


Senkrecht ins Material eintauchen (Bohren), eine Nute ins Volle fräsen und abschließend in einem Schlichtdurchgang die Fräsoperation fertigstellen. Mit CrazyMill Cool P&S bringt der Schweizer Werkzeughersteller Mikron Tool ein Schneidwerkzeug auf den Markt, mit dem all dies möglich ist. Wer auf kleinstem Raum Nuten oder Taschen zu fräsen hat, wird sich über dieses neuartige Werkzeug speziell freuen. Eine typische Anwendung findet sich beim Fräsen von Keilnuten, wie sie zum Beispiel bei Antriebswellen von Motoren anzutreffen sind.
Bohrer und Fräser zeichnen sich durch sehr unterschiedliche Charakteristiken aus. Die Stärken von beiden in einem einzigen Werkzeug zu vereinen, ist anspruchsvoll. Vor allem, wenn es um kleine Durchmesser geht und das Resultat auch noch effizient, prozesssicher und präzise erreicht werden soll. So zeichnet sich der neue 3-zahnige Hartmetall-Tauchfräser durch verschiedene Merkmale aus.
Dank einer speziellen Schneidengeometrie ist ein prozesssicheres und vibrationsfreies Eintauchen (Bohren) möglich. Eine Korrektur im Zentrum stabilisiert die Mittenschneide und reduziert die Eindringkraft. Der extraweite Spanraum in der Kopfpartie erlaubt es, die Späne während des Bohrprozesses aufzunehmen und seitlich in die ebenfalls erweiterten Spannuten abzuführen. Angepasste Span- und Freiwinkel sowie stabile Schneidecken verhindern das seitliche Einhaken und somit das Ausbrechen der Schneiden durch Vibrationen, was eine der zentralen Schwierigkeiten beim «Bohren» mit einem Fräser ist.

Wie auch bei den anderen Fräsern der CrazyMill Cool Familie (zwei und 4-schneidig) führen auch bei diesem Werkzeug im Schaft integrierte Kühlkanäle das Kühlmittel direkt an die Schneiden und sorgen in jeder Position für eine konstante und gezielte Kühlung. Dies verhindert das Überhitzen und Ausbrechen der Schneiden auch bei hohen Schnitt- und Vorschubgeschwindigkeiten. Außerdem werden so die Späne kontinuierlich aus der Fräszone gespült, was bei einer äußeren Kühlmittelzufuhr besonders bei engen oder verwinkelten Räumen ein Problem darstellt.
Diese Faktoren (Geometrie und Kühlung) kombiniert mit einer wärme- und verschleissresistenten Beschichtung und der Verwendung eines Ultrafeinkorn-Hartmetalls garantieren die aussergewöhnlichen Leistungen des neuen Werkzeuges. Herr Schnyder, Verantwortlicher von Mikron Tool International, betont dabei vor allem die eindrücklichen Abtragsraten, die dank hohen Schnitt- und Vorschubgeschwindigkeiten und einer Zustellung (ap) von jeweils 1 x d möglich seien. Gleichzeitig seien die Standzeiten deutlich höher. Besonders ausgeprägt sei dies bei den kleineren Durchmessern und bei rostfreien Stählen oder bei Titan. Wichtig für eine hohe Oberflächenqualität sei vor allem die integrierte Kühlung, welche die Späne fortlaufend aus der Fräszone spült, sodass sie nicht mehrfach zerstückelt werden und dadurch die Oberfläche des Werkstücks verletzen.
Bei der Wahl des richtigen Fräsers sind einige Kriterien zu beachten, um das gewünschte Resultat zu erreichen. Bei der Ausführung einer Keilnute ist abschliessend zum Beispiel ein seitliches Fräsen (Schlichten) notwendig, so dass der Werkzeugdurchmesser entsprechend auszuwählen ist. Allgemein empfiehlt der Hersteller, sich an die Richtlinien zu halten in Bezug auf die empfohlenen Schnittparameter und den Bohr- respektive Fräsprozess.
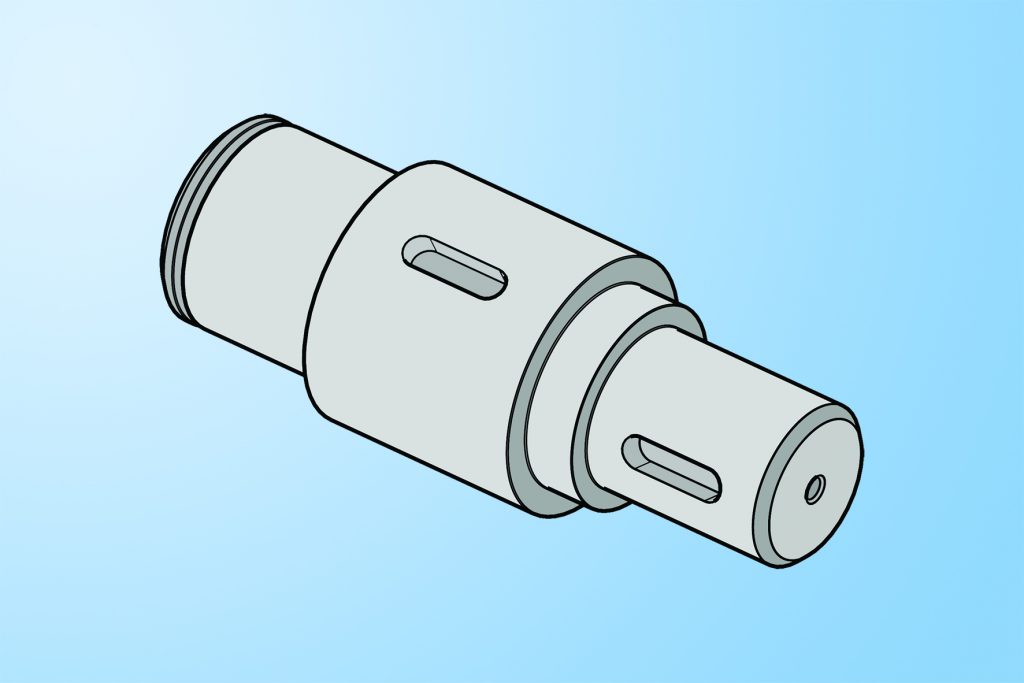
Das Beispiel aus der Praxis: Mit dem neuen Tauchfräser kann die Keilnut eines Getriebeteils von A – Z gefräst werden. In einem ersten Schritt taucht der Fräser (Durchmesser 2 mm) senkrecht ins Material ein, direkt bis zu einer Tiefe von 1 x d, mit einer Schnittgeschwindigkeit von 120 m/min und einem Vorschub von 0.002 mm pro Umdrehung und Zahn. Anschließend fräst er die Nute ins Volle, wobei er die Zustellung von 1 x d beibehält, die Schnittgeschwindigkeit auf 200 m/min und den Vorschub auf 0.007 mm/Z erhöht. Im abschließenden Schlichtdurchgang sorgt er sowohl für die definitiv zu erreichende Nutenabmessung als auch für eine gute Oberflächenqualität.

Ab Lager erhältlich ist CrazyMill Cool P&S in Durchmessern von 1 bis 6 mm und für Frästiefen bis 2 .5 x d. Alle Fräser sind mit einer Hochleistungsbeschichtung versehen und verfügen über 3 bis 5 im Schaft integrierte Kühlkanäle.
Kontakt:



