


Speziell im Werkzeug- und Formenbau nimmt die Hartbearbeitung eine immer wichtigere Rolle ein, um zeitaufwendige Verfahren wie das Schleifen oder Erodieren zu ersetzen. Aber auch in anderen Branchen müssen Bauteile nach dem Härten noch spanend bearbeitet werden, was Bohr- und Fräswerkzeuge vor große Herausforderungen stellt. Als Komplettanbieter für Zerspanungswerkzeuge hat CERATIZIT eine hochspezialisierte Werkzeugauswahl für alle erdenklichen Anwendungsfälle zusammengestellt. Diese Werkzeuge sind die optimale Lösung bei der Stahlbearbeitung im maximalen Härtebereich und gewährleisten – aufgrund ihrer Performance-Eigenschaften – höchste Zeitersparnisse.
Der Profi für trochoidale Schruppbearbeitung im Harten: CCR – H
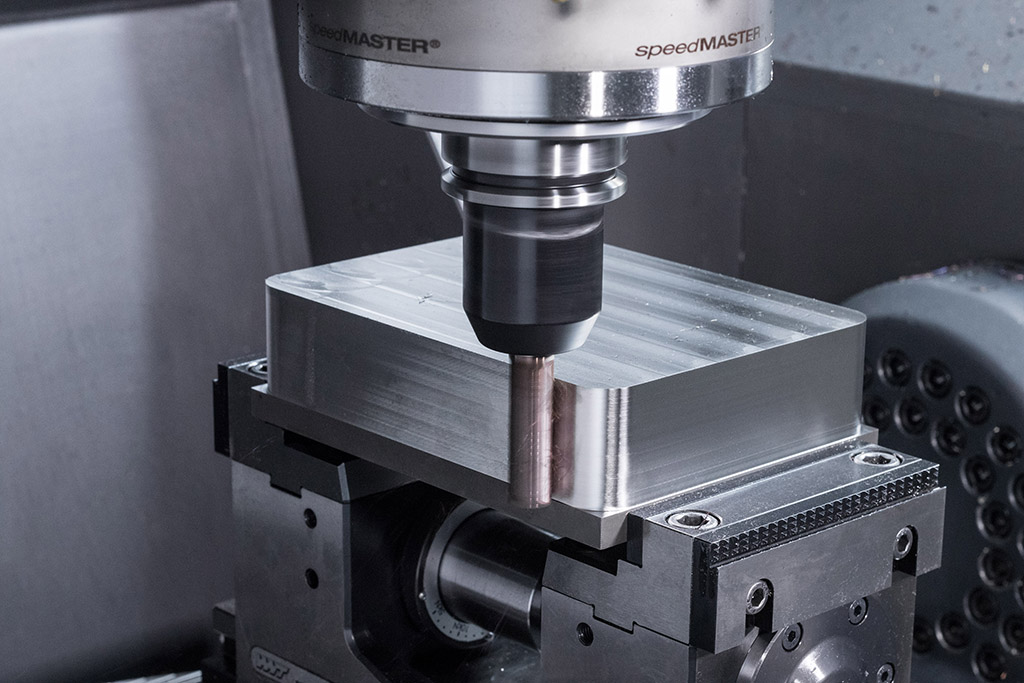
Der CCR – H ist die Weiterentwicklung der Trochoidalfräser aus der CircularLine von WNT und speziell für die Bearbeitung von gehärteten Werkstoffen bis 70 HRC ausgelegt. Der Profi für die trochoidale Schuppbearbeitung verfügt über einen neuartigen Spanbrecher, dessen spezielle Geometrie für die Hartbearbeitung konzipiert wurde und einen optimalen Späneabtransport gewährleistet. Prozesssicheres Fräsen ohne Spanklemmer ist somit gewährleistet.
Das 6-schneidige Werkzeug beeindruckt aber vor allem durch das extreme Abtragvolumen bei gleichzeitig hohen Standzeiten. Letztere werden durch das speziell für die Hartbearbeitung abgestimmte Feinstkorn-Substrat in Verbindung mit der neuesten Dragonskin-Beschichtungstechnologie DPX62S ermöglicht. Die Beschichtung zeichnet sich durch ihre hohe Wärmehärte und ihre Oxidationsbeständigkeit bis zu 800 °C aus und weist eine optimierte Schicht- und Oberflächenstruktur auf. All diese Eigenschaften machen den CCR – H zum ultimativen Werkzeug, wenn prozesssicheres und höchsteffektives Fräsen in gehärteten Werkstoffen gefordert wird.
Der Perfektionist in der Schlichtbearbeitung: MonsterMill – HCR
Für viele Werkzeug- und Formenbauer war das zeitintensive Erodieren bislang die einzige Möglichkeit, um bei Werkstücken mit einer Härte größer 55 HRC hohe Oberflächengüten zu erreichen. Diese Zeiten sind jetzt vorbei, denn mit dem MonsterMill – HCR bietet WNT eine ideale Alternative. Der Fräser ist für die Schlichtbearbeitung prädestiniert und das optimale Werkzeug für Härten von bis zu 70 HRC. Seine stabile Schneidengeometrie in Verbindung mit dem polierten Schneidenteil gewährleistet perfekte Bauteiloberflächen und optimale Konturtreue bei langen Standzeiten.
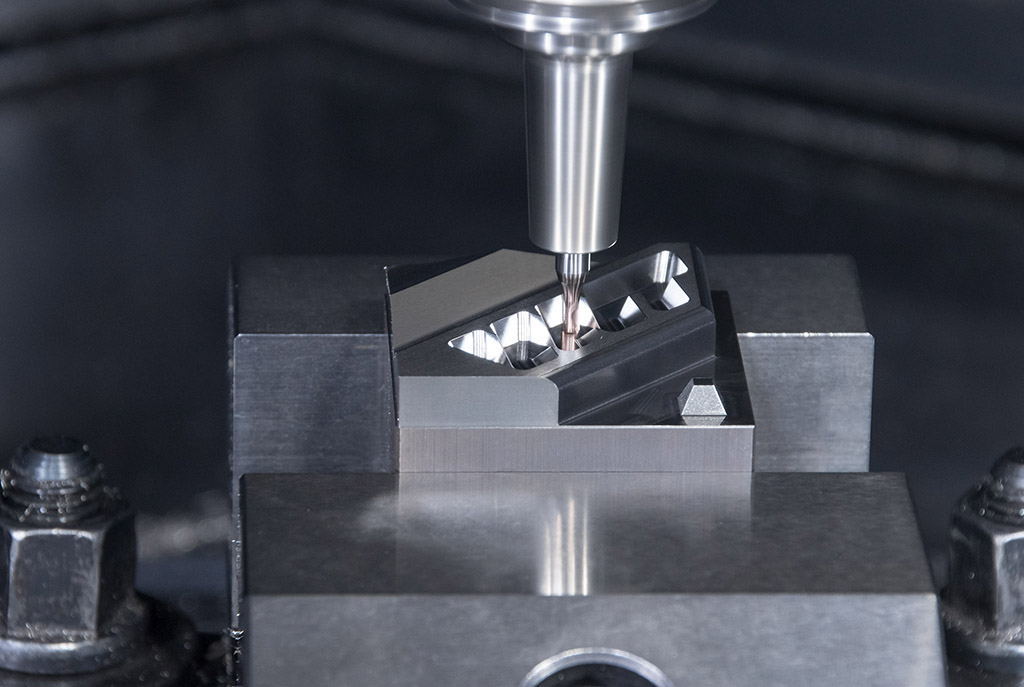
Im direkten Vergleich zum besten Wettbewerbsprodukt erreichte der MonsterMill HCR laut WNT bei der Bearbeitung von auf 66 HRC gehärteten Pulverstahl einen 33 % höheren Standweg. Trotz des höheren Standwegs hatte der MonsterMill – HCR sein Standzeitende noch immer nicht erreicht und konnte weiter eingesetzt werden. Der HCR Schaftfräser und der HCR Radiusfräser sind im Durchmesser von 0,2 mm – 12 mm sowie der Schneidenzahl 2 und 4 erhältlich.
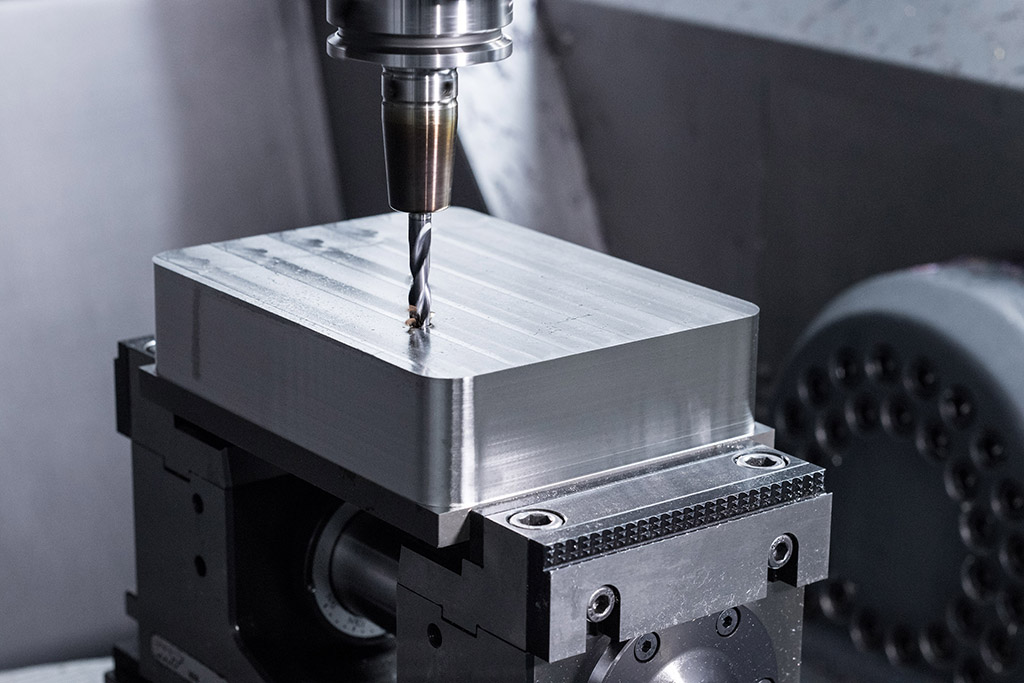
Der Problemlöser mit Innenkühlung: WTX – H ≤ 58 HRC
Durch seine Kombination aus Schneidengeometrie, Dragonskin-Beschichtung und zähem Hartmetallsubstrat gilt der WTX – H als Problemlöser für schwer zerspanbare Materialien und ist universell auch für die Bearbeitung von Stählen und Guss einsetzbar. Das äußerst stabile Bohrwerkzeug mit Innenkühlung ist für gehärtete Werkstoffe bis 58 HRC geeignet und gewährleistet, durch die neuartige Titanaluminiumnitrid-basierende Monolayer-Beschichtung, maximale Prozesssicherheit und hohe Standzeiten. Dies konnte im Wettbewerbsvergleich unter Beweis gestellt werden. Mit 120 Bohrungen (Durchmesser 8,00 mm, Bohrtiefe: 20 mm) in 1.2379 Werkzeugstahl (58 HRC) lieferte der WTX-H ≤ 58 HRC das beste Ergebnis. Das Verschleißmaximum wurde dabei nicht erreicht.
Der Hartbohrspezialist: WTX – H ≥ 58 HRC
Für Bohrungen in noch härteren Werkstoffen empfiehlt WNT den neuen WTX – H ≥ 58 HRC. Seine extrem stabile, ballige Schneide und das speziell auf die Hartbearbeitung abgestimmte Ultrafeinstkorn-Substrat in Verbindung mit der neuesten Dragonskin-Beschichtungstechnologie machen den WTX – H zum Spezialisten für Hartbohroperationen. Mit dem äußerst stabilen und verschleißfesten Bohrwerkzeug können gehärtete Stähle bis 70 HRC bearbeitet werden.
Durch die neuartige Titanaluminiumnitrid-basierende Monolayer-Beschichtung ist der WTX – H besonders hitzebeständig und gewährleistet hohe Standzeiten und maximale Prozesssicherheit. In Versuchen in 1.2379 Werkzeugstahl (62 HRC) überzeugte der Hartbohrspezialist mit 50 % höheren Standzeiten im Vergleich zum Wettbewerb ohne sein Standzeitende erreicht zu haben.
Das Multitool für Bohren, Senken und Gewinden: BGF – Typ H
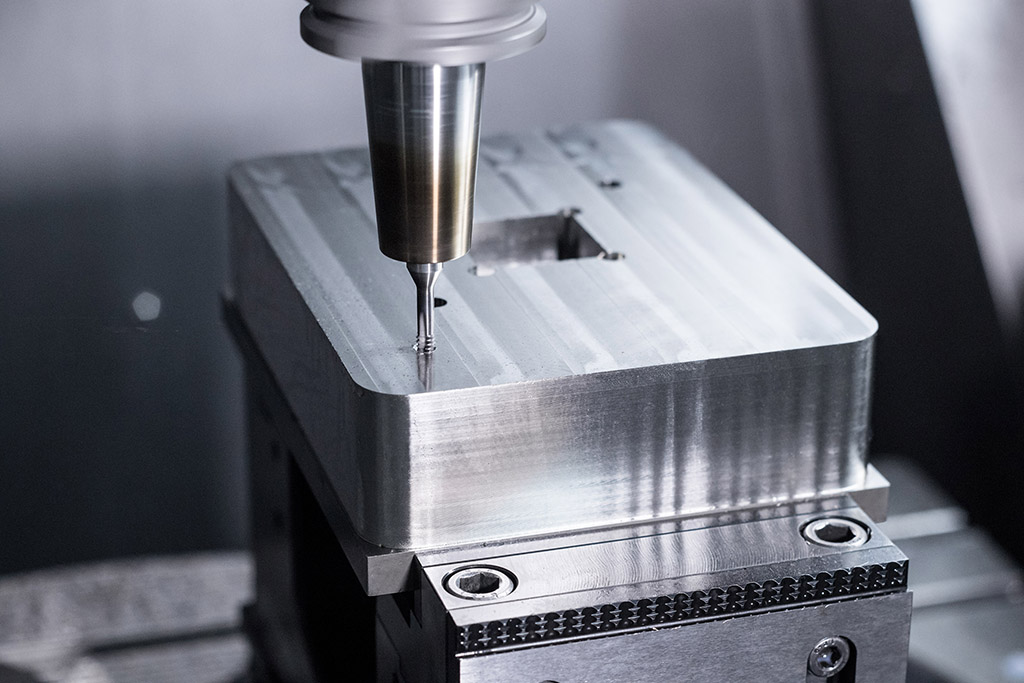
Für die Gewindeherstellung in gehärteten und schwer zerspanbaren Materialien wurde der BGF – Typ H entwickelt. Mit ihm sparen sich Anwender zeitaufwendiges Erodieren, um ein Gewinde in ein gehärtetes Bauteil einzubringen. Bis zu einer Gewindetiefe von 2xD lassen sich mit dem Multitool präzise Durchgangs- und Grundlochgewinde erzeugen – und das bei höchster Prozesssicherheit. Das linksschneidende Werkzeug spart nicht nur enorm viel Zeit, die für das Erodieren erforderlich wäre. Es vermeidet auch zusätzliche Kosten, die durch diesen Arbeitsprozess entstehen würden. Das Mulitool BGF – Typ H ist somit die wirtschaftliche und produktive Lösung, bei der Gewindeherstellung in gehärteten und schwer zerspanbaren Materialien.
Mit Hartbearbeitung 4.0 bietet WNT ein schlüssiges Werkzeugprogramm für die Bearbeitung von gehärteten Stählen an, das mit innovativen Beschichtungstechnologien und Werkzeug-Geometrien auf dem neuesten Stand der Technik ist. Anwender profitieren von langen Standzeiten und der hohen Prozesssicherheit der Werkzeuge und steigern vor allem ihre Produktivität. Denn Zeit- oder kostenintensive Bearbeitungsschritte, wie Erodieren oder Schleifen entfallen mit den Werkzeuglösungen für Hartbearbeitungsoperationen von WNT.
Kontakt:



