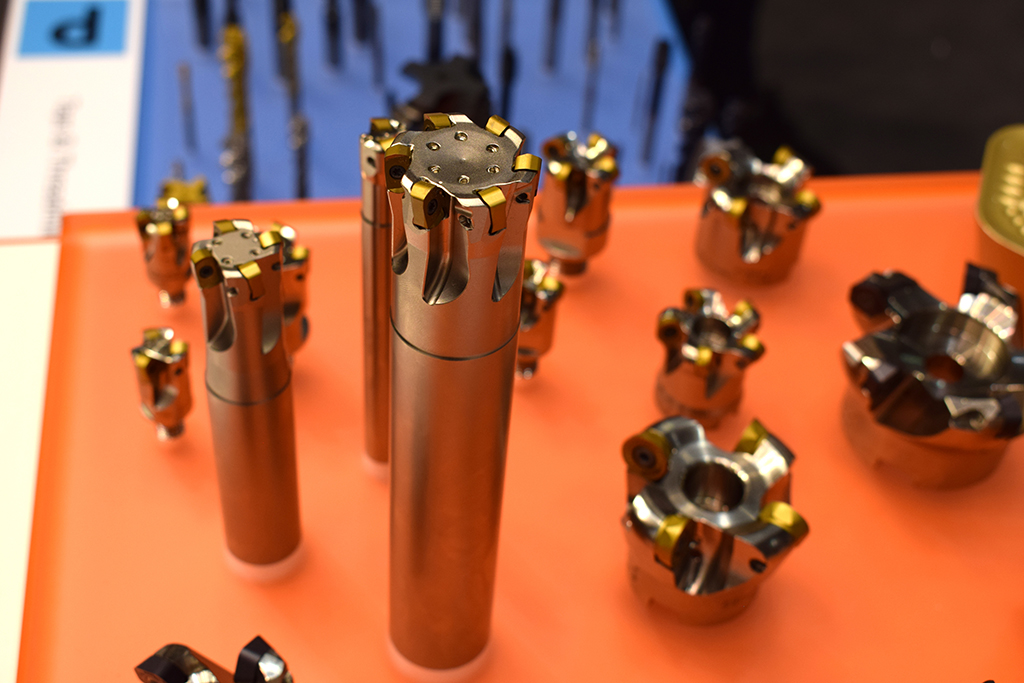
Hochleistungsfräser mit Extraschub

„Ein Anziehungspunkt waren auch unsere Hochvorschubfräser SBN10, diese im Durchmesserbereich von 16 bis 42 mm verfügbar sind“, so Timo Böhl. Als Beispiel zeigte er einen Fräser mit Durchmesser von 20 mm mit 4 Zähnen und M10-Schnittstelle. „Dieser Werkzeugtyp ist hervorragend geeignet für den Werkzeug- und Formenbau beispielsweise für Kopierfräsen, Auskammern, Zirkularfräsen, Nuten oder Tauchfräsen. Wir haben Wendeschneidplatten für Stahl, VA, Guss sowie gehärteten Stahl im Programm.“ Und er verrät schon, dass für November ein neuer Hochvorschubfräser geplant ist, bei dem 8 Schneidkanten zum Einsatz kommen.
Durch seinen einzigartigen Plattensitz lässt sich der SBN10 variabel mit Wendeschneidplatten für das Eck- und Planfräsen bestücken. Speziell für das wirtschaftliche Schruppen mit hohen Vorschüben kann der Fräser mit BNGX10-Wendeschneidplatten bestückt werden. In drei verschiedenen Geometrien sind die WSP bei fast allen zu bearbeitenden Materialien anwendbar: M-Geometrie für Stahl und Gusseisen, MM- für Edelstahl und Superlegierungen und schließlich die HM-Geometrie für gehärteten Stahl.
Die patentierten, doppelbeschichteten Wendeschneidplatten sind wegen der vier Schneidkanten überaus vielseitig und wirtschaftlich einsetzbar, selbst bei langen Werkzeugauskrakungen und hohen Schrupp-Vorschüben ist noch beste Prozesssicherheit gewährleistet. Für die Fertigbearbeitung beim Stirn- und Schulterfräsen empfiehlt der erfahrene Anwendungstechniker ANHX10-Wendeschneidplatten von Pramet. Die einseitigen Platten verfügen über zwei Schneidkanten mit positiver Geometrie für lange Werkzeugauskragungen, Vibrationen werden vermindert und die Geräuschentwicklung reduziert.

Beide Wendeschneidplattentypen (BNGX10 und ANHX10) ermöglichen einen glatteren Schnitt. Die durchgängige Kühlmittelversorgung sorgt dafür, dass das Kühlmittel näher an die Schneidkante gelangt. „Wir erreichen hier Vorschübe mit Axial-Schnitttiefen bis zu 1 mm, auch bei höherem Rampenwinkel hat man eine gute Spankontrolle und Prozesssicherheit“, weiß Timo Böhl aus der Praxis.
Und das Fazit von Dormer Pramet Geschäftsleiterin Elke Aurand: „Uns bieten die Fachmessen die Möglichkeit mit Kunden und Anwendern auch außerhalb von Projekten ins Gespräch zu kommen. Die EMO ist eine hervorragende Plattform für den Erfahrungsaustausch.“
Kontakt:



